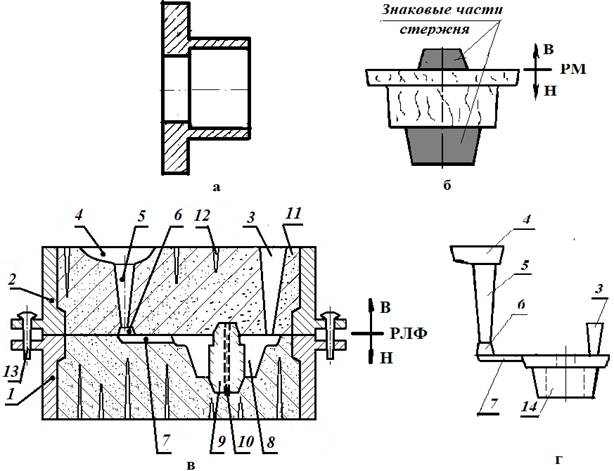
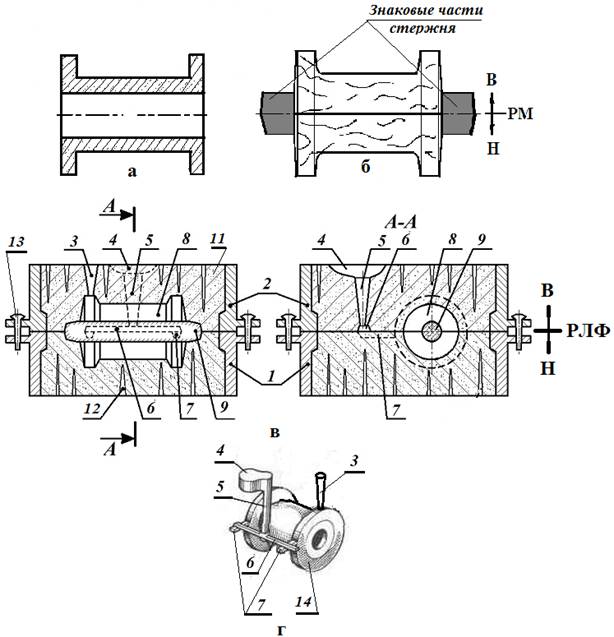
| На рис. 1 и рис. 2 приведены схемы литья в песчаные формы с расположением отливки в одной и двух полуформах соответственно.
а – эскиз детали;
б – эскиз модели отливки со стержневыми знаками (модели для формовки чугунных отливок окрашивают в красный цвет, стальных - в синий, цветных сплавов - в желтый, а знаки всех моделей в черный);
в - литейные формы;
г – отливка с элементами литниковой системой после извлечения из литейной формы и удаления стержня.
1 - нижняя опока; 2 - верхняя опока; 3 – выпор, предназначенный для вывода газов при заливке в форму расплавленного металла, контроля степени заполнения формы и для слива избыточного холодного металла из верхней части полости формы; 4 – литниковая чаша; 5 – стояк; 6 – шлакоуловитель; 7 – питатель; 8 - полость литейной формы в которой формируется отливка; 9 - стержень для формирования внутренней полости отливки; 10 - вентиляционный канал стержня для выхода газов (на рис. 2 условно не показан); 11 - формовочная смесь; 12 - наколы в формовочной смеси для обеспечения газопроницаемости литейной формы; 13 – центрирующие стержни, предотвращающие взаимное смещение полуформ (исключение перекоса отливки); 14 – отливка.
РМ – разъем литейной модели; РЛФ - разъем литейной формы; В – верх; Н - низ.
Литниковая система – система каналов и элементов литейной формы для подвода в её полость расплавленного металла. Она обеспечивает заполнение и питание отливки при затвердевании, а также служит для улавливания шлака, попадающего вместе с металлом. Основными элементами литниковой системы являются:
- литниковая чаша (поз. 4) – служит для приёма расплавленного металла из ковша и подачи его в форму, а также она препятствует проникновению шлака в форму, так как он легче металла и всплывает на поверхность чаши;
- стояк (поз. 5) – вертикальный или наклонный канал, предназначенный для подачи расплавленного металла из литниковой чаши к другим элементам системы;
- шлакоуловитель (поз. 6) – служит для задержки шлака, а также для подвода расплавленного металла от стояка к питателям;
- питатель (поз. 7) – служит для подвода расплавленного металла в полость литейной формы.
Отливка (поз. 14) - продукция литейного производства. Отливки могут быть или готовыми деталями или заготовками для последующей обработки в механических цехах.
Отливки получают в литейных формах. Для изготовления песчаной формы используется опочная оснастка, модельный комплект и формовочные материалы.
Литейная опока (поз. 1; поз. 2) – приспособление в виде жёсткой рамы (открытого ящика), служащее для удержания формовочной смеси в процессе изготовления литейной формы и её последующей транспортировки и заливки металлом. Насыпанная в опоки смесь уплотняется встряхиванием, прессованием или же затвердевает в термическом шкафу (сушильной печи).
Модельный комплект – приспособления, необходимые для образования при формовке рабочей полости литейной формы. В модельный комплект входят: литейная модель, модели литниковой системы, модели выпоров и прибылей, модельные плиты, стержневые ящики.
Литейная модель (рис. 1, б и рис. 2, б) – приспособление при помощи которого в литейной форме получают отпечаток, соответствующий конфигурации отливки (модель отливки) и стержневых знаков. Для отливок, не имеющих отверстий, стержневые знаки отсутствуют.
Модель отливки должна иметь формовочные уклоны для предотвращения разрушения формы при извлечении из неё модели. Кроме того, модель снабжается литейными радиусами и галтелями в местах сопряжения различных поверхностей для предотвращения разрушения литейной формы при извлечении модели и предотвращения появления концентраторов напряжений. Формовочные уклоны и скругления, первоначально выполненные на модели, переходят затем в форму литейной полости, полученной с помощью данной модели, а после – и в геометрию полученной в данной полости отливки.
Отливка отличается от деталей, приведенных на рис. 1, а и рис. 2, а наличием:
- литейных уклонов;
- литейных радиусов и галтелей;
- припусками на механическую обработку.
Литейная модель отличается от отливки:
- наличием стержневых знаков (для отливок, имеющих отверстия)
- габаритными размерами, увеличенными по отношению к габаритным размерам отливки, на величину литейной усадки применяемого сплава.
Литейная усадка составляет: для отливок из серого чугуна ~1%; ковкого чугуна и стали ~ 2%; цветных сплавов от 1% до 2%.
По конструкции литейные модели разделяются на:
- неразъемные (их извлекают из формы, не разделяя на части);
- разъемные, состоящие из нескольких частей, которые легко отделяются друг от друга по плоскости разъема РМ.
Модель литниковой системы – приспособление, при помощи которого в литейной форме получают отпечаток каналов, которые служат для заполнения полости формы расплавленным металлом.
Модель выпора - приспособление, при помощи которого в литейной форме получают отпечаток каналов, которые служат для выхода газов, слива излишков металла и контроля степени заполнения полости формы расплавленным металлом.
Модель прибыли - приспособление, при помощи которого в литейной форме получают отпечаток каналов, которые служат для подпитки усадки твердеющей отливки расплавленным металлом и вывода из объема отливки усадочных раковин.
Модельная плита оформляет разъем литейной формы. На модельной плите крепятся опока, литейная модель, модель литниковой системы и осуществляется набивка опок формовочной смесью.
Стержневой ящик – приспособление, имеющее рабочую полость для получения в ней стержня нужного размера и конфигурации. Стержень (поз. 9) - деталь, изготовленная из стержневой смеси, и предназначенная для получения отверстий, внутренних и наружных полостей сложной конфигурации в отливке. Некоторые части стержней непосредственно не соприкасаются с жидким металлом. Эти части служат для установки и фиксации стержня в полости литейной формы и называются знаковыми частями (рис. 1, б; рис. 2, б).
Модели, стрежневые ящики и модельные плиты для единичного и серийного производства изготавливаются деревянными, а для крупносерийного и массового производства – металлическими или пластмассовыми. Изготовление литейных форм с применением металлических приспособлений вместо деревянных обеспечивает бόльшую точность и более высокое качество поверхности отливок.
Формовочная смесь – смесь материалов, необходимая для непосредственного образования литейной формы. Состав формовочной смеси – кварцевый песок, формовочная глина, вспомогательные материалы.
Кварцевый песок (наполнитель) обеспечивает огнеупорность и газопроницаемость формовочной смеси.
Формовочная глина (связующий элемент) обеспечивает прочность формовочной смеси, связывая зерна песка.
Вспомогательные материалы: молотый каменный уголь, графит, мазут (обеспечивают антипригарные свойства формовочной смеси).
Стержневая смесь должна иметь боле высокие огнеупорность, газопроницаемость, податливость, легко выбиваться из отливки. Состав стержневой смеси – кварцевый песок (наполнитель), связывающие элементы (олифа, синтетические смолы) и вспомогательные материалы – те же, что и в формовочной смеси. Использование других связующих элементов по сравнению с формовочной смесью объясняется более жестким температурным режимом работы стержня (стержень со всех сторон окружен расплавленным металлом).
Для получения отливки в полость литейной формы заливается расплавленный металл. После затвердевания залитого сплава литейную форму разрушают, извлекают отливку с элементами литниковой системы и удаляют из отливки стержень. Перед отправкой на механическую обработку с полученного изделия удаляется литниковая система, выпоры и прибыли (как правило обрубкой), производится очистка от формовочной смеси, контроль качества отливки и, при необходимости, ее термическая обработка (нормализация, отпуск, закалка).
Преимуществом литья в песчаные формы является невысокая стоимость формовочных материалов и модельной оснастки, большое разнообразие форм отливок, большой диапазон массы и размеров отливок. Однако этот способ литья является более трудоемким по сравнению с другими. Кроме того, этот способ литья обеспечивает малую точность размеров и большую шероховатость поверхности.
|