Главное преимущество - малый расход защитного газа. Получение плазменных струй различного сечения (круглого, прямоугольного) и значительное изменение расстояния от плазменной горелки до изделия расширяют технологические возможности этого способа. Плазменную сварку можно использовать для очень тонких металлов и для металла толщиной до 12 мм. Применение ее для соединения сталей большой толщины затруднено опасностью образования в швах подрезов.
Электроды для других способов сварки
Сварку угольным электродом чаще применяют только при изготовлении тонкостенных неответственных конструкций. Возникает опасность науглероживания шва и повышения коробления изделий из-за малой концентрированности угольной дуги в качестве источника теплоты.
Большие перспективы в этой сфере у электронного луча. Возможность за один проход сварить без разделки кромок металл большой толщины с минимальной протяженностью околошовной зоны - важное технологическое преимущество способа. Но и здесь возможно образование в шве и околошовной зоне горячих трещин и локальных разрушений. Наличие вакуума, не только способствует удалению вредных примесей и газов, но и увеличивает испарение полезных легирующих элементов.
При глубоком и узком проваре часть газов способна удерживаться в шве растущими кристаллами и образовать поры. Аппаратура для электронно-лучевой сварки, как и сам процесс, отличается сложностью и дороговизной. Поэтому этот способ применяют только во время изготовления ответственных конструкций.
Вопрос 42
Во время сварки на металле могут появляться трещины и поры. Это нарушение технологи работы, нормативных требований, относящихся к процессу сварки, подготовки материалов, обработки всех соединений. Появление холодных, горячих трещин при сварке и других дефектов, например, пор, связано с нарушениями в работе. Сегодня, согласно ГОСТу 30242-97, дефекты принято делить на несколько больших групп:
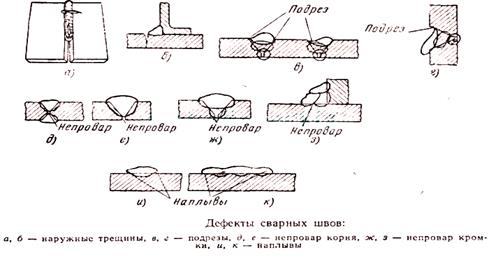
Схема дефектов сварных швов.
· трещины (горячие, холодные и прочие);
· полости, поры;
· различные твердые включения;
· непровары;
· нарушение форм сварного шва и другие дефекты.
Любая сварка должна протекать строго в соответствии с правилами. Трещины являются результатом ошибок и оплошностей, разрывами шва, которые возникают при различных нагрузках и охлаждении. Микротрещинами являются повреждения, которые можно увидеть только при условии наличия 50-кратного увеличения, но они опасны, как и обычные большие трещины.
В зависимости от того, при какой температуре варились швы, все трещины можно условно разделить на горячие и холодные Трещины горячие представляют собой повреждения стали, образующиеся при температуре от 1000°C, а холодные появляются при других условиях, когда температура сварки более низкая. В любом случае все трещины, поры и прочие проявления являются дефектами сварных соединений, т. е. нарушениями, которые могут стать пагубными для обрабатываемых деталей. Устранению такие ошибки уже не подлежат, поэтому необходимо следить, чтобы сварка производилась в точном соответствии со всеми требованиями и условиями.
ВИДЫ ТРЕЩИН ПРИ СВАРКЕ

Классификация сварных трещин.
Все трещины, которые образовываются при нарушении процесса сварки, можно разделить условно на множество разновидностей. Это не только горячие, но и холодные, поперечные и продольные, радиальные и прочие трещины. Необходимо во время работы избегать их появления, так как это приведет к повреждению материала, уменьшению его прочности и долговечности.
Горячие трещины – это межкристаллические разрушения, которые появляются в массе сварного шва, около шва после работы. Они начинают образовываться в так называемом твердожидком состоянии, во время кристаллизации, в остывшем состоянии после окончания работ. Они на изломе имеют темный цвет, форма их извилистая, окисление сильное, распространяется по границе всех зерен. Появление трещин объясняется следующими факторами:
· появление жидких прослоек, которые располагаются между зернами во время кристаллизации;
· наличие деформаций при укорачивании.
Во время плавления при высоких температурах и при затвердении в толще материала происходит миграция примесей, увеличивается вероятность сильного загрязнения в пространстве между зернами. Именно жидкая фаза, загрязнение и прочее приводит к тому, что вероятность деформаций указанных областей увеличивается. Начинают образовываться трещины и другие типы дефектов. Неравномерность объемной, линейной усадки шва во время охлаждения приводит к тому, что внутри появляются напряжения. Именно они являются причиной того, что наблюдается образование трещин различного размера, которые могут идти не только вдоль сварного шва, но и поперек него.

Схема горячей трещины.
Причины того, что появляются горячие трещины, состоят в следующем:
1. Слишком жесткое закрепление всех деталей во время сварки. Именно такое крепление сварного узла представляет собой одну из главных опасностей, так как во время остывания правильное перемещение детали затруднено, наблюдаются напряжения, появляются трещины.
2. Если в детали для сварки имеются различные элементы, которые могут образовывать химические соединения при низких температурах, то происходит нарушение связей. Все это приводит к тому, что образовываются трещины. Это вольфрам, хром, титан, молибден, ванадий.
3. Наличие вредных примесей в материале свариваемых заготовок. Это фосфор, сера и прочие. Необходимо обращать внимание на их содержание.
Появление горячих трещин при сварке является результатом нарушения и невнимательности в работе. Необходимо избегать ситуаций, которые приводят к нарушениям, так как исправить ошибку уже не получится, а прочность получаемого сварного шва станет низкой.
Вернуться к оглавлению
ХОЛОДНЫЕ ТРЕЩИНЫ
Холодная трещина – это разрушения локального и транскристаллического типа, они появляются в обрабатываемом металле при нарушении технологии работ. Они возникают при остывании детали, уровень температуры невысокий, он достигает до 200°C.
Холодная трещина образуется в области сварного шва или в переходной зоне, она может иметь наклон к углу шва.

Схема расположения горячих трещин.
На изломе появляется светлый оттенок. Такой вид дефектов проявляется при дуговой сварке у низколегированных сталей, при использовании толстых деталей. Холодная трещина может быть предупреждена, если предпринять такие меры:
1. Перед тем как начать работу, необходимо прокалить все электроды и флюсы. Это позволит избежать ненужных ошибок во время обработки деталей.
2. Все заготовки, которые будут свариваться, необходимо непосредственно перед работой подогреть до температуры в 250-450 °C.
3. Сварка должна проводиться строго в соответствии со всеми правилами и требованиям. Параметры по температуре и прочему надо подбирать таким образом, чтобы они максимально соответствовали оптимальным.
4. Сварные швы накладывают только в той последовательности, которая необходима для конкретного случая.
5. После сварных работ нужно обеспечить медленное и равномерное остывание детали.
6. Чтобы снять остаточное напряжение в свариваемых деталях, после завершения работы требуется провести смягчающий отжиг.
Вернуться к оглавлению






