1. Блок пневматический типа П-Б1 16/10 для подготовки воздуха
Назначение и область применения. Пневматический блок предназначен для оборудования пневмосистем кузнечно-прессовых и других машин. Он применяется: для очистки сжатого воздуха от твердых частиц, воды и компрессорного масла; контроля давления и поддержания его постоянным; предохранения системы от перегрузки; подачи электрического сигнала при достижении минимального давления, определяемого настройкой реле; отключения системы от давления.
Устройство и работа. Блок пневматический – это комплекс серийно выпускаемых пневмоаппаратов, соединенных с помощью двух корпусов и трех шпилек в единое целое. Корпуса блоков представляют собой коллекторы для прохода воздуха и служат для крепления блоков при монтаже. Пневмоаппараты и корпуса соединены штуцерами, а реле давления с одним из корпусов – трубкой (рис.1, а).
Из пневмосети сжатый воздух через вентиль 1 подается в фильтр-влагоотделитель 2, где очищается от твердых частиц и капельной влаги. Далее воздух поступает в редукционный пневмоклапан 3, обеспечивающий постоянное давление на выходе. В случае недопустимого повышения давления (при неисправности пневмоклапана) автоматически срабатывает предохранительный пневмоклапан 4, защищая систему от перегрузки. При падении давления ниже допустимого срабатывает реле давления 5, размыкая электрическую цепь управления и замыкая цепь контрольной лампы. При последующем повышении давления на величину дифференциала реле происходит замыкание электрической цепи управления и отключение сигнальной лампы. Отвод к потребителю подготовленного воздуха осуществляется через три отверстия, выполненных в корпусе 6. Давление на входе и выходе контролируется манометрами 7 и 8.
Для удобства эксплуатации пневматические блоки монтируются в легкодоступном месте в положении, при котором фильтр-влагоотделитель находится в вертикальной плоскости.
Для присоединения пневмоблока к пневмосистеме на входе имеется резьбовое отверстие вентиля, на выходе – три резьбовых отверстия. Отверстие для отвода конденсата рекомендуется соединить с дренажной системой или предусмотреть для слива специальные емкости.
Блоки должны работать на сжатом воздухе, очищенном не грубее 12-го класса загрязненности по ГОСТ 17433-80.
Условное обозначение на принципиальной схеме – рис.1, б.
2. Элементы пневмоприводов
Редукционные клапаны (регуляторы давления) служат для понижения сетевого давления воздуха, установки требуемого рабочего давления и автоматического поддержания этого давления в процессе работы. Применяют регуляторы давления разных типов. В электросварочном оборудовании применяются главным образом редукционные клапаны с механическим управлением типа БВ 57-1 и БВ 57-3.
а
| Рис. 1. Блок пневматический П-Б1
| |
б
На рис.2, а изображен наиболее распространенный клапан типа БВ 57-1. Сжатый воздух из сети подводится к отверстию 2, пружина через толкатель отжимает клапан, образуя кольцевую щель для прохода сжатого воздуха в отверстие 8. Сила пружины уравновешивается силой давления сжатого воздуха, поступающего в полость 9 через отверстие. Если давление в отводном канале 8 упадет ниже заданного, то равновесие нарушится. Мембрана прогнется и через толкатель обожмет клапан, увеличив проход воздуха из полости 2 в отверстие 8. Таким образом, давление на выходе поддерживается относительно постоянным. Установка требуемого давления производится с помощью регулировочного винта 5. Этот редукционный клапан позволяет обеспечить избыточное рабочее давление в диапазоне от 0,5 до 6,3 атм.
В конструкции предусмотрен дополнительный клапан 3 для сброса выходного давления в атмосферу. При уменьшении усилия пружины 4 происходит подъем мембраны 6 и открытие клапана 3.
В сварочном оборудовании, требующем частого изменения уровня рабочего давления, применение редукционного клапана со сбросом давления в атмосферу является обязательным.
В редукционных клапанах с большим условным проходом (от 25 мм и более) необходимы значительные усилия настройки, при которых размеры пружины 4 резко возрастают. Поэтому в таких клапанах применяют пневматическое управление, когда требуемое усилие на мембране создается с помощью управляющего давления воздуха. Пневмоуправление позволяет расширить диапазон изменения рабочего давления. К редукционным клапанам с пневмоуправлением относятся клапаны типа П-КРК. На рис.2, б приведена конструкция клапана П-КРК 16 повышенной точности с условным диаметром 16 мм. В этом редукционном клапане применен основной регулировочный клапан 1 разгруженного типа. Сброс воздуха в атмосферу при снижении заданного давления идет через дополнительный клапан 2 и канал в теле основного клапана 3 и корпуса 4.
Заданное давление в цилиндре достигается с точностью до 2% от конечного за 0,12 с в случае точного редукционного клапана и за 0,22 с в случае стандартного клапана (время срабатывания сокращается примерно в 2 раза).
Редукционные клапаны обычно монтируются между фильтром-влагоотделителем и маслораспылителем на трубопроводе с использованием присоединительных отверстий. На корпусе клапанов предусмотрены отверстия под манометры.
Пневмораспределители предназначены для изменения направления потоков сжатого воздуха в пневмоприводах различного назначения.
В пневмоприводах электросварочного оборудования наибольшее распространение имеют двухпозиционные пятилинейные пневмораспределители с односторонним электрическим или электропневматическим управлением. На рис.3 показан пневмораспределитель типа КПЭ-4-45 (D у = 16 мм), который состоит из нормального закрытого электропневматического клапана 7 (лидера), диафрагменного пневмопривода с незащемленной диафрагмой 6 и собственно пневмораспределителя 11 клапанного типа. При монтаже канал 3 соединяется с рабочим давлением канала 2, 4 и с камерами пневмоцилиндра, а каналы 1 и 5 – с атмосферой.
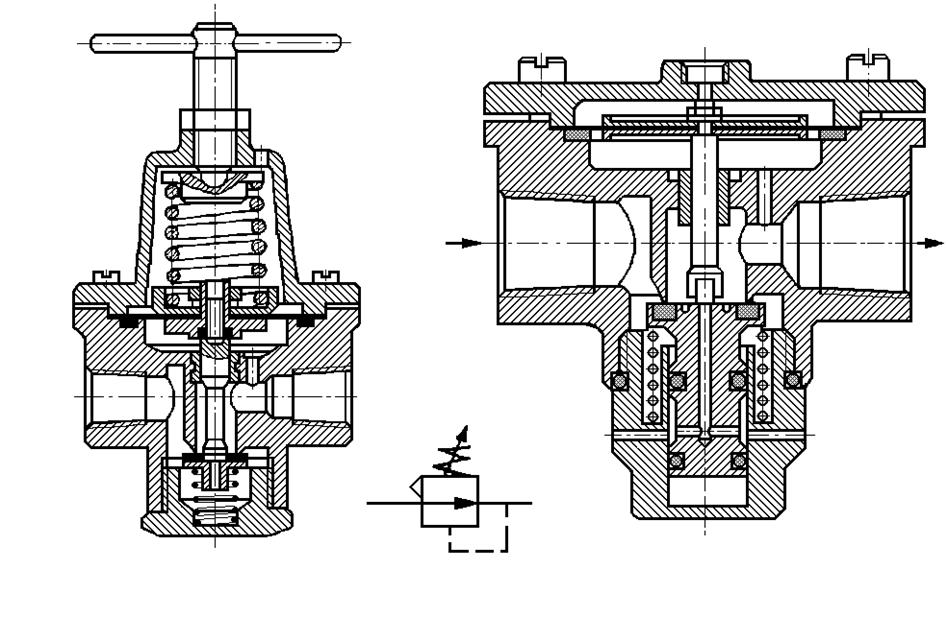
Рис. 3. Пневмораспределитель с электропневматическим управлением КПЭ-4-45
По каналу 10 к лидеру подводится давление управления. При подаче на катушку лидера напряжения от регулятора цикла сварки сердечник 9 поднимается и подает давление управления в камеру над диафрагмой 6 и одновременно перекрывает стравливающее отверстие 8. Усилие на диафрагме преодолевает усилие пружины 13 и перемещает клапанную систему 12 в нижнее положение. Канал 2 соединяется с источником давления, а канал 4 соединяется с атмосферой. Происходит впуск воздуха в одну из камер пневмоцилиндра через канал 2 и выпуск воздуха в атмосферу из другой камеры пневмоцилиндра через канал 4. Снятие управляющего напряжения приводит к опусканию сердечника лидера 9 под действием пружины, отсечке давления управления от камеры над диафрагмой 6 и стравливанию воздуха из этой камеры через отверстие 8.
Клапанная система 12 с помощью пружины 13 проходит в исходное положение. Канал 2 соединяется с атмосферой, канал 4 - с источником давления, поршень пневмопривода совершает обратное перемещение.
Дроссели служат для регулирования скорости перемещения пневмопривода за счет создания местного сопротивления потоку сжатого воздуха. Различают игольчатые, шариковые, щелевые и другие типы дросселей в зависимости от способа изменения величины проходного сечения.
Игольчатый дроссель (рис.4, а) регулирует количество воздуха, поступающего через канал 4 в канал 3 и выходящего через канал 2, посредством осевого смещения штока - иглы 5. При движении воздуха в обратном направлении шариковый клапан 1 позволяет выпускать воздух быстрее, чем впускать.
В шариковом дросселе (рис.4, б) рабочая среда проходит через отверстие 3, решетку 2, конусный канал 4, выходное отверстие 5. Величина щели между шариком 1 и конусным каналом 4 регулируется винтом. В обратном направлении рабочая среда может выпускаться быстрее, так как под ее давлением шарик отбросится к решетке 2.
В электросварочных машинах широко используется серийно выпускаемый щелевой дроссель (рис.4, в) с обратным клапаном типа В77-1. Рабочая среда подается в отверстие 1 через щель 2 в сердечнике 4 к выходному отверстию 3. Поворачивая сердечник 4, меняют проходное сечение щели 2. Проходные сечения дросселей составляют десятые доли миллиметра, поэтому они легко засоряются, если рабочая среда не очищена от механических примесей.
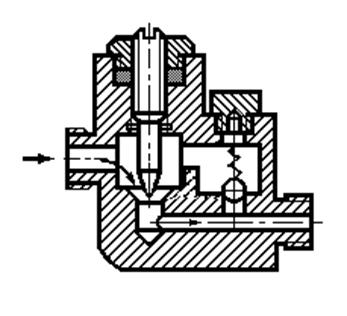
Рис. 4. Дроссели
Лабораторная работа № 4.