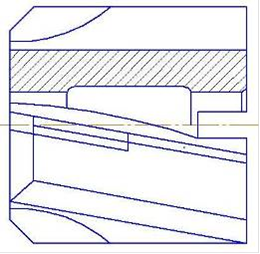
Рис.7.3 Зенкер
Зенкер, режущий инструмент для обработки отверстий. Зенкеры по конструктивным особенностям и способу закрепления делятся на хвостовые и насадные, цельные и сборные; они предназначены для окончательной обработки отверстий или предварительной обработки отверстий под последующее развертывание. Зенкеры с наружным диаметром до 32 мм изготовляются цельными и внешне напоминают спиральные сверла, но в отличие от последних имеют три винтовые канавки и, следовательно, три режущие кромки, что увеличивает их производительность. Режущая, или заборная, часть выполняет основную работу резания. Калибрующая часть предназначена для калибрования отверстий и придания правильного направления зенкеру. Хвостовик служит для закрепления зенкера в станке. На рис.7.3 показан зенкер насадной напайной из быстрорежущей стали.
Зенкеры сборные со вставными ножами из быстрорежущей стали или оснащенные пластинками твердого сплава выполняются с плоской передней поверхностью.
Профиль канавок зенкера делается различный. У спиральных хвостовых зенкеров профиль канавки аналогичен профилю канавки сверла и отличается только меньшей глубиной и большим числом канавок. Для четырехзубых насадных зенкеров применяется криволинейный профиль канавки. Угловой профиль канавок также применяется у насадных зенкеров. Изготовление канавок такого профиля производится угловыми фрезами с углом профиля ТЕТА = 110°.
Канавки зенкера должны обеспечить достаточное пространство для размещения и отвода стружки. При недостаточном объеме канавки стружка сминается и даже пакетируется, что ведет к поломке режущего инструмента. Глубина канавки h колеблется в пределах h = (0,27 -: - 0,1) d, а диаметр сердцевины D1 = (0,45-: - 0,8) d для зенкеров диаметром от 10 до 80 мм/
С целью улучшения направления при работе каждый зуб зенкера снабжается цилиндрической ленточкой шириной f = (0,1 -: - 0,05) d. Подобно сверлам, у зенкеров ленточки шлифуются не по цилиндру, а с небольшой конусностью. Величина обратной конусности колеблется в зависимости от диаметра зенкера от 0,04 да 0,10 мм на 100 мм длины.
Если цилиндрический стержень, имеющий стружечные канавки установить на станок и попытаться вести обработку отверстия, то режущие кромки, расположенные на его торце, не будут нормально работать, так как они не будут иметь положительных задних углов. Чтобы создать на режущих кромках положительные задние углы порядка АЛЬФА = 8 -: - 10°, зенкер затачивается по задним поверхностям его зубьев. Заточка зенкеров производится по коническим, винтовым и плоским поверхностям.
Зенкеры с углом в плане ФИ=90°, у которых режущие кромки располагаются на торце, особенно при врезании имеют плохое направление, работают неспокойно, колеблются, что снижает стойкость инструмента, точность обработки и качество обработанной поверхности. Чтобы облегчить вхождение зенкера в отверстие и уменьшить его вибрации, применяют зенкеры, у которых режущие кромки с осью инструмента составляют угол в плане ФИ меньший 90°. В этом случае на любой режущей кромке при работе возникают усилия, направленные перпендикулярно ОСИ зенкера. Если при этом зенкер отклонится в какую-то сторону, то соответствующая режущая кромка будет срезать больший слой металла, в результате на этой кромке возникнут большие усилия, чем на других кромках. Это будет способствовать обратному отклонению оси зенкера и выравниванию загрузки его режущих кромок.
Угол в плане ФИ у зенкеров берется в пределах 45-60°. С целью обеспечения более плавного врезания инструмента и повышения стойкости целесообразно применять двойную заточку и создавать переходную кромку длиной 0,3-1,0 мм с углом в плане ФИ = 30°.
Разработаны также конструкций зенкеров с механическим креплением круглых пластинок, у которых угол в плане ФИ непрерывно изменяется по длине кромок. В корпусе закрепляются пластины при помощи центрального винта, штока и винта.
Диаметр в начале режущей части зенкера выполняется меньше диаметра предварительно обработанного отверстия на 1-2 глубины резания.
Угол между режущей кромкой и осевой плоскостью, проходящей через базовую точку, называют углом наклона ЛЯМБДА. Угол наклона режущей кромки ЛЯМБДА оказывает существенное влияние на направление вывода стружки, образующейся в процессе резания. При отрицательных значениях угла ЛЯМБДА = (-5°) -: - (-10°) стружка двигается в направлении подачи в предварительно обработанное отверстие. Указанное направление движения стружки является приемлемым только при обработке сквозных отверстий. При обработке глухих отверстий применяют зенкеры, у которых режущие кромки располагаются в осевой плоскости и угол ЛЯМБДА = 0. С целью укрепления вершины зуба у твердосплавных зенкеров применяют положительный угол ЛЯМБДА = 10 -: - 15*.
Так как у зенкеров рабочие участки режущих кромок имеют небольшую длину и располагаются на периферии, угол наклона винтовой канавки выбирается таким образом, чтобы создать в этой зоне целесообразные величины передних углов. С увеличением угла ОМЕГА возрастают и передние углы. Поэтому значение угла ОМЕГА выбирается в зависимости от механических свойств обрабатываемого материала. Обычно угол ОМЕГА = 15 -: - 25°. В конструкциях сборных зенкеров для обеспечения надежной опоры ножей угол ОМЕГА приходится уменьшать до 12°.
Заключение
В процессе изучения многоцелевого станка 2204ВМФ2 были рассмотрены его технологические возможности, технические характеристики, способы крепления заготовки и инструмента, устройство и принцип действия станка. А так же была рассмотрена кинематическая схема, где показаны главное движение, движение подачи, радиальное перемещение суппорта, продольное перемещение стола и другие.
В дальнейшем был расчет количества зубьев и определение знаменателя геометрического ряда, расчет частот вращения каждой ступени, выбор оптимального варианта структурной сетки и построение графика частот вращения.
Так же была изучена техника безопасности при работе на данном станке. Сюда входят правила эксплуатации и технического обслуживания станка, установка заготовок и зажимных приспособлений, приемы работы. И самое главное были изучены основные правила безопасной эксплуатации металлообрабатывающих станков для рабочих всех профессий.
Литература
1. Кочергин А.И. Расчет, конструирование металлорежущих станков и станочных комплексов. "Вышэйшая школа", 1991 г.
. Металлорежущие станки (альбом общих видов, кинематических схем и узлов). Кучер А.М., Киватицкий М.М., Покровский А.А. Изд-во "Машиностроение", 1971, стр.308. табл.1.
. Металлорежущие станки. Колл. авторов под ред. проф.В.К. Тепинкичиева.М., "Машиностроение", 1973, 472 с.
. Паспорт станка 2204ВМФ2
. Сергель Н.Н. Металлорежущие станки: Курс лекций/ Н.Н. Сергель. - Барановичи: БарГУ, 2006. - 360 с.
. Чернов И.А. Металлорежущие станки - 3-е издание, переработанное и дополненное, М: Машиностроение, 1978 - 2003 г.







