Расположение поля допуска основной детали. В системе допусков и посадок ИСО принято одностороннее предельное расположение поля допуска основной детали относительно номинального размера сопряжения. Поэтому если допуски заданы в системе отверстия, то нижнее отклонение отверстия всегда будет равно нулю (Е1 = 0), а если допуски заданы в системе вала, то верхнее отклонение вала всегда будет равно нулю (е = 0) независимо от посадки (рис. 82).
Одностороннее расположение полей допусков основной детали имеет ряд преимуществ по сравнению с симметричным расположением, принятым в некоторых странах. Главным преимуществом является возможность использования в одном сопряжении вала и отверстия разной точности изготовления. При этом характер соединений деталей остается без изменения. Симметричное же расположение поля допуска основной детали при использовании в одном сопряжении вала и отверстия разной точности приводит к искажению посадки, то есть к значительному изменению зазоров или натягов (рис. 83).
В ЕСДП поле допуска образуется сочетанием основного отклонения и квалитета. Соответственно условное обозначение поля допуска состоит из буквы (букв) основного отклонения и номера квалитета, например:
– поля допусков валов: h6, d8, k7, p9;
– поля допусков отверстий: H8, N9, F7, R10.
По основному отклонению и допуску определяется второе предельное отклонение, ограничивающее данное поле допуска. Если поле допуска располагается ниже нулевой линии, то основным отклонением является верхнее отклонение, а нижнее определяется по формулам:
– для вала:
ei = es – IT; (35)
– для отверстия:
EI = ES – IT. (36)
При расположении поля допуска выше нулевой линии основным отклонением является нижнее отклонение, а верхнее отклонение определяется по формулам:
– для вала:
es = ei + IT, (37)
– для отверстия
ES = EI + IT. (38)
Обозначение поля допуска указывается после номинального размера.
Например: 40a11; 60Н7; 35k8.
Посадка обозначается в виде дроби, в числителе которой указывается обозначение поля допуска отверстия, а в знаменателе – обозначение поля допуска вала.
Посадка- характер соединения двух деталей, определяемый разностью их размеров до сборки.
Номинальный размер посадки-номинальный размер, общий для отверстия и вала, составляющих соединение.
Допуск посадки-сумма допусков отверстия и вала, составляющих соединение.
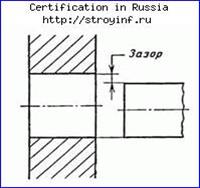
Зазор-разность между размерами отверстия и вала до сборки, если размер отверстия больше размера вала (черт. 3).
Натяг-разность между размерами вала и отверстия до сборки, если размер вала больше размера отверстия 
Посадка с зазором-посадка, при которой всегда образуется зазор в соединении, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено над полем допуска вала (черт. 5)

Посадка с натягом-посадка, при которой всегда образуется натяг в соединении, т.е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено под полем допуска вала (черт. 6).

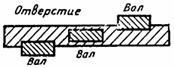
Переходная посадка-посадка, при которой возможно получение как зазора, так и натяга в соединении, в зависимости от действительных размеров отверстия и вала. При графическом изображении поля допусков отверстия и вала перекрываются полностью или частично (черт. 7).
Задача: Температура воздуха в цехе машиностроительного завода +20 °С. Средства измерения, изготовленные из стали, имеют ту же температуру. Рабочий выполняет измерения детали сразу после ее изготовления. Номинальный размер 180 мм; обозначение поля допуска g6; температура детали +36 °С; материал детали - сталь 45.Определить: погрешность измерения размера детали; сравнить погрешность от температурной деформации детали с допуском на ее обработку. Построить схему расположения поля допуска на заданный размер с определенными отклонениями и предельными размерами
Погрешность измерения размера детали от температурной деформации определяем по формуле:
 ,
,
где  - погрешность измерения, мм;
- погрешность измерения, мм;
d - номинальный размер, мм;
αД - коэффициент линейного расширения материала детали;
 - отклонение температуры детали от нормальной;
- отклонение температуры детали от нормальной;
 - коэффициент линейного расширения материала средства измерения;
- коэффициент линейного расширения материала средства измерения;
 - отклонение температуры средства измерения от нормальной.
- отклонение температуры средства измерения от нормальной.








