На основе разработанных маршрутов обработки поверхностей, соблюдая принцип поэтапности, составляем матрицу технологического процесса. При этом была поставлена цель минимизировать себестоимость обработки и максимизировать производительность в условиях мелкосерийного производства.
Используя матрицу технологического процесса и руководствуясь принципом концентрации производим разбиение технологического процесса на операции:
001 Входной контроль
005 Заготовительная
010 Термическая обработка
015 Токарно-винторезная
020 Фрезерно-центровальная
025 Токарно-винторезная
030 Технический контроль
035 Термическая обработка
040 Токарная с ЧПУ
045 Токарная с ЧПУ
050 Вертикально-фрезерная
055 Круглошлифовальная
060 Технический контроль
065 Химико-термическая обработка
070 Резьбонарезная
075 Вертикально-фрезерная
080 Круглошлифовальная
085 Полировальная
090 Слесарная
095 Маркирование
100 Технический контроль.
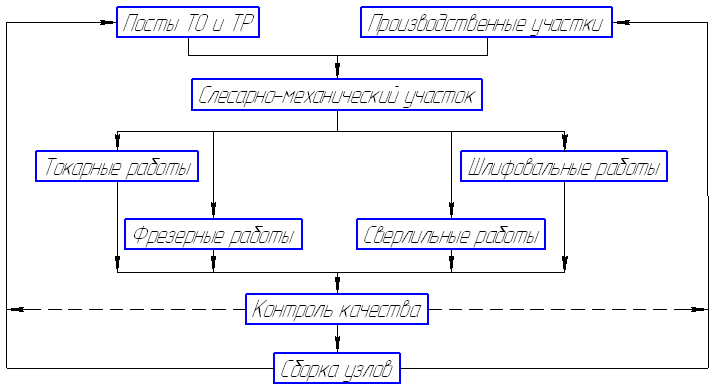
Как мы видим, изготовления любой детали начинается с контроля и контролем заканчивается. Схематичное движение детали видно на рис. 8.
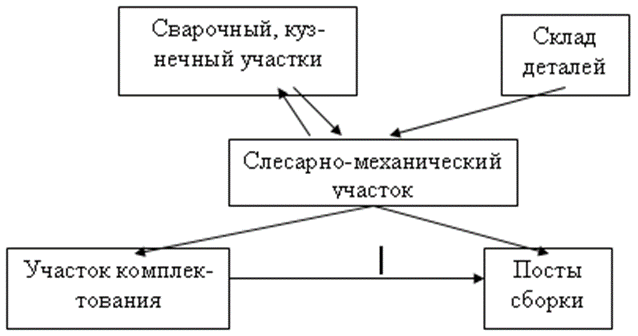
На рисунке схематично изображено возможное движение детали по слесарно-механическому участку.
После финального приема детали на соответствие ТТ, готовая деталь поступает на участок сборки, где проверяется на собираемость в сборочном узле (с учетом выполнения требований сборочного чертежа). После выполнения всех необходимых требований сотрудником ОКТ заполняется карта контроля сборочного узла и предъявляется представителям Заказчика, согласно Перечня обязательных приемок.
«Стяжка»- крепёжная деталь, представляющая собой металлический стержень с резьбой на обоих концах.

Одним из возможных дефектов на данной детали являются «зарезы». После выполнения резьбы тело стержня должно иметь поверхность с Ra 1.6. «Зарезы» в данном случае являются концентраторами напряжений. Деталь силовая, одним концом она вкручивается в гайку в корпусе редуктора, другим- в траверсу. Редуктор весит 50 тонн. Не будем представлять, что может произойти если транспортировка будет производиться на детали с таким дефектом.
6.4. Выделим несколько причин возникновения брака:
Люди: Выделить главную причину брака по пункту «люди» практически невозможно. Для начала я бы разделила данное понятие на:
1) «Пришлые» (Аутстаферы);
2) Без опыта;
3) Штатные рабочие.
По пункту 1. Причина брака пот вине рабочего достаточно неоднозначна.
«Аутстаферы». Если штатные рабочие заинтересованы в своей работе и сохранении своего рабочего места, то «пришлые» (по большей части) чувствуют свою, так сказать, неуязвимость. За допущенный дефект их, конечно, накажут и даже могут уволить с нашего предприятия, но фирма сразу же найдет им новое место работы. Таких рабочих не страшит, то, что их вероятный брак может повлечь за собой страшные последствия.
Такое же «легкое» отношение у многих к рымовым отверстиям. «Лечение» резьбы считается одним из самых простых способов скрыть дефект.
2. Молодые рабочие из-за недостатка опыта и незнания применяемости детали они могут просто не придать значения некоторым требованиям чертежа. А ошибки в чертежах и тех.процессах у нас, к сожалению, встречаются.
Они не знают каких-то нюансов и «секретов» работы с металлом.
Например, я сомневаюсь, что в техникуме научат, что для улудшения чистоты обработки поверхности опытные станочники используют гусиный жир!!!! Свиной жир для этого не подходит, только гусиный.
3. Штатные рабочие.
Сейчас я рассматриваю рабочих (токарей, фрезеровщиков, карусельщиков, да и сборщиков тоже) которые имеют огромный опыт работы именно в моем цеху и с деталями и изделиями с которыми я, как контролер, принимаю.
Одной из причин (самой незначительной по официальным данным)))) является пьянство.
Пример: Один из токарей, выполняя операцию, согласно тех. процесса, по причине «1» не выполнил классный диаметр 375Н7 (фактически диаметр =374,53 мм) с выходом на R30 (т.е. просто не доточил). Но, при этом, заканчивая выход R30 образовался кольцевой зарез (шириной 20 мм, глубиной около 1 мм). К нашему счастью, поверхность на которой появился дефект, не является рабочей поверхностью. Почему зарез появился я утверждать не берусь, но факт состоит и в том, что рабочий (по неофициальным данным) был немного не в себе. До данного инцидента претензий к станку не было, т.е. он прошел проверку на технологическую точность (имеется акт подписанный главным механиком цеха и представителем БТК). В данной операции выполнялись и другие размеры. По ним вопросом не возникло. Кстати, данный токарь имеет личное клеймо, т.е. имеет полное право закрывать операции за своей подписью (если в тех процессе не оговорено в данной операции предъявление БТК для заполнения карты контроля или составления «формуляра» для изготовления ответной детали, что и произошло. Т.е. уже мы видим ошибку в составленном тех. процессе и чертеже (что будет рассмотрено в пункте 2).
Выход и вывод: Я, как контролер БТК, выписала «дефектную ведомость» в которой описан «кольцевой зарез», указала фактические размеры, которые выполнялись в данной операции.
Предположительная Запись Представителя СКБ в дефектной ведомости: диаметр 735Н7 довести до требований чертежа, кольцевой зарез зачистить, острые кромки и выступание металла не допускается.
Моя задача на данном этапе проследить за выполнением данного предписания.
И тут мы опять возвращаемся к тех.процессу и маршрутному листу (раньше я о нем не упоминала, а зря). И возникает еще одна из наших цеховых проблем. ПРБ, Технологи, Конструктора и другие службы не отслеживают состояние документации (АСУП) на момент запуска и изготовления изделия. Т.е. мы тратим минимум одну рабочую смену на выяснение на каком этапе производства мы вообще находимся.
За отписанной конструкторами д.в. следует согласование с начальником ОТК и!!! представителем заказчика! Нормировать время приведения в должный вид и приемлимое состояние тех.процесса, программы и т.д. никто (естественно) не собирается. На вопрос «Почему?»- долго, проще «между собой решить» и сроки не сорвутся (что тоже не факт!).
И тут мы, не углубляясь дальше в разбирательство пункта1, плавно переходим к пункту 2: «Технологии».
«Технология тех. процесса»
- У «молодых» технологов и конструкторов, которые пишут и разрабатывают нам тех. процессы и чертежи на изготовление деталей нет вообще никакого представления о производстве. Т.е. они не знают по факту, что имеется в цехе из оборудования, какие приспособы, есть ли инструмент и оснастка и многое другое. По большей части они вообще не видели то, о чем они пишут….. Добиться корректировки тех.процесса или чертежа практически не реально.
Еще один пример из моей цеховой жизни: по поверхности с чистотой обработки 12,5 (т.е. мы понимаем, что обработки как таковой там просто быть не может) должны быть выполнены 6 отверстий М10-6Н. Перпендикулярность резьбовой части относительно заданной поверхности 0,2 на 100 мм. Проверка выполнения данного требования осуществляется при помощи калибра-пробки с «пятаком» и набора щупов. Т.е. закрутили калибр и проверили какой щуп идет под пятак. Т.к. поверхность не обработанная, то требования чертежа выполняются с отклонениями. Соответственно выписывается карта несоответствия. и дальше она проходит семь кругов ада до момента полного согласования и возвращения в родной цех к родной детали с записью «Пропустить в дальнейшее производство без исправления».Все это время (если по инструкции) деталь должна лежать и «ждать» решения по карте несоответствия. Из-за ошибки в чертеже и тех.процессе мы просто теряем время и «плодим» бумаги.
Можно и дальше приводить примеры, но пора переходить к следующему пункту.
Оборудование.
К понятию «оборудование» я отнесу наши станки.
Буду лаконична: кап.ремонт станки не походили с момента изготовления. А это более 30 лет. Мелкий ремонт, замена подшипников, патронов, кулачков... Как мы работаем??? Да только благодаря профессионализму старых рабочих!
Инструменты:
Инструментальное хозяйство находится в очень плачевной состоянии. Я не берусь судить по каким причинам вышестоящее руководство не обновляет инструмент хотя бы до состояния «в наличии»!
Вот еще один пример из опыта работы контролера: Чтобы проверить резьбу М20-1,5 калибр-пробку мы берем в другом цеху! Даже мерительный инструмент находится в очень изношенном состоянии.
Во избежание расхождения в замерах для составления формуляров на изготовление ответных деталей берем именно тот инструмент, с которым работает непосредственный исполнитель будущего классного размера. Огромную роль имеет разница температур на разных участках цеха. Что тоже стараемся всегда учитывать.
Все эти «маленькие» ситуации приводят к огромной трате времени.
Управление:
Что можно сказать по пункту управление? Нет заинтересованности в классных специалистах. Нет мотивации. Есть слабые потуги что-то как-то сдвинуть с мертвой точки, но все попытки очень быстро прекращаются из-за нежелания руководителей брать на себя ответственность. «снег побелили, траву покрасили»-отрапортовали и все хорошо. Нет понимания, что делаем общее дело. Доходит до смешного.. Контролеры БТК разных цехов ощущают себя чуть ли не злейшими врагами. Моей подписи нет и разбирайтесь сами.
Глава 7. Практическая часть:
В цехе СМЦ на участке сборки редукторов проходят этап сборки и сдачу представителям заказчика (Военная Приемка) некоторые изделия из номенклатурного перечня изготавливаемой продукции ОАО «КТЗ».
Одним из них является РП-18.
РЕДУКТОР ПЛАНЕТАРНЫЙ ДВУХСТУПЕНЧАТЫЙ.
Планетарный редуктор — один из классов механических редукторов. Редуктор называется планетарным из-за планетарной передачи, находящейся в редукторе, передающей и преобразующей крутящий момент. Планетарный редуктор может быть с одной или более планетарными передачами.
Устройство и принцип действия планетарного редуктора.
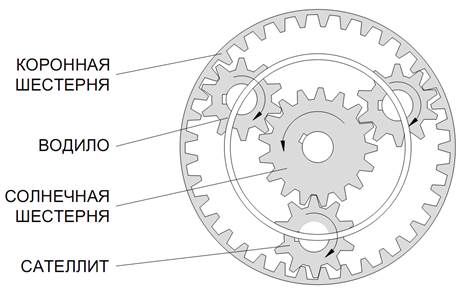
Основными частями планетарного редуктора, как правило, являются такие элементы, как солнечная шестеренка, которая расположена в центре редуктора. Так же к основным элементам относятся, водило. Эта деталь редуктора предназначена для прочной фиксации осей остальных шестерней, или как их еще называют сателлитов. Сателлиты представляют собой одинакового размера шестеренки, которые располагаются вокруг основной шестерни. И наконец, еще одной важной деталью планетарного редуктора является шестерня, которая называется кольцевой. Эта шестеренка имеет вид зубчатого вида колеса, которое распложено по краю всех частей редуктора, данная часть имеет сцепку с сателлитами. Принцип работы планетарного редуктора выглядит следующим образом.
Один из элементов данного устройства всегда остается неподвижным, в данном случае это кольцевая деталь. Ведущей деталью в планетарном редукторе является солнечная шестерня, а ведомыми, стало быть, сателлиты.
Требования, предъявляемые к планетарным редукторам, являются достаточно большими. При их изготовлении необходимо соблюдение абсолютной точности, поскольку зубцы должны быть плотно соприкасающимися, при этом они должны легко приводиться в движение. Данные редукторы требуют высокого внимания и являются достаточно сложными элементами при сборе.
Примеры дефектов, которые были зафиксированы во время изготовления и сборки РП-18.
| Наименование
детали
| чертеж
| Марка
материала
| Вес детали
| Характер брака
|
| Шестерня 2 ст.
| 152-Б-281
| 38Х3М1Ф1А
|
| Длинна нормали больше чертежной
|
| Камера задняя
| 155-Б-1075
| Св.
|
| Уступ на переходе с диаметра 1860 на R50
|
| Венец 2 ст.
| 152-Б-283
| 38Х3М1Ф1А
|
| F=0,011 по чертежу. Факт: 29,537
|
| Венец 2 ст.
| 152-Б-284
| 38Х3М1Ф1А
|
| Факт. По нерабочему профилю 0,004-0,005
|
| Корпус
| 150-Б-2219
| Св.
| ---
| Отклонение по толщине
|
| Обойма
| 150-Б-434
| Св.
| ---
| Сеч. В-В. Диам. 80 Н7 (+ 0,03) факт.80,01;80,09;80,12-13
|
| Корпус водила 2 ст.
| 150-Б-720
| Св.
| ---
| Зарез на рабочей поверхности
|
| Муфта 2 ст.
| 152-Б285
| Св.
|
| Занижены зазоры по венцам.
|
| Ось сателлита 2 ст.
| 188-Б-304
| СВ.
|
| М48*3-6Н к-пр «НЕ» идет на всю глубину
|
| Вкладыш
| 188-Б-277
| Св.
|
| Отв. Выполнены не по чертежу
|
| Корпус водила 1 ст.
| 150-Б-430
| Св.
|
| Не выполнен уступ (срезан)
|
| Кольцо плавающее
| 188-С-534
| Бронза
|
| Невозможно выполнить УЗК и КД
|
| Венец 1 ст.
| 152-Б-128
| 38Х3М1Ф1А
|
| Занижены размеры по «шарикам»
|
| Венец 1 ст.
| 152-Б-129
| 38Х3М1Ф1А
|
| Занижены размеры по «шарикам»
|
| Вал переходной
| 150-Б-427
| Св.
|
| 1 из 8 отв. М30 факт. Выполнено М33*2
|
| Барабан
| 136-Б-445
| 38Х3М1Ф1А
|
| После азотирования увеличен внутр. диаметр
|
| Муфта блокирующая 2 ст.
| 152-Б-285
| 38Х3М1Ф1А
|
| Нормаль больше чертеж.
|
| Крышка люка
| 120-Б-1972
| св
|
| Фаска 3 вместо 2*45
|
| Днище верхнее
| 188-Б-278
| св
|
| Засверловка (2 места)
|
| Сателлит 1 ст.
| 152-Б-127
| св
|
| Бои, забоины
|
| Вал водила выходной
| 150-Б-1098
| св
|
| М16*1,5 факт М16*2
|
| Шестерня ведущая 1 ст.
| 150-Б-123
| св
|
| Ширина скосов не соотв. Черт.
|
| Ось сателлита 1 ст
| 188-Б-160
| св
|
| Кольцевой зарез шириной 20 мм
|
| Корпус редуктора
| 150-Б-557
| св
| ---
| Прорыв по телу литья
|
| Диск
| 136-Б-440
| Св.
| ---
| Утопание болта конического 4,2-4,6
(по чертежу 3)
|
| Кольцо плавающее
| 188-С-534
| Бронза
| ---
| Несплошности по баббиту
|
| Вставка
| 188-М-509
|
| ---
| R52 факт R=48,699
|
Итого: Брак окончательный- 0,
Пропущено в производство без доработок- 7,
Пропущено с доработками- 20.
Виновники: Вина исполнителя-9,
Инструмент, программа-10,
ТТ-1.
Причины возникновения дефектов я рассмотрела ранее на примере «Стяжки».
Глава 8. Характеристики качества выпускаемой продукции.
Современная рыночная экономика предъявляет принципиально иные требования к качеству выпускаемой продукции. Качество продукции относится к числу важнейших показателей деятельности предприятия. Повышение качества продукции в значительной степени определяет выживаемость и успех предприятия в условиях рынка, темпы технического прогресса, внедрения инноваций, рост эффективности производства, экономию всех видов ресурсов, используемых на предприятии.
Понятие качества продукции регламентировано в Российской Федерации государственным стандартом ГОСТ 15467-79 "Управление качеством продукции. Основные понятия. Термины и определения".
Требования на изготовление и приемку деталей (СТП)
Все нормативные документы по стандартизации в РФ установлены законом РФ о стандартизации, принятом в 1993 г.
1-й документ: ГОСТ Р - основополагающий государственный стандарт РФ. Он охватывает все виды работ и услуг, носящие межотраслевой общегосударственный характер. Например, ГОСТ на все виды крепежа, общие требования к черным металлам.
2-й: Международные и региональные стандарты и ТУ действуют в РФ только те, которые признаны государственным стандартом РФ и разрешены к применению в пределах РФ или совместными протоколами или межправительственными договорами. Разрешения на применение международных стандартов должны учитывать национальные приоритеты, климатические условия и т.д.
3-й: Общероссийские классификаторы, техника экономической информации (техника экономической информации).
4-й: Стандарты отраслей промышленности (например, ОСТ 2.ГО.0511-78 - на гидронасосы). Разработанные ОСТ, регламентируя качество отраслевой продукции, не должны противоречить государственным стандартам. Допускается изменение только в сторону улучшения параметров изделия.
5-й: Стандарты предприятия (СТП). СТП разрабатывается или на конкретную продукцию, или на какой-то показатель качества продукции, или на ограничение применяемой номенклатуры и сортамента (например, ограничение размеров шайбы (2 мм)). СТП не должны противоречить отраслевым и государственным стандартам и, если они направлены на улучшение ее параметров, то предприятие обязано согласовать методы и средства повышения качества с отраслевым отделом стандартизации.
6-й: ТУ - разрабатываются предприятием в том случае, если разработка стандарта экономически не целесообразна. Объектом разработки ТУ является или разовая продукция или внутри продукции специфическая особая поставка.
Согласно закону о стандартизации относятся ТУ к техническим, а не к нормативным документам.






