Технология машиностроения
1. Проектирование операций технологического процесса. Задача повышения производительности труда.
Сверление
Сверление – основной способ получения отверстий в сплошном металле.
РИ – сверло, в зависимости от конструкции сверла и его особенностей сверла могут быть однокромочными (ружейное, пушечное), двухкромочными (перовое, спиральное), многокромочные (трубчатые, кольцевые).
Наиболее распространены спиральные сверла, которые выпускаются Ø0,2-55 мм. Экономически выгодно сверлить отверстие в сплошном материале диаметром Ø≤25 мм. Производится в основном на вертикально-сверлильных станках. Корпусные и тяжелые детали (>50кг) – на радиально-сверлильных и горизонтально-расточных станках. Также можно сверлить на станках токарной группы, агрегатных, специальных.

| l/d <5-6мм – обычные (спиральные) сверла
l/d <10-15мм – специальные шнековые сверла, а также с подводом СОЖ через тело сверла
Глубокие отверстия (l/d >10мм) сверлят при вращающейся детали (то есть на токарном станке), т.к. в случае увода сверла появляются силы, стремящиеся вернуть сверло в прямолинейное положение.
Ружейными и пушечными сверлами сверлят глубокие отверстия (20< l/d <300мм) на специальных станках для глубокого сверления.
|
Сверление отверстий малых размеров Ø≤10…12 мм по кондукторным втулкам обеспечивает точность 10 квалитет, шероховатость до 5 класса, точность межцентрового расстояния ±0,2…0,1 Обычное сверление - 12 квалитет, шероховатость 3-4 класс.
Для повышения точности оси отверстия (прямолинейности) обработка идет при вращающейся детали. Обработка ружейными сверлами возможна по целому металлу. Сверло может вращаться или не вращаться. Минимальный диаметр сверления Ø = 3 мм.
Пушечные сверла применяются только при рассверливании. Точность обработки ружейными и пушечными сверлами 9-10 квалитет, шероховатость 5-6 класс. В процессе обработки сверло направляется по обрабатываемой поверхности и выглаживает ее. СОЖ при резании подается под давлением 20…80 атмосфер. Первичное направление сверла происходит по кондукторной втулке. (максимальный диаметр 700 мм)
Зенкерование
Зенкерование – процесс черновой и получистовой обработки отверстий, предварительно полученных литьем или штамповкой, или сверлением. Режущий инструмент – зенкер.
Процесс зенкерования предпочтительнее, чем рассверливание или точение отверстий, т.к. зенкер имеет большее число режущих кромок.
Т.к. при зенкеровании снимается небольшой припуск 2z=0,25d, зенкер имеет меньшие по размерам стружечные канавки, более высокую жесткость, а, следовательно, исправляет положение оси отверстия в пространстве. (минимальный диаметр зенкера 13 мм)
Черновое зенкерование обеспечивает точность обработки 12 квалитет, шероховатость поверхности 4 класс (Rz40). Чистовое зенкерование после чернового обеспечивает 10 квалитет точности, шероховатость поверхности – до 5 класса.
Процесс зенкерования широко применяется при обработке на агрегатных станках, токарных многошпиндельных, специальных и других станках.
Широко применяются многоступенчатые зенкеры, а также комбинированный режущий инструмент (зенкер-зенковка, сверло-развертка).
Зенкерование глубоких отверстий производится методом обратной подачи.

| Разновидностью процесса зенкерования является зенкование под головки винтов или цекование.
|
Для обеспечения точного межцентрового расстояния между отверстиями ±(0,10…0,15) мм зенкерование производится с использованием направляющих элементов. При этом направление может быть переднее (впереди режущей части), заднее (за режущей частью) и комбинированное.
Развертывание
Развертывание – это процесс чистовой и отделочной обработки отверстий многолезвийными или однолезвийными развертками. Минимальный диаметр однолезвийной развертки Ø3 мм, многолезвийной развертки - Ø2 мм.
Развертывают отверстия диаметром Ø (4…500) мм. Припуск на развертывание 0,03…0,30 мм. В процессе развертывания с обрабатываемой поверхности снимается минимальный равномерный припуск по окружности, что обеспечивается плавающим креплением режущего инструмента. Развертывание не повышает точность взаимного расположения.
Черновое развертывание отверстий после сверления или зенкерования обеспечивает точность обработки 9 квалитет, шероховатость поверхности 6 класс. Чистовое развертывание - точность обработки 7 квалитет, шероховатость поверхности 7 класс. Однолезвийные развертки обеспечивает улучшает качество поверхности.

| Отверстия Ø≤12 мм развертывают сразу после сверления, отверстия Ø≥12 мм – после зенкерования. При обработке точных отверстий малых размеров (Ø≤5…6 мм) с точным межцентровым расстоянием (±0,05 мм) выполняют координатное развертывание, то есть черновое развертывание по кондукторным втулкам. Чистовое развертывание может быть по кондукторным втулкам или без них.
Развертывание глубоких отверстий - методом обратной подачи.
|
Растачивание
Растачивание – процесс черновой, чистовой, окончательной, отделочной обработки, выполняемый на станках токарной группы, расточных станках, агрегатных и специальных станках. Растачивание – самый универсальный способ обработки.
Минимальный диаметр растачивания в серийном и к/серийном производстве 5 мм, в единичном – от 2 мм. В этом случае обработка производится на координатно-расточных станках.
7 квалитет точности, как правило, получают на станках повышенной точности или специальных алмазно-расточных станках агрегатного типа, имеющих продольный стол. Расточные головки могут располагаться с одной или двух сторон, что позволяет растачивать соосно расположенные отверстия одновременно с двух сторон.
Точность черновой обработки - 12 квалитет, чистовой – 10 квалитет, окончательная – до 8-9 квалитет. Тонкое растачивание производится с малыми глубинами резания t=(0,03…0,10) мм и малыми подачами S=0,03…0,05 мм/об при высокой жесткости и отсутствием вибраций.
Протягивание
Протягивание – процесс черновой, чистовой, отделочной обработки отверстий многолезвийным РИ – протяжкой. Протягивать можно отверстие после сверления, зенкерования или растачивания. При этом желательно для направления протяжки и снятия равномерного припуска по периметру отверстия иметь точность отверстия не грубее 10 (9) квалитета, а при протягивании шлицевых и фасонных поверхностей – 9.
Протягивание обеспечивает повышение точности обработки до 7-8 квалитета и шероховатость поверхности 7-9 класс при наличии выглаживающих зубьев протяжки.
Точность взаимного положения при протягивании не повышается.
Чем меньше зазор между направляющими и отверстием, тем равномернее снимаемый припуск. Протягивание небольших по размерам деталей производится на горизонтально-протяжных станках; большие корпусные детали – на вертикально-протяжных станках.
Форма протяжки в поперечном сечении соответствует форме получаемого отверстия. В зависимости от вида обработки (черновая, чистовая, окончательная) используют различные схемы резания. Последние режущие зубья протяжки работают по профильной схеме.
Фрезерование
Применяется редко. Обычно на станках с ЧПУ черновая обработка отверстий большого диаметра в корпусных деталях концевыми фрезами по программе. Точность до 10 IT, шероховатость до 5 класса.
11. Технологические возможности методов обработки зубчатых колес.
В современных машинах широко применяют зубчатые передачи. Различают силовые зубчатые передачи, предназначенные для передачи крутящего момента с изменением частоты вращения валов, и кинематические передачи, служащие для передачи вращательного движения между валами при относительно небольших крутящих моментах.
Зубчатые передачи, используемые в различных механизмах и машинах, делят на цилиндрические, конические, червячные, смешанные и гиперболоидные (винтовые и гипоидные).
По технологическому признаку зубчатые колеса делятся на:
– цилиндрические и конические без ступицы и со ступицей, с гладким или шлицевым отверстием;
– многовенцовые блочные с гладким или шлицевым отверстием;
– цилиндрические, конические и червячные типа фланца;
– цилиндрические и конические с хвостовиком;
– валы-шестерни.
У цилиндрических колес зубья выполняют прямыми, спиральными или шевронными.
Обработка зубчатых колес разделяется на два этапа:
1. обработку до нарезания зубьев
2. обработку зубчатого венца.
Задачи первого этапа соответствуют в основном аналогичным задачам, решаемым при обработке деталей классов: диски (зубчатое колесо плоское без ступицы), втулки (со ступицей) или валов (вал-шестерня). Операции второго этапа обычно сочетают с отделочными операциями обработки корпуса колеса.
Точность взаимного расположений. Несоосность начальной окружности зубчатого колеса относительно посадочных поверхностей.
Неперпендикулярность торцов к оси отверстия или вала (биение торцов).
Твердость рабочих поверхностей. В результате термической обработки поверхностная твердость зубьев цементируемых зубчатых колес должна быть в пределах НRС 45…60 при глубине слоя цементации 1…2 мм. При цианировании твердость НRС 42...53, глубина слоя должна быть в пределах 0,5...0,8 мм.
Твердость незакаливаемых поверхностей обычно находится в пределах НВ 180...270.
Фрезерование
Самый распространенный способ обработки плоских поверхностей. Применяется от единичного до массового производства.
Обработка ведется на фрезерных, агрегатных и специальных станках. В качестве режущего инструмента используют цилиндрические фрезы. Процесс применяется, в основном, в единичном и мелкосерийном производстве при обработке небольших по размерам поверхностей. Инструмент чаще всего из б/режущей стали, реже – из твердого сплава (фрезы со вставными ножами)
 Станок карусельного типа
Станок карусельного типа
| Торцевое фрезерование наиболее предпочтительно по сравнению с цилиндрическим, т.к. позволяет вести обработку на более высоких скоростях (200-600 м/мин) с большими подачами. В крупносерийном и массовом производстве применяют агрегатные станки и специальные станки (карусельно-фрезерные, барабанно-фрезерные).
Торцевое фрезерование обеспечивает 4-7 класс шероховатости, цилиндрическое – 6 класс. 10-9 квалитет.
|
В массовом производстве находят применение специальные конструкции фрез, позволяющие совмещать в одном переходе черновую и чистовую обработку (цилиндроконические фрезы, фрезы-протяжки, у которых режущие зубья располагаются на торцевой поверхности по спирали, имеют подъем на зуб).
Обработка корпусных деталей больших размеров осуществляется на продольно-фрезерных станках. Для повышения производительности одновременно обрабатывается несколько деталей с одной установки благодаря большим размерам стола. При этом возможна последовательная, параллельная или последовательно-параллельная схема обработки.
Протягивание
Черновая, чистовая и отделочная обработка плоских поверхностей специальным инструментом, сборными протяжками на вертикально-протяжных станках полуавтоматах (одностоечных и многостоечных). Сборные протяжки, оснащенные твердым сплавом, позволяют вести процесс резания со скоростью резания 20-50м/мин.
Используя специальные конструкции протяжек, станки позволяют обрабатывать одновременно несколько поверхностей, расположенных рядом или на расстоянии.
Процесс применяется только в к/серийном и массовом производствах. В массовом производстве также используют специальные станки - карусельно-протяжные, барабанно-протяжные.
Находят применение 3 схемы резания: профильная, генераторная и прогрессивная.
По профильной схеме выполняются чистовые режущие зубья (подъем на зуб 0,03-0,05 мм/зуб). Генераторная схема допускает Sz=0,7 мм/зуб.


Прогрессивная схема резания допускает Sz=0,4-0,5 мм/зуб. Протяжка состоит из 2 частей. Первая часть прорезает трапециидальные пазы (зубья выполнены в виде трапеции). Вторая часть протяжки имеет зубья по всей ширине детали и обрабатывает оставшиеся участки.
Обеспечивается отклонение от плоскостности 4-10 мкм на длине 100 мм, 6-7 класс шероховатости.
Шлифование
Чистовая и отделочная обработка, как правило, закаленных поверхностей периферией или торцом круга. Шлифование периферией отличается низкой производительностью, но обеспечивает высокую точность и минимальные напряжения в поверхностном слое.
Обработка периферией
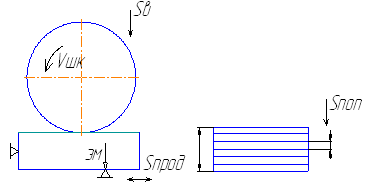
S=0,3мм; Sв=0,3мм => 300 дв. ходов.
В единичном и м/серийном производствах. Непроизводительный процесс, применяют для тонколистовых материалов.
Обработка торцев

Интенсификацией процесса шлифования является импульсное шлифование периферией круга. Прерывистый контакт круга с поверхностью детали позволяет уменьшить температуру в зоне резания, т.е. исключить прижоги. Иногда для исключения прижогов через поры круга подают СОЖ, но дорого.
Обеспечивает высокую точность формы и взаимного расположения поверхностей, отклонение от плоскостности – 2мкм/100мм, 6-9 класс шероховатости.
Высокоскоростное шлифование (>60 м/с) позволяет получить 10-14 класс шероховатости.
Притирание
Процесс отделочной обработки плоских поверхностей абразивными порошками или пастами, нанесенными на чугунные притиры.
Обработка ведется на специальных притирочных или доводочных станках. Детали типа пластин, плиток или плоских клапанов помещаются в сепаратор между двумя притирами, вращающимися в разные стороны.
В процессе притирания кассета совершает сложные движения, что позволяет получить класс шероховатости 10-14, отклонение от плоскостности – 1 мкм/100 мм.
Поверхность под притирание должна быть получена тонким шлифованием. СОЖ – керосин и масло.
Полирование
Процесс отделочной обработки абразивными порошками или пастами, нанесенными на мягкие войлочные круги в единичном и мелкосерийном производстве.
В серийном и крупносерийном производствах – процесс полирования абразивной лентой, установленной между двумя вращающимися кругами. Обеспечивается 10-14 класс шероховатости, точность формы не повышается. Припуск под полирование не оставляется (в пределах допуска).

Широко применяется процесс полирования абразивной шкуркой с плоской рабочей поверхностью.
Шабрение
Процесс отделочной обработки плоской поверхности режущим инструментом шабером с целью создания на ней специального рельефа, а также для обеспечения особо высокой точности в случаях, исключающих возможность механической обработки, для обеспечения высокой точности взаимного расположения поверхностей.
Выполняется вручную в исключительных случаях, например, для обеспечения высокой точности сборки по методу пригонки, а также в ремонтном деле.
Процессы шабрения могут производиться по краске или по копоти для обеспечения особо высокой точности. Точность и качество определяются количеством пятен на 1кв.дюйм (обычно 12-30 пятен/дюйм2). Отклонение от плоскостности 0,001 мм/100 мм.

Теория размерных цепей.
Размерная цепь – это совокупность взаимосвязанных размеров образующих замкнутый контур, каждый размер цепи называется звеном. Звеньями могут быть диаметры, длины, угловые размеры, отклонения формы и расположения поверхностей или осей.
Звенья могут быть скалярными (расстояния между осями или поверхностями) или векторными (отклонения от соосности, радиальное или торцевое биения, операционные припуски). Минимальное количество звеньев – 2. Любая размерная цепь содержит одно исходное или замыкающе е звено.
Все звенья размерной цепи обозначаются стрелками так, чтобы получился замкнутый контур.
Звенья могут быть увеличивающие (повышающие ), когда с увеличением замыкающего звена размер его увеличивается, и уменьшающие (понижающие), когда наоборот.
При рассмотрении нескольких размерных цепей общим, называют такое звено которое принадлежит нескольким цепям.
На рабочем чертеже детали размеры проставляются в виде незамкнутой цепи.
Исходное звено – это размер который непосредственно не выдерживается, а является размером исполнения других звеньев.
Замыкающий размер – это размер который нужно определить в поверочной задаче.
Поверочный расчет – это задача в которой по известным значениям составляющих звеньев, нужно найти значение замыкающего звена.
Проектировочный расчет – это задача в которой по известному значению исходного звена, нужно определить значения составляющих звеньев.
Метод отклонений.
Приводим все отклонения к единой системе. Столбиком решаем уравнение размерной цепи. Размеры, имеющие два отклонения одинакового знака, должны быть преобразованы в размеры, имеющие одно отклонение. Если замыкающее звено представляет собой сумму размеров, то нужно сложить между собой отклонения, имеющие одинаковые знаки. Если замыкающее звено представляет собой разность размеров, то предварительно меняются знаки отклонений у вычитаемых размеров на обратный, затем производят суммирование отклонений всех размеров. В конце необходимо сделать корректировку на допуск исходного размера.
Технология машиностроения
1. Проектирование операций технологического процесса. Задача повышения производительности труда.
Формирование операций технологического процесса.
Следующим шагом в проектировании ТП изготовления детали является разделение процесса на операции. Основное содержание и объем операций устанавливается, как правило, в пределах одного этапа обработки с учетом технологических возможностей оборудования, что позволяет наиболее рационально использовать средства технологического оснащения. Однако современные многоцелевые станки, позволяющие вести обработку большим количеством различных инструментов, дают возможность в одной операции объединять обработку нескольких поверхностей, то есть укрупнять операции. Необходимо отметить, что в зависимости от конструкции изделия, объема выпуска и конкретных производственных условий. Проектируемый ТП может быть разделен на различное количество операций. При этом нужно исходить из двух различных принципов: принципа концентрации и принципа дифференциации операций.
При использовании принципа концентрации:
упрощается организация производства, так как планирование и учет ведется по операциям, а их количество будет минимальным;
сокращается номенклатура приспособлений, необходимых для установки и крепления заготовок, что, в свою очередь, уменьшает затраты на проектирование и изготовление СТО;
упрощается достижение требуемой точности взаимного расположения поверхностей, так как уменьшается число установок;
появляется возможность использовать станки высокой производительности (многорезцовые, агрегатные, многошпиндельные, многоцелевые и т.д.).
дифференциация операций – предусматривает разукрупнение обработки и упрощение каждой из них и увеличение их числа. При применении принципа дифференциации:
упрощается план операций, упрощаются приспособления, инструменты, уменьшается время на подготовку производства;
повышается гибкость производства;
создаются наиболее благоприятные условия для работы с наивыгоднейшими условиями и режимами резания на каждом переходе.
Таким образом, проектирование технологических процессов представляет собой сложную многовариантную задачу.
В начале проектирования предварительно устанавливаются виды обработки отдельных поверхностей заготовки и методы достижения требуемой точности всех параметров с учетом программы выпуска деталей и имеющегося оборудования. При низкой точности исходных заготовок технологический процесс начинается с черновой обработки поверхностей(для выявления возможных дефектов), имеющих наибольшие припуски. Дальнейший маршрут строится по принципу обработки сначала более грубых и затем более точных поверхностей. В конце маршрута выполняются второстепенные операции (сверление мелких отверстий, нарезание крепежных резьб, прорезка пазов, снятие фасок, удаление заусенцев). Наиболее легко повреждаемые поверхности (наружные резьбы, особо точные шлифованные и доведенные поверхности) обрабатываются в заключительной стадии технологического процесса.
Заготовки ответственных и сложных деталей обрабатываются (как уже отмечалось) с разделением ТП на стадии черновой и чистовой обработки. На первой стадии снимаются основные припуски на обработку, в результате этого возникают погрешности заготовки, связанные с перераспределением внутренних напряжений и влиянием остаточных напряжений. Поэтому для таких заготовок после черновых операций проводится дополнительная термическая обработка заготовок (отжиг, нормализация), способствующая более полному протеканию процесса релаксации напряжений с одной стороны, и улучшению обрабатываемости материала резанием – с другой.
При выполнении чистовых операций устраняются погрешности черновой обработки и обеспечивается достижение требуемых точности обработки, шероховатости и предписанного чертежом состояния материала поверхностного слоя.
При проектировании заготовок, подвергающихся по ходу ТП термической и особенно химико-термической обработке некоторых поверхностей, в составе технологического процесса предусматриваются операции, связанные с особенностями ТО и ХТО.
С установлением этапов обработки и формированием операций технологического процесса определяется структура размерных связей, определяемая припусками, заданными размерами готовой детали и отклонениями взаимного расположения поверхностей. При этом, технологические размеры и отклонения взаимного расположения поверхностей должны образовывать кратчайшие размерные цепи. Технологические базы, используемые при выполнении операций ТП, устанавливаются на основе анализа чертежа, технических требований к изделию и условий его эксплуатации.
При этом руководствуются принципами совмещения и постоянства баз.
Технологические базы желательно совмещать с установочными поверхностями заготовки, поскольку при этом максимально упрощается ее установка и закрепление. Однако иногда бывает целесообразно отказаться от совмещения в пользу установки с выверкой. Установочные поверхности, в свою очередь, должны выбираться с учетом надежного закрепления заготовки
Во всех возможных случаях в качестве черновых баз принимаются поверхности, удобные для установки и в дальнейшем не обрабатываемые.
Проектируется ТП в целом.
Установление наименования, содержания и последовательности выполнения операций входит в задачу разработки ТП.
По операциям определяют трудоемкость процесса, необходимое число производ рабочих, материал-технич обеспечение.
Основ. содержание и объем операции зависит от типа производства, технологических возможностей оборуд.
Содержание операции также зависит от количества переходов.
При проектировании используют принципы концентрации и дифференциации операций.
Например, соврем многооперац станки позволяют вести обработку большим кол-вом инструментов и объединить в одной операции обработку неск поверхностей (концентрация операций).
В условиях единичного производства осуществляется послед концентрация операций.
В условиях серийного производства - параллельная и паралл-послед концентрация операций.
В массовом пр-ве примен параллельная и паралл-послед концентрация операций, а также дифференциация операций.
Для исключения простоя оборудования в массовом пр-ве необходимо соблюдать условие: длительность любой операции ТП д.б ≥ такту выпуска.
Задачи повыш-я производ-ти труда:
1. Рациональная организация рабочего места, позволяющая уменьшить подготовительно-заключительное и вспомогательное время на операциях.
2. Применение режимов обработки, позволяющих максимально использовать мощность станка и возможности инструмента.
3. Максимальное снижение  за счет применения механизированных и автоматизированных станков и приспособлений.
за счет применения механизированных и автоматизированных станков и приспособлений.
4. Применение фасонного инструмента и копировальных устройств.
5. Многостаночное обслуживание.
6. Применение специальных станков, агрегатных и станков с ЧПУ.
7. Применение САПР ТП для ускорения составления ТП.
8. Применение типовых и групповых ТП.
Все эти мероприятия позволяют снизить затраты на проектирование, обработку, лучше использовать оборудование и производственные площади, и снизить себестоимость обработки.
2. Анализ исходных данных для разработки технологического процесса.
Основные исходные данные для проект. ТП:
-Рабочий чертеж детали -Доп.тех.условия на изготовление
-Произв.программа выпуска
-Руководящие тех.материалы(РТМ)
-чертеж заготовки
1)Рабочий чертеж детали и тех.условия должны быть тщательно проработаны конструктором, они должны полностью отвечать основным требованиям в том числе требованиям технологичности конструкции.
Под технологичностью понимают качества заложенные в конструкцию детали при проектировании с целью уменьшения себестоимости изготовления без ущерба для выполнения ею своих функций в машине.
Рабочий чертеж является основным документом для контроля при изготовлении детали. На рабочем чертеже указываются:
-материал детали
-Проставляются допуски на изготовление
-шероховатость поверхностей
-в ТУ указываются группа контроля, ТО и твердость материала
-покрытия и прочие спец.требования (физико-механические свойства сердцевины и поверхностного слоя, применяемые методы улучшения прочностностных свойств)
2)Производственная программа выпуска определяет такт выпуска деталей. Зная ПП технолог выбирает и назначает оборудование, оснастку. ПП необходима для уточнения способа получения заготовки.
3)Руководящие тех.материалы(РТМ). При проектировании ТП используют справочные и нормативные материалы: каталоги и паспорта оборудования, альбомы приспособлений, ГОСТы и нормы на режущие и измерительные инструменты, нормативы по точности, шероховатости, расчеты припусков на обработку, расчеты режимов резания, тех.нормирования операций, тарифо-квалификационные справочники и т.д
4)Чертеж заготовки: Конструктор изделия устанавливает материал детали и его марку по имеющимся стандартам. Он назначает ТО и требования в отношении физических свойств к детали. Он может указать и метод получения заготовки.
На основании этих данных технолог имеет право назначить конкретный метод получения заготовки.






