Базирование – придание требуемого положения одной или нескольким поверхностям (осям поверхностей) заготовки или изделия относительно принятой системы координат [5.1 – 5.4].
Для обеспечения неподвижности абсолютно твердого тела в пространстве его необходимо лишить шести степеней свободы: трех поступательных перемещений в направлении трех взаимно перпендикулярных осей координат и трех вращений вокруг этих осей. Это означает, чтодля определения положения детали в сборочной единице и заготовки на операции механической обработки на них должно быть наложено шесть двухсторонних геометрических связей.
Заготовку устанавливают в приспособление путем приведения в соприкосновение ее поверхностей с поверхностями установочных элементов приспособления или совмещения ее оси с осью приспособления, или того и другого одновременно. Аналогично, соединение деталей (или сборочных единиц) осуществляют путем приведения в соприкосновение их поверхностей или/и совмещения их осей. Иначе говоря, установку заготовок в приспособление или соединение деталей (сборочных единиц) можно рассматривать как совмещение системы координат заготовки (изделия) с системой координат приспособления или другого изделия, к которому присоединяется рассматриваемое.
Под опорной точкой подразумевается точка контакта поверхностей заготовки и приспособления (или поверхностей двух соединяемых деталей), лишающая заготовку (изделие) одной степени свободы.Опорная точка символизирует одну из связей заготовки или изделия с принятой системой координат.
На практике все вышесказанное воплощается в правиле шести точек: для определения положения заготовки в приспособлении или определения положения одного изделия относительно другого необходимо и достаточно иметь шесть опорных точек.
База – поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащие заготовке или изделию и используемые для базирования, а совокупность баз, образующих систему координат заготовки или изделия, называется комплектом баз.
Схема базирования – схема расположения опорных точек на базах заготовки или изделия.
Все опорные точки на схеме базирования изображают условными знаками (рис. 5.1) и нумеруют порядковыми номерами (арабскими цифрами), начиная с базы, на которой располагается наибольшее количество опорных точек.
Шесть опорных точек в зависимости от формы и размеров заготовки
или изделия можно расположить различным образом, однако, несмотря на большое разнообразие конструктивных форм заготовок и изделий, можно выделить три основные принципиальные (типовые) схемы (рис. 5.2 – 5.4).
| | | |
|    |
| | | Рис. 5.1. Условное изобра-
жение опорной точки
на схеме базирования:
а – на главном виде
и виде слева или справа;
б – на виде сверху
| |
|
Базы классифицируют по трем основным признакам: по назначению, по лишаемым степеням свободы и по характеру проявления.
По назначению базы разделяют на три вида: конструкторские, технологические, измерительные.
Конструкторская база – это база, используемая для определения положения детали или сборочной единицы в изделии (машине). Конструкторские базы подразделяют на основные и вспомогательные. Основная база – это конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения ее положения в изделии. Вспомогательная база – это конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения положения присоединяемого к ней изделия.
Технологическая база (ТБ) – это база, используемая для определения положения заготовки или изделия в процессе изготовления или ремонта. Технологическими базами могут быть реальные поверхности любой формы: плоские, цилиндрические, конические, криволинейные, резьбовые, поверхности зубьев зубчатых колес и др. Роль ТБ могут выполнять оси цилиндрических или конических поверхностей, оси или плоскости симметрии заготовки и т. п.
Измерительная база – это база, используемая для определения относительного положения заготовки или изделия и средства измерения.
По числу степеней свободы, которых заготовка или изделие лишается с помощью данной базы, различают:
а) установочная база – лишает заготовку или изделие трех степеней свободы: перемещения вдоль одной и поворотов вокруг двух других осей (базы А на рис. 5.2, 5.4). В качестве установочной базы, с целью обеспечения наиболее высокой точности базирования и придания заготовке или изделию устойчивого положения, обычно используют плоскую поверхность (или сочетание плоскостей), имеющую достаточно большую протяженность в двух взаимно перпендикулярных направлениях; при этом опорные точки на этой поверхности размещают на максимально возможном удалении друг от друга;

|
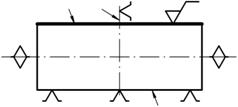
| | | Рис. 5.3. Принципиальные схемы базирования заготовки или детали типа длинного (L > D) прямого кругового цилиндра (а) и цилиндра с пазом (б):
А – двойная направляющая скрытая; Б, Г – опорные явные; В – опорная скрытая; Д – двойная направляющая явная базы; 1 – 6 – опорные точки
| |
Рис. 5.4. Принципиальные схемы базирования заготовки или детали типа
короткого (L < D) прямого кругового цилиндра (а) и цилиндра с пазом (б):
А – установочная явная; Б – двойная опорная скрытая; В – опорная скрытая; Г – двойная опорная явная; Д – опорная явная базы; 1 – 6 – опорные точки
б) направляющая база – лишает заготовку или изделие двух степеней свободы: перемещения вдоль одной и поворота вокруг другой оси (база Б на рис. 5.2). В качестве направляющей базы принимают поверхность, имеющую достаточно большую длину; ширина поверхности, выбранной в качестве направляющей базы, принципиального значения не имеет; опорные точки направляющей базы также должны быть максимально удалены друг от друга;
в) опорная база – лишает заготовку или изделие одной степени свободы (базы Б, В и Г на рис. 5.3; базы В и Д на рис. 5.2, 5.4). В качестве опорной базы можно использовать поверхность любых размеров;
г) двойная направляющая база – лишает заготовку или изделие четырех степеней свободы: перемещений вдоль и поворотов вокруг двух осей (базы А и Д на рис. 5.3). В качестве двойной направляющей базы используют, например, цилиндрическую поверхность, длина которой больше диаметра, или ось такой поверхности;
д) двойная опорная база – лишает заготовку или изделие двух степеней свободы: перемещений вдоль двух координатных осей (базы Б и Г на рис. 5.4) или перемещения и поворота вдоль и вокруг одной и той же оси. В качестве двойной опорной базы используют, например, цилиндрическую поверхность, длина которой меньше диаметра, или ось такой поверхности.
Выделяют следующие типовые комплекты баз, лишающие заготовку шести степеней свободы:
1) установочная, направляющая и опорная базы (см. рис. 5.2);
2) двойная направляющая и две опорные базы (см. рис. 5.3);
3) установочная, двойная опорная и опорная базы (см. рис. 5.4).
По характеру проявления, согласно ГОСТ 21495, различают:
– явные базы в виде реальной поверхности, разметочной риски или точки пересечения рисок;
– скрытые базы в виде воображаемой плоскости или оси.
Скрытые базы первого вида – это базы в виде осей и плоскостей симметрии реальных поверхностей заготовки или изделия, контактирующими с установочно-зажимными элементами приспособления. На операциях механической обработки можно точно выдерживать размеры между обрабатываемыми поверхностями (или их осями) и осями или плоскостями симметрии поверхностей, принятыми в качестве скрытых ТБ первого вида [5.4].
Скрытые базы второго вида – это базы в виде воображаемых плоскостей или осей, проведенных мысленно перпендикулярно базам, контактирующим с установочными (установочно-зажимными) элементами. Их используют при базировании заготовок или изделий в тех случаях, когда нет необходимости лишать заготовку или изделие всех шести степеней свободы с помощью конструктивно оформленных элементов приспособления (установка заготовки на магнитную плиту плоскошлифовального станка, запрессовка штифта в отверстие, установка подшипника качения на вал с гарантированным натягом и т. п.) [5.4].
Скрытые базы второго вида возникают после приложения к заготовке сил зажима и создания сил трения между ТБ заготовки и установочными элементами приспособления, а также после создания натяга (упругих сил) в соединениях сопрягаемых деталей. Такие базы показывают на схемах базирования лишь для получения полного комплекта баз, лишающего заготовку или изделие всех шести степеней свободы.
Призматическая заготовка, установленная на магнитную плиту плоскошлифовального станка (рис. 5.5), в процессе обработки поверхности А должна сохранять неизменное положение, т. е. должна быть лишена всех шести степеней свободы. После установки заготовки на рабочую поверхность плиты заготовка лишается трех степеней свободы: плоскость Б заготовки используется в качестве установочной явной ТБ. Для обеспечения требуемой точности при обработке поверхности А («на проход») этого вполне достаточно. Еще трех степеней свободы заготовка лишается за счет сил трения, возникающих при действии сил магнитного притяжения. На схеме базирования показывают скрытые ТБ второго вида – направляющую В и опорную Г в виде двух воображаемых взаимно перпендикулярных плоскостей, мысленно проведенных перпендикулярно установочной ТБ (плоскости Б).
Погрешность базирования одной заготовки или изделия следует понимать как отклонение фактически достигнутого при базировании положения какой-либо поверхности (оси поверхности) заготовки или изделия от требуемого. Применительно к партии заготовок или изделий погрешность базирования представляет собой разность предельных положений какой-либо поверхности (оси поверхности) заготовок или изделий в партии при базировании.
4

Погрешность базирования ωб представляет собой сумму трех составляющих [5.4]:
ωб = ωб.ф + ωб.р + ωб.у.
Составляющая погрешности базирования ωб.ф отражает влияние на точность базирования микро- и макрогеометрических погрешностей формы контактирующих при базировании поверхностей заготовки и приспособления. Вторая составляющая – ωб.р зависит от точности взаимного расположения базовых поверхностей заготовки. Величина третьей составляющей погрешности базирования ωб.у определяется выбором схемы установки заготовки на выполняемой технологической операции (и соответствующим принятой схеме установки расположением технологических баз).
Погрешность ωб.ф по сравнению с другими составляющими ωб относительно невелика. Расчет ωб.ф можно выполнить по методике, предложенной И. М. Колесовым [5.1].
По грешность ωб.у – это разность предельных положений исходной базы выдерживаемого линейного размера относительно режущих кромок настроенного на размер инструмента.Базировать заготовку следует таким образом, чтобы погрешности ωб.у по выдерживаемым размерам (или большей их части) были равны нулю.
Погрешность ωб.у по выдерживаемому линейному размеру равна нулю в том случае, когда исходная база этого размера совмещена с технологической базой, лишающей заготовку степени свободы в направлении выдерживаемого размера.
Независимо от схемы расположения опорных точек на ТБ заготовки погрешность ωб.у и погрешность базирования ωб в целом отсутствуют при двух условиях:
– если выдерживаемый размер получается с помощью мерного инструмента – сверла, развертки, зенкера, блока резцов;
– если выдерживаемый размер задан между поверхностями, обрабатываемыми за один установ.
В тех случаях, когда свести ωб.у (и погрешность базирования ωб в целом) к нулю невозможно или нецелесообразно, например, из-за излишнего усложнения конструкции приспособления, схема установки заготовки может быть принята только при условии, что погрешность базирования ωб в сумме с погрешностью технологической системы ωт.с не превышает допуска Т по выдерживаемому размеру:

В противном случае схема установки заготовки должна быть изменена.
Расчет погрешности ωб.у , которая является основной составляющей погрешности базирования ωб, выполняют, если исходная база выдерживаемого размера не совпадает с соответствующей технологической базой либо с соответствующей координатной плоскостью (или осью) системы координат схемы установки. При этом в каждом конкретном случае погрешность ωб.у может быть определена либо на основе анализа соответствующей технологической размерной цепи, либо при помощи несложных геометрических расчетов.
Погрешность ωб.у по выдерживаемому на операции механической обработки линейному размеру равна погрешности (допуску) базисного размера.
Базисный размер – размер заготовки, связывающий исходную базу (ИБ) выдерживаемого размера и ТБ, лишающую заготовку степени свободы в направлении выдерживаемого размера.
Примеры расчета погрешности базирования.
Пример 1. В этом примере расчеты погрешностей базирования по выдерживаемым линейным размерам а, b и с и угловому размеру α (рис. 5.6) выполнены в предположении, что погрешностями формы ТБ и взаимного расположения базовых поверхностей можно пренебречь. Поэтому считаем, что погрешности ωб.ф и ωб.р по каждому выдерживаемому размеру равны нулю, а погрешности базирования ωб по этим размерам будут определяться лишь погрешностями ωб.у . Для установки заготовки в приспособление при растачивании отверстия Е используем поверхность А в качестве установочной, поверхность Б – направляющей, а поверхность В – опорной ТБ (см. рис. 5.6).
При принятой схеме базирования ИБ линейного размера а и углового размера α совмещена с установочной ТБ, вследствие чего погрешности ωб.у по этим размерам равны нулю:
Погрешность  по размеру b также будет равна нулю, так как ИБ этого размера совмещена с направляющей ТБ:
по размеру b также будет равна нулю, так как ИБ этого размера совмещена с направляющей ТБ:
= 0.
Поскольку ωб.р и ωб.ф по размерам а, b и α считаем равными нулю, то погрешности базирования по этим размерам также равны нулю:
 =
=  =
=  = 0.
= 0.
По размеру с для схемы базирования, показанной на рис. 5.6,
 ,
,
где  – допуск базисного размера k заготовки.
– допуск базисного размера k заготовки.
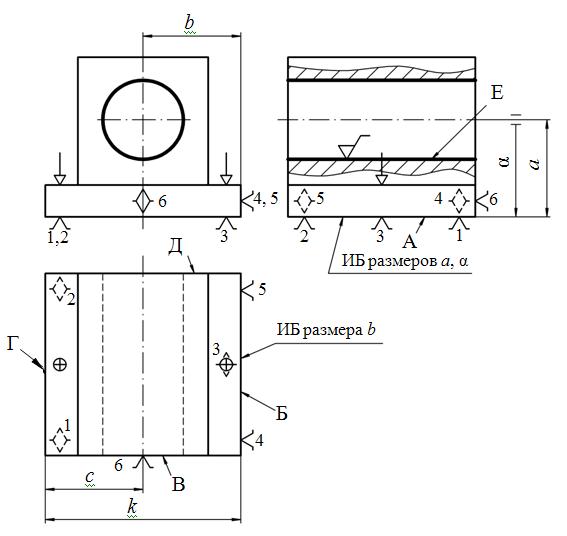
Рис. 5.7. Схема базирования заготовки корпуса по трем взаимно
Перпендикулярным плоскостям
Если изменить схему базирования заготовки, использовав в качестве направляющей ТБ поверхность Г, то ωб.у по размеру с будет равна нулю, а по размеру b окажется равной допуску базисного размера k:
 .
.
В качестве опорной ТБ можно принять поверхность В или Д, так как обе эти поверхности не являются исходными базами, ибо обработку ведут «на проход».
Пример 2. На операции обработки заготовки втулки на токарном станке необходимо обеспечить заданную точность по линейным размерам а, b и угловым размерам α, β, γ (рис. 5.7).
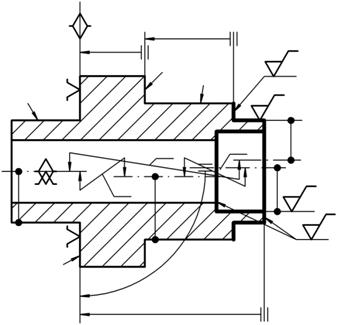
Исходной базой угловых размеров α и β является поверхность А заготовки. Чтобы свести ω
б.у по этим размерам к нулю, следует использовать поверхность А в качестве установочной ТБ. Ось цилиндрической поверхности Б, являющейся ИБ размера
а, можно использовать в качестве двойной опорной скрытой ТБ первого вида.

Реализовать описанную схему базирования можно, ус- тановив заготовку, например, в трехкулачковый самоцентрирующий патрон.
Исходные базы размеров α, β и а при этом будут совмещены с ТБ, благодаря чему ωб.у и ωб по этим размерам будут сведены к нулю, а производственные погрешности по размерам α, β, а определятся лишь соответствующими погрешностями технологической системы:

Погрешность по размеру b определяется допуском (погрешностью) базисного размера с, связывающего ИБ размера b (ось поверхности Г) и ТБ (ось поверхности Б):

Погрешность  по угловому размеру γ определяется допуском базисного размера λ, связывающего ИБ этого размера (поверхность В) с ТБ (поверхностью А):
по угловому размеру γ определяется допуском базисного размера λ, связывающего ИБ этого размера (поверхность В) с ТБ (поверхностью А):

Поскольку  ,
,  , то производственная погрешность по размерам b и γ:
, то производственная погрешность по размерам b и γ:
Таким образом, выбранная схема базирования обеспечивает ωб, равные нулю, по трем размерам, в том числе двум угловым.