Системы для обслуживания станков в автоматическом режиме являются очень важным аспектом в процессе производства и контроля качества продукции. Сам процесс обслуживания заключается в монотонных и повторяющихся операциях, и поэтому роботы идеально подходят для него.
Под обслуживанием станков понимается загрузка-выгрузка деталей, заготовок. Выполнение этих задач вручную приводит к быстрому утомлению операторов. В результате чего появляется большой шанс возникновения ошибок и, следовательно, потеря качества конечной продукции.
Промышленные роботы для обслуживания станков позволяют автоматически производить операции подачи и снятия деталей. Ручная загрузка-выгрузка может быть утомительной, неэффективной, а в ряде случаев опасной.
В роботизированной ячейке один робот может обслуживать несколько станков. Также, пока станки выполняют свои основные функции, робот может производить вторичные операции: маркировка, обрезка, продувка и т.д. Чтобы процесс производства был непрерывным, роботизированные системы обслуживания станков (рис.12) могут быть связаны с дополнительными станциями автоматизации, такими как доработка и контроль.
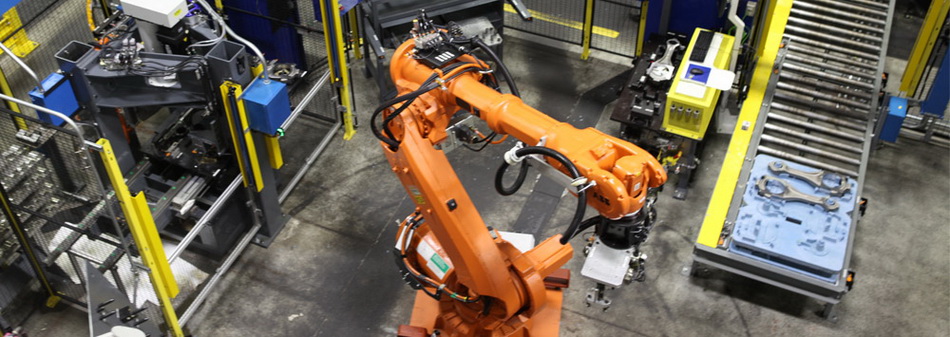
Рис. 12. Промышленный робот для обслуживания станков
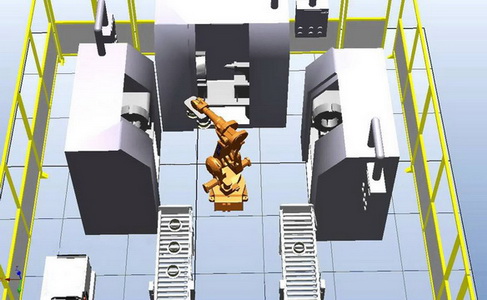
Рис. 13. Пример роботизированного станочного участка
Преимущества применения роботизированного обслуживания станков:
Максимальная производительность. Роботы могут работать 24 часа в сутки, 7дней в неделю, 365 дней в году без рассеянности или усталости, повышая тем самым коэффициент использования оборудования и пропускную способность.
Качество и точность. Сведение к минимуму проблем, возникающих в случае, когда деталь помещается в станок неправильно.
Безопасность. Работники будут избавлены от взаимодействия с опасным оборудованием и опасными средами, что сводит вероятность возникновение несчастных случаев к нулю.
Экономия затрат. Сокращение расходов на оплату ручного труда.
Гибкость. Роботы могут быть адаптированы для различных станков, видов продукции или задач. Также могут выполнять постобработку продукции.
Компактность. Один робот может обслуживать несколько станков. Портативный робот может быть установлен внутри станка. Эти возможности способствуют сокращению производственных площадей.
Снижение времени цикла. Сокращение времени загрузки/разгрузки благодаря автоматизации эти
Промышленных роботов используют для обслуживания фрезерных, токарных и шлифовальных станков с ЧПУ, литейного оборудования, штамповочных и ковочных прессов, обрабатывающих центров и т.д. х процессов.
Типовые компоновки РТК
Станочные системы различных видов, включающие одну и более единиц технологического оборудования при наличии в их составе промышленных роботов, принято называть роботизированными комплексами. Роботизированный комплекс состоит из оборудования, в пределах которого изделия перемещаются поштучно. Началом (входом) комплекса и его окончанием (выходом) являются накопители различного рода.
Структура роботизированного комплекса может быть различной в зависимости от состава технологического оборудования, вспомогательных устройств, промышленных роботов.
В состав роботизированного комплекса, в котором промышленные роботы выполняют транспортные функции, входят соответствующее технологическое оборудование, различного рода накопители и сами промышленные роботы. Промышленные роботы могут работать совместно с отдельным оборудованием (прессами, установками для сварки и т.д.). В этом случае такие операции, как сварка, окраска, сборка, могут выполняться непосредственно на позиции входа - выхода заготовки, на специальной позиции или на транспортном конвейере, имеющем тактовое перемещение.
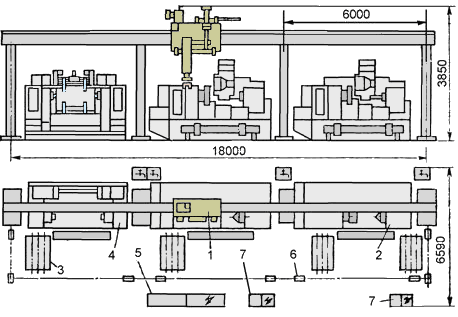
Рис. 14. РТК для механической обработки заготовок типа «вал»
Роботизированные комплексы различаютсяпо характеру производства, в котором они применяются. Для вновь создаваемых производств с новой технологией разрабатывается заново все основное оборудование, а для действующего производства, автоматизируемого на базе серийных промышленных роботов, изменение основного оборудования минимально.
По виду обработки роботизированные комплексы делят на РТК для обработки резанием, холодной штамповки, ковки, литья, прессования пластмасс, термической обработки, сварки, сборки, контроля, испытания и т.д.
Роботизированные комплексы производятся по типу основного технологического оборудования (полуавтоматы, автоматы с цикловым управлением, станки с ЧПУ и т.д.), типу применяемых роботов (числу манипуляторов, подвижности в пределах комплекса, типу управления) и числу единиц обслуживаемого оборудования.
Роботизированный технологический комплекс характеризуется двумя показателями:
- объемом партий продукции, которые могут выпускаться без переналадки комплекса,
- номенклатурой – перечнем выпускаемых видов продукции.
Компоновка РТК в зависимости от размещения технологического оборудования и промышленных роботов может быть:
1. линейной,
2. круговой,
3. линейно-круговой.
4. управление РТК подразделяется на:
5. централизованное,
6. децентрализованное,
7. комбинированное.
Централизованное управление может осуществляться от ЭВМ или от специального устройства, а децентрализованное - от местных устройств управления, которые связаны между собой для взаимной координации. Простейшим вариантом такой координации является увязка по времени начала и конца отдельных операций (включая выдачу команд и блокировок).
Комбинированное управление предполагает наряду с централизованным управлением наличие местных устройств.
Все эти варианты управления РТК могут быть программными и адаптивными как в отношении основного технологического оборудования, так и роботов.
По степени участия человека РТК могут быть двух видов:
- в первом человек выполняет некоторые технологические операции (основные или вспомогательные),
- во втором человек участвует в управлении комплексом.
В первом случае РТК будет не автоматическим, а автоматизированным.








