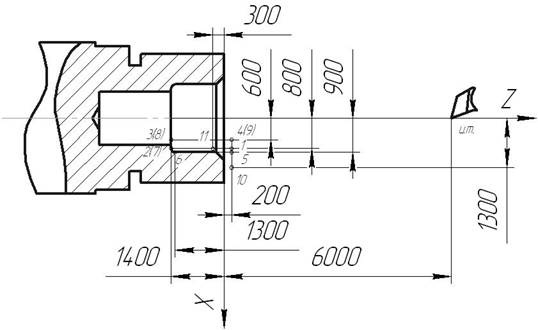
Определение траектории перемещения инструмента с последующей размерной привязкой ее к заготовке осуществляем с помощью системы координат.
При обработке данной детали в качестве начала системы координат выбираем правый торец заготовки. Направление координатных осей принимаем одинаковым с направлением осей станка. Расчетные координаты опорных точек траектории инструмента, заданные в выбранной системе координат, составляют, основное содержание координатного чертежа. Одним из основных требований к инструментальной наладке является обеспечение обработки детали по чертежу или операционному эскизу. Для станка с ЧПУ выполнение этого требования в полном объёме будет в том случае, если к наладке приложена управляющая программа. Далее приведены координатные чертежи и соответствующие им управляющие программы для всех переходов операции.
| Координаты опорных точек траектории
| Программа
|
Содержание программы
|
| № точки
| Х
| Z
| № кадра
| Кодовая запись кадра
|
|
|
|
|
|
|
|
| 2 переход
|
|
|
|
|
| Т2
| Вызвать на позицию инструмент, закрепленный в 2 гнезде
|
| и.т.
|
|
|
|  X 3000* X 3000*
| Переместить инструмент из исходной точки, переходом на быстром ходу одновременно по осям X и Z
|
|
|
Z 10000
|
|
|
|
|
| М4
| Задать левое направление вращения шпинделя
|
|
|
|
|
| S355
| Установить частоту вращения шпинделя n=355 об/мин
|
|
|
|
|
| F15
| Установить рабочую подачу F=0,15 мм/об
|
|
|
|
|
| M8
| Включить СОЖ
|
|
|
|
|
| X 2200*
| Переместить инструмент в т.1 на быстром ходу одновременно по осям X и Z
|
|
| Z 0
|
|
|
|
|
| X0
| Переместить инструмент в т. 2 по оси X на рабочей подаче (подрезка торца)
|
|
|
|
|
|
Z 300
| Переместить инструмент в т. 3 по оси Z на быстром ходу
|
|
|
|
|
|
X 2000
| Переместить инструмент в т. 4 по оси X на быстром ходу
|
|
|
| -2300
|
| G77*
| Многопроходный цикл продольного точения с удвоенной глубиной резания на проходе 1 мм. после выполнения цикла инструмент вернется в т.4
|
|
| X 3300*
|
|
| Z-2300*
|
|
| P100
|
|
|
| -2100
|
| X 2100*
| Переместить инструмент в т. 6 на быстром ходу одновременно по осям X и Z
|
|
| Z -1800
|
|
|
| -3400
|
| Z -3400
| Переместить инструмент в т. 7 по оси Z на рабочей подаче
|
|
|
| -3400
|
| X 2200
| Переместить инструмент в т. 8 по оси X на рабочей подаче
|
| и.т.
|
|
|
| X 3000*
| Переместить инструмент в ИТ перехода на быстром ходу одновременно по осям X и Z
|
|
| Z 10000
|
| с.и.
|
|
|
| X 0*
| Переместить инструмент в точку смены инструмента на быстром ходу одновременно по осям X и Z
|
|
|
|
|
| Z 20000
|
|
| 3 переход
|
|
|
|
|
| Т3
| Вызвать на рабочую позицию инструмент, закрепленный в гнезде 3
|
| и.т.
|
|
|
| X 2200*
| Переместить инструмент в и.т. перехода на быстром ходу одновременно по двум осям
|
|
| Z 10000
|
|
|
|
|
| M4
| Задать левое направление вращения шпинделя
|
|
|
|
|
| S400
| Установить частоту вращения шпинделя 400 об/мин
|
|
|
|
|
| F10
| Установить рабочую подачу F=0,1 мм/об
|
|
|
| -2500
|
|  X 2200* X 2200*
| Переместить инструмент в т. 1 на быстром ходу одновременно по осям X и Z
|
|
| Z -2500
|
|
|
| -2500
|
| X 1400
| Переместить инструмент в т. 2 по оси X на рабочей подаче
|
|
|
| -2500
|
| X 2200
| Переместить инструмент в т. 3 по оси X на рабочей подаче
|
| и.т.
|
|
|
| X 2200*
| Переместить инструмент в и.т. перехода на быстром ходу одновременно по двум осям
|
|
| Z 10000
|
| с.и.
|
|
|
| X 0*
| Переместить инструмент в точку смены инструмента на быстром ходу одновременно по осям X и Z
|
|
|
|
|
| Z 20000
|
|
| 4,5 переход
|
|
|
|
|
| Т4
| Вызвать на рабочую позицию инструмент, закрепленный в гнезде 4
|
| и.т.
|
|
|
| X 0*
| Переместить инструмент в и.т. перехода на быстром ходу одновременно по двум осям
|
|
| Z 7000
|
|
|
|
|
| M4
| Задать левое направление вращения шпинделя
|
|
|
|
|
| S150
| Установить частоту вращения шпинделя 150 об/мин
|
|
|
|
|
| F10
| Установить рабочую подачу F=0,1 мм/об
|
|
|
|
|
|
Z 200
| Переместить инструмент в т. 1 на быстром ходу по оси Z
|
|
|
| -400
|
| Z -400
| Переместить инструмент в т. 2 по оси Z на рабочей подаче
|
| и.т.
|
|
|
|
Z 7000
| Переместить инструмент в и.т. перехода на быстром ходу по оси Z
|
|
|
|
|
| X 4000*
| Переместить инструмент в т. 3 на быстром ходу одновременно по осям X и Z
|
|
| Z 4600
|
|
|
|
|
| G73*
| Цикл глубокого сверления с периодическим быстрым выводом сверла из заготовки через каждые 10мм пути рабочего хода
|
|
|
|
|
|  Z0 Z0
|
|
|
|
|
| P1000
|
|
|
|
|
| Z 4600
| Переместить инструмент в т. 5 по оси Z на быстром ходу
|
| и.т.
|
|
|
| X 0*
| Переместить инструмент в и.т. перехода на быстром ходу одновременно по двум осям
|
|
| Z 7000
|
| с.и.
|
|
|
| X 0*
| Переместить инструмент в точку смены инструмента на быстром ходу одновременно по осям X и Z
|
|
|
|
|
| Z 20000
|
|
| 6 переход
|
|
|
|
|
| Т5
| Вызвать на рабочую позицию инструмент, закрепленный в гнезде 5
|
| и.т.
|
|
|
| X 700*
| Переместить инструмент в и.т. перехода на быстром ходу одновременно по двум осям
|
|
| Z 10000
|
|
|
|
|
| M4
| Задать левое направление вращения шпинделя
|
|
|
|
|
| S500
| Установить частоту вращения шпинделя 500 об/мин
|
|
|
|
|
| F5
| Установить рабочую подачу F=0,05 мм/об
|
|
|
|
|
|
Z 200
| Переместить инструмент в т 1 на быстром ходу по оси Z
|
|
|
| -3300
|
| Z -3300
| Переместить инструмент в т. 2 по оси Z на рабочей подаче
|
|
|
| -3300
|
| X 0
| Переместить инструмент в т. 3 по оси X на рабочей подаче
|
| и.т.
|
|
|
| X 700*
| Переместить инструмент в и.т. перехода на быстром ходу одновременно по двум осям
|
|
| Z 10000
|
| с.и.
|
|
|
| X 0*
| Переместить инструмент в точку смены инструмента на быстром ходу одновременно по осям X и Z
|
|
|
|
|
| Z 20000
|
|
| 7 переход
|
|
|
|
|
| Т6
| Вызвать на рабочую позицию инструмент, закрепленный в гнезде 6
|
| и.т.
|
|
|
| X 0*
| Переместить инструмент в и.т. перехода на быстром ходу одновременно по двум осям
|
|
| Z 6000
|
|
|
|
|
| M4
| Задать левое направление вращения шпинделя
|
|
|
|
|
| S500
| Установить частоту вращения шпинделя 500 об/мин
|
|
|
|
|
| F5
| Установить рабочую подачу F=0,05 мм/об
|
|
|
|
|
| X 800*
| Переместить инструмент в т. 1 на быстром ходу одновременно по осям X и Z
|
|
| Z 200
|
|
|
| -1400
|
| Z -1400
| Переместить инструмент в т. 2 по оси Z на рабочей подаче
|
|
|
| -1400
|
| X 600
| Переместить инструмент в т. 3 по оси X на рабочей подаче
|
|
|
|
|
| Z 200
| Переместить инструмент в т. 4 на быстром ходу по оси Z
|
|
|
|
|
| X 900
| Переместить инструмент в т. 5 по оси X на рабочей подаче
|
|
|
| -1300
|
| Z -1300
| Переместить инструмент в т. 6 по оси Z на рабочей подаче
|
|
|
| -1400
|
| G2* 
| Переместить инструмент в т.7 на рабочей подаче по дуге
|
|
|
|
|
| X-100*
|
|
|
|
|
| Z-100*
|
|
|
|
|
| P0
|
|
|
| -1400
|
| X 600
| Переместить инструмент в т. 8 по оси X на рабочей подаче
|
|
|
|
|
| Z 200
| Переместить инструмент в т. 9 на быстром ходу по оси Z
|
|
|
|
|
| X 1300
| Переместить инструмент в т. 10 по оси X на рабочей подаче
|
|
|
| -300
|
| X 800*
| Переместить инструмент в т. 11 одновременно по осям X и Z на рабочей подаче
|
|
| Z -300
|
| и.т.
|
|
|
| X 0*
| Переместить инструмент в и.т. перехода на быстром ходу
Одновременно по двум осям
|
|
| Z 6000
|
| с.и.
|
|
|
| X 0*
| Переместить инструмент в точку смены инструмента на быстром ходу одновременно по осям X и Z
|
|
|
|
|
| Z 20000
|
|
| 8 переход
|
|
|
|
|
| Т7
| Вызвать на рабочую позицию инструмент, закрепленный в гнезде 7
|
| и.т.
|
|
|
| X 2200*
| Переместить инструмент в и.т. перехода на быстром ходу
Одновременно по двум осям
|
|
| Z 10000
|
|
|
|
|
| M4
| Задать левое направление вращения шпинделя
|
|
|
|
|
| S400
| Установить частоту вращения шпинделя 400 об/мин
|
|
|
|
|
| F10
| Установить рабочую подачу F=0,1 мм/об
|
|
|
|
|
| X 1300*
| Переместить инструмент в т. 1 на быстром ходу одновременно по осям X и Z
|
|
| Z 100
|
|
|
| -200
|
| X 1600*
| Переместить инструмент в т. 2 одновременно по осям X и Z на рабочей подаче
|
|
| Z -200
|
|
|
| -2300
|
| Z -2300
| Переместить инструмент в т. 3 по оси Z на рабочей подаче
|
|
|
|
|
| X 1800
| Переместить инструмент в т. 4 по оси X на рабочей подаче
|
|
|
| -3400
|
| Z -3400
| Переместить инструмент в т. 5 по оси Z на рабочей подаче
|
|
|
| -3400
|
| X 2200
| Переместить инструмент в т. 6 по оси X на рабочей подаче
|
| и.т.
|
|
|
| Z 10000
| Переместить инструмент в и.т. перехода на быстром ходу
по оси Z
|
| с.и.
|
|
|
| X 0*
| Переместить инструмент в точку смены инструмента на быстром ходу одновременно по осям X и Z
|
|
|
|
|
| Z 20000
|
|
| 9 переход
|
|
|
|
|
| Т8
| Вызвать на рабочую позицию инструмент, закрепленный в гнезде 8
|
| и.т.
|
|
|
| X 1800*
| Переместить инструмент в и.т. перехода на быстром ходу
Одновременно по двум осям
|
|
| Z 8000
|
|
|
|
|
| M4
| Задать левое направление вращения шпинделя
|
|
|
|
|
| S400
| Установить частоту вращения шпинделя 400 об/мин
|
|
|
|
|
| X 1800*
| Переместить инструмент в т. 1 на быстром ходу одновременно по осям X и Z
|
|
| Z 100
|
|
|
| -2300
|
| G31*
| Многопроходный цикл резьбонарезания
|
|
| X1800*
|
|
| Z-2300*
|
|
| F150*
|
|
|
|
|
| P1 92*
|
|
|
|
|
|
| P2 30*
|
|
|
|
|
|
| P2 30*
|
|
|
|
|
|
| P2 16*
|
|
|
|
|
|
| P2 8*
|
|
|
|
|
|
| P2 4*
|
|
|
|
|
|
| P2 4*
|
|
| и.т.
|
|
|
| X 1800*
| Переместить инструмент в и.т. перехода на быстром ходу
Одновременно по двум осям
|
|
| Z 8000
|
| с.и.
|
|
|
| X 0*
| Переместить инструмент в точку смены инструмента на быстром ходу одновременно по осям X и Z
|
|
|
|
|
| Z 20000
|
|
| 10 переход
|
|
|
|
|
| Т3
| Вызвать на рабочую позицию инструмент, закрепленный в гнезде 3
|
| и.т.
|
|
|
| X 2200*
| Переместить инструмент в и.т. перехода на быстром ходу
Одновременно по двум осям
|
|
| Z 3000
|
|
|
|
|
| M4
| Задать левое направление вращения шпинделя
|
|
|
|
|
| S400
| Установить частоту вращения шпинделя 400 об/мин
|
|
|
|
|
| F2
| Установить рабочую подачу F=0,02 мм/об
|
|
|
|
|
| Z -3200
| Переместить инструмент в т. 1 на быстром ходу по оси Z
|
|
|
|
|
| X 0
| Переместить инструмент в т. 2 по оси X на рабочей подаче
|
| и.т.
|
|
|
| X 2200*
| Переместить инструмент в и.т. перехода на быстром ходу
Одновременно по двум осям
|
|
| Z 3000
|
| с.и.
|
|
|
| X 0*
| Переместить инструмент в точку смены инструмента на быстром ходу одновременно по осям X и Z
|
|
|
|
|
| Z 20000
|
|
|
|
|
|
| М5
| Остановить шпиндель
|
|
|
|
|
| М09
| Выключение охлаждения.
|
|
|
|
|
| М02
| Окончание управляющей программы.
|