В судостроении существуют два основных способа соединения деталей корпусных конструкций: сварной и заклепочный. Первый способ — основной, лишь в отдельных конструкциях корпуса применяются заклепочные соединения. В судостроении главным образом применяется метод электросварки. Соединения, выполненные электросваркой, обладают большими преимуществами, по сравнению с соединениями, выполненными при помощи клепки. Внедрение электросварки позволило:
1) уменьшить вес сварных конструкций корпуса приблизительно на 20%;
2) улучшить непроницаемость корпусных соединений;
3) удешевить на 50% стоимость постройки судна и резко сократить ее сроки благодаря упрощению технологии сборки и сварки корпусных конструкций;
4) сократить операции изготовления деталей корпуса в корпусообрабатывающих цехах и, как следствие, снизить стоимость оборудования на судостроительных заводах;
5) резко уменьшить шум при судокорпусных работах в связи с ограничением применения клепальных работ и резкого сокращения чеканки, а также прирубочных и сверловочных работ, исключительно вредно отражающихся на здоровье рабочих.
Типы сварных соединений, в основном применяемые в судостроении, показаны на рис. 50. Расположение в пространстве сварных швов показано на рис. 51.
Сварные швы, кроме того, классифицируют в зависимости от способа выполнения и калибра шва (рис. 52).
Электросварной шов выполняется ручным, полуавтоматическим или автоматическим способом.
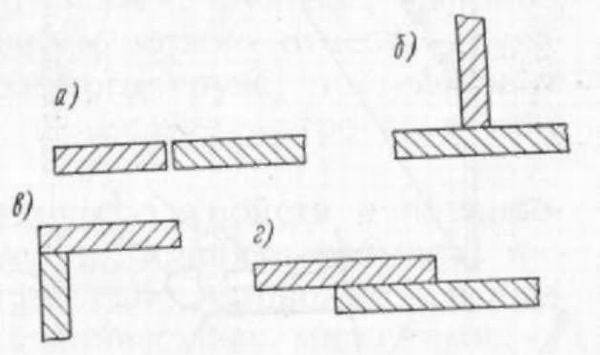
Рис. 50. Типы основных сварных соединений: а — встык; б — тавровые; в — угловые; г — соединение внахлестку.
При соблюдении режима сварочных работ швы получаются качественными, их прочность соответствует расчетной прочности. Основными пороками сварных швов являются: несоответствие размеров шва заданным, пористость шва, трещины, кратеры, непровар основного металла или его пережог и т. п.
Контроль качества сварных швов, в которых могут быть не- провары, шлаковые включения, трещины, раковины и другие дефекты, производится выборочно просвечиванием чаще гамма-лучами и реже рентгеновскими лучами и методом ультразвуковой или магнитной дефектоскопии.
Испытание сварных швов на плотность может производиться водяной струей под давлением или промазкой швов керосином, который легко проникает в микрометрические трещины и оставляет жирные пятна на покрытой меловым раствором обратной стороне шва, наконец, продувкой шва воздухом (на обратную сторону шва наносится мыльный раствор) и т. п.
Заклепочные соединения выполняют в отдельных корпусных соединениях (соединение ширстрека с палубным стрингером или барьерные швы в районе скулы и т. д.).
В судостроении применяют формы закладных головок заклепок, показанные на рис. 53.
Для обеспечения снятия с судна судовых агрегатов или установок при демонтаже, большие размеры которых не позволяют пронести их через отверстия в корпусе, предусматриваются съемные конструкции, крепящиеся к основным конструкциям корпуса сваркой, заклепками, болтами или на шпильках.
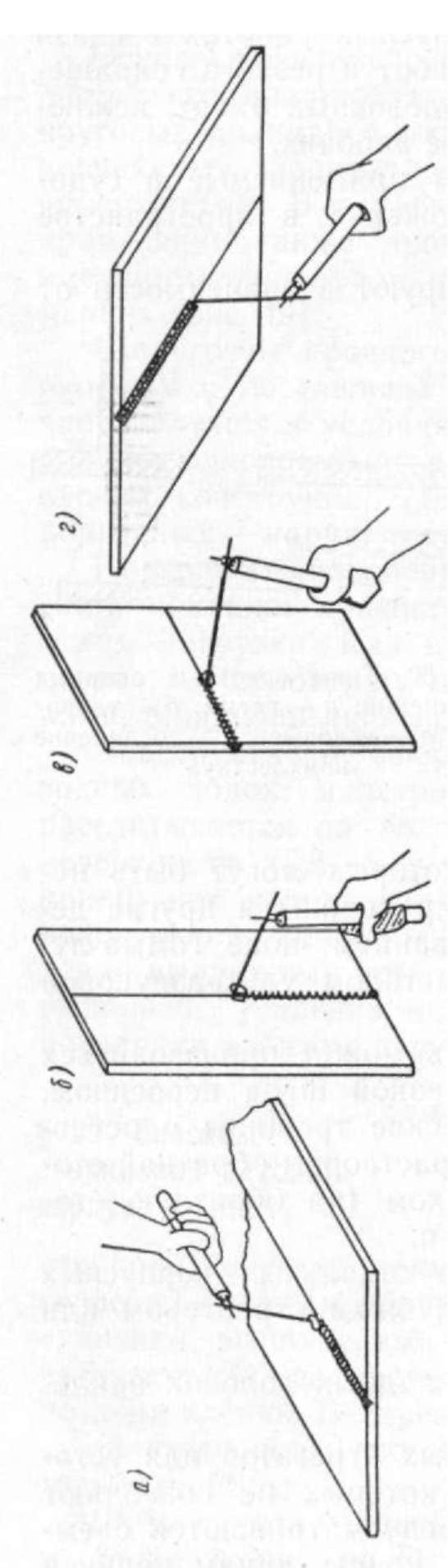
Рис. 51. Расположение сварных швов в пространстве: а — нижний; б — вертикальный; в — горизонтальный; г — верхний (потолочный).
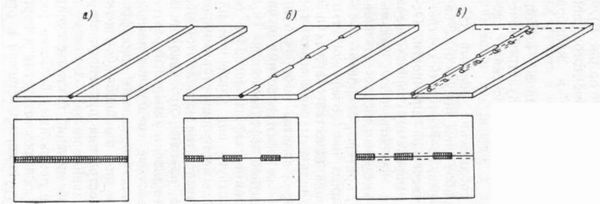
Рис. 52. Классификация сварного шва в зависимости от способа выполнения: а — сплошной; б — прерывистый; в — шахматный.
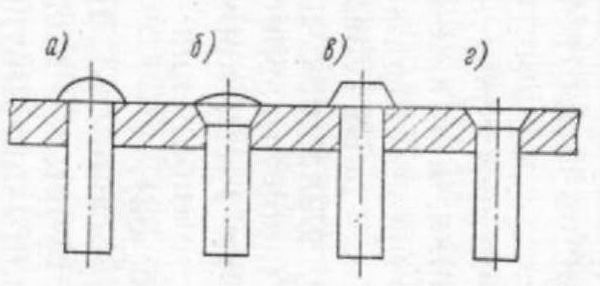
Рис. 53. Формы закладки головок заклепок: а — полукруглая; б — полупотайная; в — коническая; г — потайная.
СУДОВЫЕ УСТРОЙСТВА






