

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Топ:
Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении...
Комплексной системы оценки состояния охраны труда на производственном объекте (КСОТ-П): Цели и задачи Комплексной системы оценки состояния охраны труда и определению факторов рисков по охране труда...
Устройство и оснащение процедурного кабинета: Решающая роль в обеспечении правильного лечения пациентов отводится процедурной медсестре...
Интересное:
Национальное богатство страны и его составляющие: для оценки элементов национального богатства используются...
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Оно является завершающей стадией получения готовых тканей. В него входят операции беления, крашения, печатания, аппретирования.
Беление, как правило, осуществляется непрерывным способом (характеристика непрерывных способов обработки ткани приведена ниже). Его целью в соответствии с названием является ликвидация небольшой естественной окрашенности волокон и придание ткани белизны, требуемой определенным кругом изделий (например, белое постельное белье) или необходимой для последующего качественного крашения. Одним из вариантов процесса является обработка ткани растворами натриевой щелочи и перекиси водорода при комнатной температуре (щелочно-перекисное беление). Задачи автоматизации процесса аналогичны возникающим в процессе непрерывного крашения, рассмотренного ниже.
Крашение тканей реализуется двумя способами: периодическим и непрерывным. Периодический способ осуществляется в жгутовых барках, где партия ткани, сшитая в кольцо, многократно протаскивается транспортирующе-отжимными валами через красильный раствор, находящийся в барке. Скорость вращения валов регулируется. Процесс протекает при заданной регулируемой температуре раствора в течение длительного времени, определенного регламентом крашения конкретной ткани. Таким способом ткани обычно окрашиваются в темные тона. Производительность такой технологии невелика.
Высокой производительностью характеризуются способы непрерывного крашения, реализуемые на проходных красильных машинах. Пример такой машины показан на рис. 11.
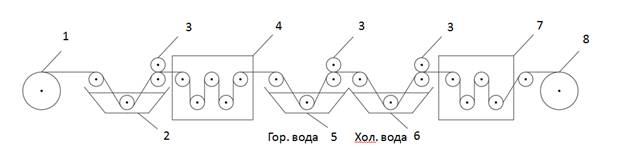
Рисунок 11 – Схема машины для непрерывного крашения тканей
Ткань, сматываясь с рулона 1, поступает в плюсовку 2, где пропитывается красильным раствором. На выходе из плюсовки ткань отжимается валами 3 и подается в запарную камеру 4, где происходит диффузия красителя в волокно. Затем ткань промывается горячей и холодной водой в ваннах 5 и 6, после чего поступает в сушильную камеру 7 и наматывается в рулон 8. Потребности в автоматизации этой машины весьма обширны: регулируется температура, уровень и концентрация красильного раствора в плюсовке 2, усилие отжима ткани валами 3, температура и влажность среды в запарной камере 4, температура горячей воды в ванне 5, температура валов в сушильной камере 7 и влажность ткани на выходе из нее (регулирующим воздействием при стабилизации влажности является изменение скорости движения ткани в машине). Синхронизируется работа электропривода отдельных участков машины (ткань не должна провисать, но не должна и излишне натягиваться).
|
|
Производительность такого крашения значительно выше, чем периодического, но при нем ткань окрашивается в светлые тона.
Крашению может подвергаться и пряжа, но в настоящее время она окрашивается только периодическим способом (непрерывный способ опробован только в диссертационном варианте, внедрение в производство не обнаружено). Пряжа в бобинах окрашивается под давлением в аппаратах периодического действия (например, фирм Хисака и Тисс). Повышенное давление позволяет увеличить температуру крашения выше 100 градусов. При этом прочность крашения оказывается более высокой. Для лучшего прокрашивания внутренних слоев пряжи осуществляется прокачивание насосами красильного раствора сквозь бобины поочередно изнутри-наружу и снаружи-внутрь. Стабилизируется давление в аппарате подачей сжатого воздуха. Температура раствора регулируется в функции времени по заданной программе.
Окрашенная (и не окрашенная) ткань может подвергаться печатанию рисунка. Печать может быть трафаретная или валичная. Рисунок обычно многоцветный.
При трафаретной печати ткань, перемещаясь вдоль машины, периодически останавливается в фиксированных позициях. На нее опускаются трафареты с мелкой перфорацией, соответствующей части рисунка определенного цвета. На трафаретах находится загущенная краска, которая подвижной пластиной (раклей) продавливается на ткань. Трафареты поднимаются и ткань перемещается в положение, соответствующее нанесению части рисунка следующего цвета. Далее ткань поступает в камеру термофиксации. Средства автоматизации должны обеспечить точную остановку ткани в нужных положениях, подачу краски по мере ее расходования, необходимую температуру в камере термофиксации.
|
|
При валичной печати ткань движется непрерывно, касаясь вращающихся валиков с гравированной частью рисунка определенного цвета. Краска на валики наносится быстровращающимися щетками, частично погруженными в ванночки с загущенной краской определенного цвета. Излишки краски снимаются с валиков стальными пластинками - раклями. После нанесения многоцветного рисунка ткань поступает на термофиксацию, как и при трафаретной печати. Средства автоматизации должны обеспечить четкое согласование скорости вращения валиков со скоростью движения ткани, пополнение краски в ванночках, регулирование температуры термофиксации.
НЕТКАНЫЕ МАТЕРИАЛЫ
Представим себе, что после чесания волокна на чесальной машине, выходящий из машины холст (волокнистый слой определенной толщины), прошивается, а точнее, провязывается пряжей так, чтобы волокна оказались зафиксированы в довольно прочной конструкции. Получается нетканый прошивной материал. Производительность его получения в 5-6 раз выше, чему ткани. Еще более производительны машины, выпускающие клеевой нетканый материал.в этом случае волокна прочеса скрепляются не пряжей, а клеем. Есть и так называемый иглопробивной способ, при котором, скрепление волокнистого холста происходит волокнами самого холста, перепутываемыми при его пробивании специальными зазубренными иглами. Область применения нетканых материалов весьма широка: ватин, изделия одноразового пользования (белье в больницах, скатерти в столовых и т.п.), декоративные ковры, отдельные виды одежды (халаты.купальные костюмы, спортивный инвентарь и пр.), укрепляющая основа при дорожных работах. Автоматизация обеспечивает четкое согласование работы холстообразующей и прошивной (или провязывающей) машины, контроль за обрывами нити, температурный режим сушки клееного материала.
|
|
|

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!