ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ АВТОМАТИЗИРОВАННЫХ ПРОИЗВОДСТВ
Рассмотрев основные методы и средства автоматизации технологических процессов, обратимся теперь к самим технологическим процессам, относящимся к различным производствам текстильной и легкой промышленности. Покажем подходы к автоматизации некоторых из них.
ПРЯДИЛЬНОЕ ПРОИЗВОДСТВО
Оно имеет целью получение пряжи из ленты или ровницы. Существует два основных видов прядения: веретенное и безверетенное.
При веретенном прядении лента или ровница вытягивается, энергично скручивается и наматывается на веретено, образуя початок (рис. 6). Початок имеет гнездо, тело и вершину. Наматывание пряжи на веретено происходит с большой скоростью (до 30 м/с). Диаметр намотки в процессе наработки початка меняется. Чем диаметр меньше, тем натяжение пряжи больше, значит увеличивается опасность ее обрыва, поэтому следует менять скорость вращения веретена при изменении диаметра намотки. Простейшим вариантом является так называемое базисное управление скоростью (рис. 7)
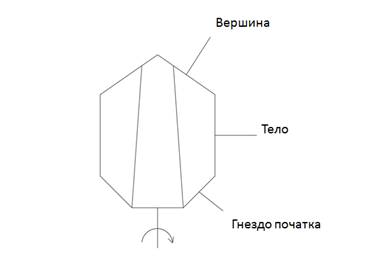
Рисунок 6 – Форма прядильного початка
Самым простым вариантом базисного управления является просто переключение скорости веретена (штриховая линия на рис. 7) использованием двухдвигательного привода. При этом регулирования скорости попросту не требуется.
Значительно более сложной задачей является обеспечение послойного регулирования скорости веретена, которое может потребоваться при получении пряжи высоких номеров. Здесь приходится учитывать, что при укладке каждого слоя пряжи на веретено диаметр намотки меняется, а значит меняется и натяжение пряжи. Схемы послойного регулирования весьма сложны и здесь рассматриваться не будут.
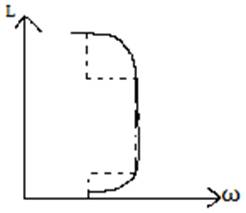
Рисунок 7 – Базисное управление скоростью ω вдоль початка L.
При безверетенном прядении (рис. 8) лента подается в прядильную камеру, вращающуюся с очень большой скоростью (до 45000 об/мин.). Волокна ленты центробежной силой раскладываются по стенке камеры, непрерывной оттяжкой извлекается из камеры скрученный материал (пряжа) и наматывается в паковку. Таким способом получают пряжу невысоких номеров.
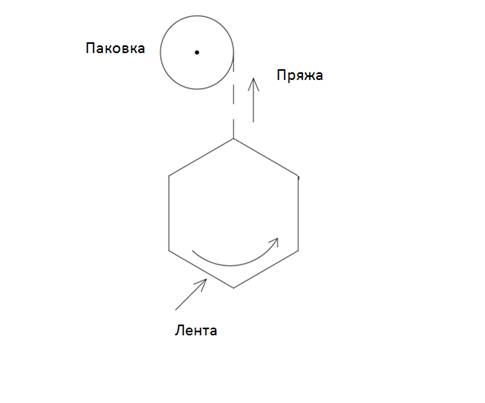
Рисунок 8 – Схема безверетенного прядения
ТКАЦКОЕ ПРОИЗВОДСТВО
В процессе ткачества происходит переплетение системы оснОвныхнитей, подаваемых с навоя, с утОчными, прокладываемыми тем или иным способом. В зависимости от способа прокладки уточных нитей ткацкие станки бывают челночные, бесчелночные и пневморапирные.
В челночных станках уточная нить на прядильном початке помещается в челнок. Основные нити ремизоподъемным механизмом образуют «зев» (одна часть нитей поднимается, а другая опускается). Челнок боевым механизмом пробрасывается в этот зев, прокладывая уточную нить, которая прибивается батанным механизмом к проложенной ранее. Затем положение основных нитей меняется, и челнок прокладывает уточную нить в обратном направлении. Так формируется ткань. На самом деле устройство ткацкого станка намного сложнее, но для понимания задач автоматизации это не столь важно. Необходимо контролировать обрыв любой основной нити и обрыв уточной нити в процессе ее прокладки. Для этого используются ламельные основонаблюдатели и уточные вилочки. На каждой основной нити висит ламель (пластинка), которая при обрыве нити опускается и замыкает электроконтакт, останавливая станок. Уточная вилочка совершает возвратно-поступательные движения, «прощупывая» проложенный уток. Если при очередном пробросе челнока уток на обнаруживается, вилочка подает сигнал остановки станка.
В бесчелночных станках уточную нить прокладывают микрочелноки (их много). Нить с бобины крестовой мотки захватывается очередныммикрочелноком, который пробрасывается в зев. Затем в месте старта нить отрезается, захватывается очередныммикрочелноком и пробрасывается в новый зев. Проброшенныемикрочелноки транспортером возвращаются в место старта. Элементы автоматизации те же, что и в челночных станках.
В пневморапирных станках прокладка утка происходит импульсом сжатого воздуха в канале, образованном двумя полыми рапирами, сходящимися в образованном зеве, и затем расходящимися для возможности образования нового зева.
После ткацкого станка получаем так называемую суровую ткань, которая подлежит дальнейшим обработкам. К ним относится опаливание – сжигание торчащих ворсинок ткани, например газовым пламенем при большой скорости движения ткани. При любой остановке ткани подача газа должна быть мгновенно прекращена, что является задачей автоматизации. Еще одной операцией является отварка суровой ткани в растворе химиката, обеспечивающая расшлихтовку ткани (растворение шлихты, которой были пропитаны основные нити). Это необходимо для улучшения условий обработки тканей в красильно-отделочном производстве.
НЕТКАНЫЕ МАТЕРИАЛЫ
Представим себе, что после чесания волокна на чесальной машине, выходящий из машины холст (волокнистый слой определенной толщины), прошивается, а точнее, провязывается пряжей так, чтобы волокна оказались зафиксированы в довольно прочной конструкции. Получается нетканый прошивной материал. Производительность его получения в 5-6 раз выше, чему ткани. Еще более производительны машины, выпускающие клеевой нетканый материал.в этом случае волокна прочеса скрепляются не пряжей, а клеем. Есть и так называемый иглопробивной способ, при котором, скрепление волокнистого холста происходит волокнами самого холста, перепутываемыми при его пробивании специальными зазубренными иглами. Область применения нетканых материалов весьма широка: ватин, изделия одноразового пользования (белье в больницах, скатерти в столовых и т.п.), декоративные ковры, отдельные виды одежды (халаты.купальные костюмы, спортивный инвентарь и пр.), укрепляющая основа при дорожных работах. Автоматизация обеспечивает четкое согласование работы холстообразующей и прошивной (или провязывающей) машины, контроль за обрывами нити, температурный режим сушки клееного материала.
ТРИКОТАЖНОЕ ПРОИЗВОДСТВО
Оно выпускает изделия, состоящие из петель, образованных из одной или множества нитей, переплетенных между собой в продольном и поперечном направлении. Трикотажные машины подразделяются на две основные группы: кругловязальные (выпускающие трубчатое полотно) и плосковязальные (для изготовления обычного полотна). Есть и специальные машины, выпускающие чулки, носки, перчатки, шарфы и другие изделия.
Вязание осуществляется путем взаимодействия игл (крючков) с так называемыми платинами и нитеводителями, в результате чего происходит образование того или иного переплетения нитей. Для получения необходимого характера переплетения нитей (типа вязки) требуется обеспечить определенную программу отбора игл, выполняющих процесс вязки. Раньше это программа реализовывалась определенным образом расположенными толкателями, поэтому смена рисунка вязки была весьма обременительной. В настоящее время средствами автоматизации реализуется компьютерное управление независимым электромеханическим отбором игл, что позволяет программным способом обеспечивать необходимый вариант вязки.
Трикотажное полотно может подвергаться крашению теми же способами, как и ткань. Рисунчатый трикотаж получается не печатанием, а многоцветной вязкой.
Существуют полуавтоматы для формования, крашения и сушки чулочно-носочных изделий.
ШВЕЙНОЕ ПРОИЗВОДСТВО
Онозанимается изготовлением изделий из тканей или полотен трикотажа. Основными переходами являются раскрой материала, непосредственно швейные операции и влажно-тепловая обработка изделий.
На раскройном переходе важными задачами автоматизации производства является получение настила материала для последующего его раскроя дисковыми или ленточными ножами и оптимальная раскладка лекал, обеспечивающая минимизацию отходов материала. В настоящее время существуют компьютерные программы, решающие задачу оптимальной раскладки лекал. Решаются задачи и масштабирования лекал для получения деталей одежды разного размера.
Автоматизация швейных машин решает следующие задачи: останов иглы в заданном верхнем или нижнем положении, подъем лапки, останов машины при обрыве нити, пришивание пуговиц, прорезку и обметывание петель, вышивку многоцветных рисунков и др.
Влажно-тепловая обработка изделий выполняется утюгами, гладильными прессами, паровыми манекенами. При этих операциях необходимо регулировать температуру объектов, давление пара, усилие прижима гладильных прессов.
КОЖЕВЕННОЕ ПРОИЗВОДСТВО
Оно обеспечивает получение натуральных кож. Основными технологическими процессами обувного производства являются: отмока, сгонка шерсти, двоение, преддубильные и дубильные процессы, сушка, покрывное крашение и прессование.
Наибольшие потребности в автоматизации возникают при реализации преддубильных и дубильных процессов, сушки, покрывного крашения и прессования кож.
В первых двух необходимо обеспечить приготовление и дозирование растворов агрессивных химикатов, выдерживание временных режимов технологических переходов. Реверсивное вращение барабанов, в которых реализуется обработка кож.
Сушка требует реализации требуемых температурных режимов и расхода горячего воздуха в течение заданного времени.
При покрывном крашении, выполняемом распылением краски в камере над поверхностью кожи, имеющей сложные контуры, необходимо включать распыление только тогда, когда форсунка, совершающая возвратно-поступательное движение поперек движения транспортера с кожами, находится над поверхностью кожи. Это требует использования специальной системы контроля с фоточувствительными датчиками. Кроме того, требуется обеспечить необходимый температурный режим в камере окраски и согласование скорости движения транспортера со скоростью движения красочной форсунки.
Прессование кож, являющееся заключительной операцией их отделки, и осуществляемое на гидравлических прессах с нагреваемой плитой, требует регулирования температуры плиты, давления прессования и выдержки времени прессования. Все это реализуется средствами автоматизации.
ОБУВНОЕ ПРОИЗВОДСТВО
Оно предполагает изготовление верха и низа обуви, их последующее соединение.
Раскрой деталей обуви обычно выполняется на вырубных прессах, особенно, если речь идет о подошвенном материале. Детали верха, как правило, сшиваются. Крепление верха к низу может быть швейным, клеевым, гвоздевым. И на этих переходах используются устройства, уменьшающие долю ручного труда, хотя эта доля все еще высока.
Существуют карусельные автоматы заливки низа обуви из полиуретана. На них вручную только надеваются заготовки обуви на специальные формы и снимаются готовые изделия. Заготовки поочередно подаются в рабочее положение, где их нижняя часть охватывается устройством из пуансона и двух полуматриц, создающих объем, в который под определенным давлением при заданной температуре впрыскиваются в нужном объеме компоненты полиуретановой смеси. После этого карусель ставит в рабочее положение очередную заготовку, а обработанная постепенно перемещается к месту съема изделий, при этом материал подошвы полимеризуется, приобретая необходимую прочность и эластичность.
На этом обзор технологических процессов текстильной и легкой промышленности можно закончить. Следует только добавить, что в задачи автоматизации производств входит непременный учет расхода энергоресурсов: электричества, пара, сжатого воздуха, горячей воды, поскольку все это стоит денег.
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ АВТОМАТИЗИРОВАННЫХ ПРОИЗВОДСТВ
Рассмотрев основные методы и средства автоматизации технологических процессов, обратимся теперь к самим технологическим процессам, относящимся к различным производствам текстильной и легкой промышленности. Покажем подходы к автоматизации некоторых из них.





