РАБОТА № 3. БАЗИРОВАНИЕ ЗАГОТОВОК НА ОПЕРАЦИЯХ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Цель работы
Привитие студентам навыков разработки схем базирования заготовок и технологических эскизов.
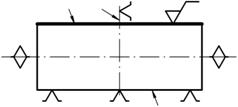
Рис. 5.4. Принципиальные схемы базирования заготовки или детали типа
короткого (L < D) прямого кругового цилиндра (а) и цилиндра с пазом (б):
А – установочная явная; Б – двойная опорная скрытая; В – опорная скрытая; Г – двойная опорная явная; Д – опорная явная базы; 1 – 6 – опорные точки
б) направляющая база – лишает заготовку или изделие двух степеней свободы: перемещения вдоль одной и поворота вокруг другой оси (база Б на рис. 5.2). В качестве направляющей базы принимают поверхность, имеющую достаточно большую длину; ширина поверхности, выбранной в качестве направляющей базы, принципиального значения не имеет; опорные точки направляющей базы также должны быть максимально удалены друг от друга;
в) опорная база – лишает заготовку или изделие одной степени свободы (базы Б, В и Г на рис. 5.3; базы В и Д на рис. 5.2, 5.4). В качестве опорной базы можно использовать поверхность любых размеров;
г) двойная направляющая база – лишает заготовку или изделие четырех степеней свободы: перемещений вдоль и поворотов вокруг двух осей (базы А и Д на рис. 5.3). В качестве двойной направляющей базы используют, например, цилиндрическую поверхность, длина которой больше диаметра, или ось такой поверхности;
д) двойная опорная база – лишает заготовку или изделие двух степеней свободы: перемещений вдоль двух координатных осей (базы Б и Г на рис. 5.4) или перемещения и поворота вдоль и вокруг одной и той же оси. В качестве двойной опорной базы используют, например, цилиндрическую поверхность, длина которой меньше диаметра, или ось такой поверхности.
Выделяют следующие типовые комплекты баз, лишающие заготовку шести степеней свободы:
1) установочная, направляющая и опорная базы (см. рис. 5.2);
2) двойная направляющая и две опорные базы (см. рис. 5.3);
3) установочная, двойная опорная и опорная базы (см. рис. 5.4).
По характеру проявления, согласно ГОСТ 21495, различают:
– явные базы в виде реальной поверхности, разметочной риски или точки пересечения рисок;
– скрытые базы в виде воображаемой плоскости или оси.
Скрытые базы первого вида – это базы в виде осей и плоскостей симметрии реальных поверхностей заготовки или изделия, контактирующими с установочно-зажимными элементами приспособления. На операциях механической обработки можно точно выдерживать размеры между обрабатываемыми поверхностями (или их осями) и осями или плоскостями симметрии поверхностей, принятыми в качестве скрытых ТБ первого вида [5.4].
Скрытые базы второго вида – это базы в виде воображаемых плоскостей или осей, проведенных мысленно перпендикулярно базам, контактирующим с установочными (установочно-зажимными) элементами. Их используют при базировании заготовок или изделий в тех случаях, когда нет необходимости лишать заготовку или изделие всех шести степеней свободы с помощью конструктивно оформленных элементов приспособления (установка заготовки на магнитную плиту плоскошлифовального станка, запрессовка штифта в отверстие, установка подшипника качения на вал с гарантированным натягом и т. п.) [5.4].
Скрытые базы второго вида возникают после приложения к заготовке сил зажима и создания сил трения между ТБ заготовки и установочными элементами приспособления, а также после создания натяга (упругих сил) в соединениях сопрягаемых деталей. Такие базы показывают на схемах базирования лишь для получения полного комплекта баз, лишающего заготовку или изделие всех шести степеней свободы.
Призматическая заготовка, установленная на магнитную плиту плоскошлифовального станка (рис. 5.5), в процессе обработки поверхности А должна сохранять неизменное положение, т. е. должна быть лишена всех шести степеней свободы. После установки заготовки на рабочую поверхность плиты заготовка лишается трех степеней свободы: плоскость Б заготовки используется в качестве установочной явной ТБ. Для обеспечения требуемой точности при обработке поверхности А («на проход») этого вполне достаточно. Еще трех степеней свободы заготовка лишается за счет сил трения, возникающих при действии сил магнитного притяжения. На схеме базирования показывают скрытые ТБ второго вида – направляющую В и опорную Г в виде двух воображаемых взаимно перпендикулярных плоскостей, мысленно проведенных перпендикулярно установочной ТБ (плоскости Б).
Погрешность базирования одной заготовки или изделия следует понимать как отклонение фактически достигнутого при базировании положения какой-либо поверхности (оси поверхности) заготовки или изделия от требуемого. Применительно к партии заготовок или изделий погрешность базирования представляет собой разность предельных положений какой-либо поверхности (оси поверхности) заготовок или изделий в партии при базировании.
4

Погрешность базирования ωб представляет собой сумму трех составляющих [5.4]:
ωб = ωб.ф + ωб.р + ωб.у.
Составляющая погрешности базирования ωб.ф отражает влияние на точность базирования микро- и макрогеометрических погрешностей формы контактирующих при базировании поверхностей заготовки и приспособления. Вторая составляющая – ωб.р зависит от точности взаимного расположения базовых поверхностей заготовки. Величина третьей составляющей погрешности базирования ωб.у определяется выбором схемы установки заготовки на выполняемой технологической операции (и соответствующим принятой схеме установки расположением технологических баз).
Погрешность ωб.ф по сравнению с другими составляющими ωб относительно невелика. Расчет ωб.ф можно выполнить по методике, предложенной И. М. Колесовым [5.1].
По грешность ωб.у – это разность предельных положений исходной базы выдерживаемого линейного размера относительно режущих кромок настроенного на размер инструмента.Базировать заготовку следует таким образом, чтобы погрешности ωб.у по выдерживаемым размерам (или большей их части) были равны нулю.
Погрешность ωб.у по выдерживаемому линейному размеру равна нулю в том случае, когда исходная база этого размера совмещена с технологической базой, лишающей заготовку степени свободы в направлении выдерживаемого размера.
Независимо от схемы расположения опорных точек на ТБ заготовки погрешность ωб.у и погрешность базирования ωб в целом отсутствуют при двух условиях:
– если выдерживаемый размер получается с помощью мерного инструмента – сверла, развертки, зенкера, блока резцов;
– если выдерживаемый размер задан между поверхностями, обрабатываемыми за один установ.
В тех случаях, когда свести ωб.у (и погрешность базирования ωб в целом) к нулю невозможно или нецелесообразно, например, из-за излишнего усложнения конструкции приспособления, схема установки заготовки может быть принята только при условии, что погрешность базирования ωб в сумме с погрешностью технологической системы ωт.с не превышает допуска Т по выдерживаемому размеру:

В противном случае схема установки заготовки должна быть изменена.
Расчет погрешности ωб.у , которая является основной составляющей погрешности базирования ωб, выполняют, если исходная база выдерживаемого размера не совпадает с соответствующей технологической базой либо с соответствующей координатной плоскостью (или осью) системы координат схемы установки. При этом в каждом конкретном случае погрешность ωб.у может быть определена либо на основе анализа соответствующей технологической размерной цепи, либо при помощи несложных геометрических расчетов.
Погрешность ωб.у по выдерживаемому на операции механической обработки линейному размеру равна погрешности (допуску) базисного размера.
Базисный размер – размер заготовки, связывающий исходную базу (ИБ) выдерживаемого размера и ТБ, лишающую заготовку степени свободы в направлении выдерживаемого размера.
Примеры расчета погрешности базирования.
Пример 1. В этом примере расчеты погрешностей базирования по выдерживаемым линейным размерам а, b и с и угловому размеру α (рис. 5.6) выполнены в предположении, что погрешностями формы ТБ и взаимного расположения базовых поверхностей можно пренебречь. Поэтому считаем, что погрешности ωб.ф и ωб.р по каждому выдерживаемому размеру равны нулю, а погрешности базирования ωб по этим размерам будут определяться лишь погрешностями ωб.у . Для установки заготовки в приспособление при растачивании отверстия Е используем поверхность А в качестве установочной, поверхность Б – направляющей, а поверхность В – опорной ТБ (см. рис. 5.6).
При принятой схеме базирования ИБ линейного размера а и углового размера α совмещена с установочной ТБ, вследствие чего погрешности ωб.у по этим размерам равны нулю:
Погрешность  по размеру b также будет равна нулю, так как ИБ этого размера совмещена с направляющей ТБ:
по размеру b также будет равна нулю, так как ИБ этого размера совмещена с направляющей ТБ:
= 0.
Поскольку ωб.р и ωб.ф по размерам а, b и α считаем равными нулю, то погрешности базирования по этим размерам также равны нулю:
 =
=  =
=  = 0.
= 0.
По размеру с для схемы базирования, показанной на рис. 5.6,
 ,
,
где  – допуск базисного размера k заготовки.
– допуск базисного размера k заготовки.
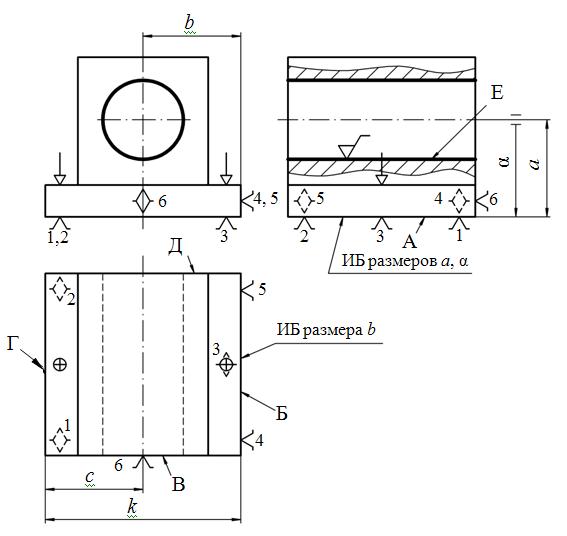
Рис. 5.7. Схема базирования заготовки корпуса по трем взаимно
Перпендикулярным плоскостям
Если изменить схему базирования заготовки, использовав в качестве направляющей ТБ поверхность Г, то ωб.у по размеру с будет равна нулю, а по размеру b окажется равной допуску базисного размера k:
 .
.
В качестве опорной ТБ можно принять поверхность В или Д, так как обе эти поверхности не являются исходными базами, ибо обработку ведут «на проход».
Пример 2. На операции обработки заготовки втулки на токарном станке необходимо обеспечить заданную точность по линейным размерам а, b и угловым размерам α, β, γ (рис. 5.7).
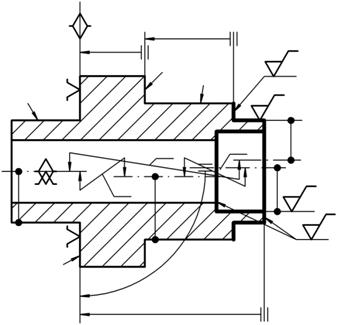
Исходной базой угловых размеров α и β является поверхность А заготовки. Чтобы свести ω
б.у по этим размерам к нулю, следует использовать поверхность А в качестве установочной ТБ. Ось цилиндрической поверхности Б, являющейся ИБ размера
а, можно использовать в качестве двойной опорной скрытой ТБ первого вида.

Реализовать описанную схему базирования можно, ус- тановив заготовку, например, в трехкулачковый самоцентрирующий патрон.
Исходные базы размеров α, β и а при этом будут совмещены с ТБ, благодаря чему ωб.у и ωб по этим размерам будут сведены к нулю, а производственные погрешности по размерам α, β, а определятся лишь соответствующими погрешностями технологической системы:

Погрешность по размеру b определяется допуском (погрешностью) базисного размера с, связывающего ИБ размера b (ось поверхности Г) и ТБ (ось поверхности Б):

Погрешность  по угловому размеру γ определяется допуском базисного размера λ, связывающего ИБ этого размера (поверхность В) с ТБ (поверхностью А):
по угловому размеру γ определяется допуском базисного размера λ, связывающего ИБ этого размера (поверхность В) с ТБ (поверхностью А):

Поскольку  ,
,  , то производственная погрешность по размерам b и γ:
, то производственная погрешность по размерам b и γ:
Таким образом, выбранная схема базирования обеспечивает ωб, равные нулю, по трем размерам, в том числе двум угловым.
Содержание работы
Для выполнения работы студенту выдают одну или несколько деталей различных классов (корпусных, типа валов, втулок, рычагов и др.) и задания на разработку операций механической обработки заготовок этих деталей. В задании указывают требования, предъявляемые к выполняемым операциям, допуски выдерживаемых размеров и параметры шероховатости обработанных поверхностей. Ознакомившись с заданием, студент
– оформляет технологические эскизы и схемы базирования не менее, чем для трех операций, на бланках карты эскизов (КЭ);
Таблица 5.3
Условные обозначения установочных устройств по ГОСТ 3.1107
| Наименование установочного устройства
| Обозначение установочного устройства на видах
|
| спереди, сзади,
сверху, снизу
| слева
| справа
|
| Центр
неподвижный
|  
| Без обозначения
| Без обозначения
|
| Центр
вращающийся
|
|
То же
| То же
|
| Центр
плавающий
|
|
То же
| То же
|
| Оправка
цилиндрическая
| 
|  
|  
|
| Оправка
шариковая
(роликовая)
|    
|
 
|  
|
| Патрон
поводковый
|
|

| 
|
| Примечания: 1. Обозначение обратных центров следует выполнять в зеркальном изображении. 2. Для базовых установочных поверхностей допускается применять обозначение –  . 3. Допускается обозначение установочных устройств (кроме центров) наносить на выносных линиях соответствующих поверхностей. . 3. Допускается обозначение установочных устройств (кроме центров) наносить на выносных линиях соответствующих поверхностей.
|
| | | | | |
Таблица 5.4
Условные обозначения формы рабочей поверхности опор, зажимов, установочных и установочно-зажимных устройств по ГОСТ 3.1107

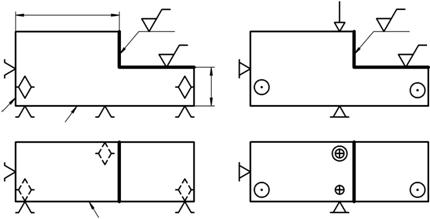
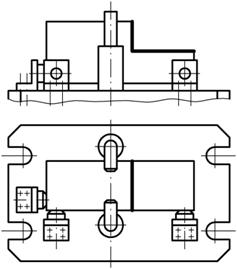
| Рис. 5.8. Установка заготовки
по основанию и двум боковым сторонам на операции
фрезерования уступа:
а – схема базирования; б – схема установки; в – конструкция приспособления. А, Б, В – соответственно установочная, направляющая и опорная ТБ
| |
Порядок выполнения работы
– Изучают выданное преподавателем задание и конструкцию деталей.
– Назначают методы обработки поверхностей заготовок деталей на заданных операциях.
– Выбирают технологическое оборудование и режущие инструменты.
– Выявляют поверхности, которые при обработке заготовок на заданных операциях будут использованы в качестве технологических баз.
– Оформляют технологические эскизы обработки заготовок на заданных операциях (или переходах) на бланках КЭ.
– Оформляют схемы базирования заготовок на тех же операциях (переходах), располагая их рядом с соответствующими технологическими эскизами.
– Рассчитывают погрешности  , обусловленные принятой схемой установки заготовки, по всем выдерживаемым на заданных операциях размерам.
, обусловленные принятой схемой установки заготовки, по всем выдерживаемым на заданных операциях размерам.
– Оформляют необходимые текстовые технологические документы на соответствующих бланках (МК, КТП, ОК). Пример оформления карты технологического процесса (КТП) обработки заготовки приведен в [5.7].
Содержание отчета
Отчет по лабораторной работе включает в себя титульный лист, комплект технологических документов, результаты расчета .
Технологические эскизы выполняют на КЭ, обрабатываемые поверхности показывают утолщенной линией и выделяют красным цветом и знаком обработки с указанием обеспечиваемых значений параметров шероховатости. Количество проекций обрабатываемой заготовки должно быть достаточным, чтобы полностью раскрыть содержание операции (перехода). Опоры, зажимы и установочные устройства изображают по ГОСТ 3.1107. Примеры разработки схем установки заготовок по ГОСТ 3.1107 даны в [5.5]. На технологических эскизах указывают также выдерживаемые и настроечные размеры (обозначения выдерживаемых размеров по ГОСТ 3.1702 и ГОСТ 3.1128). Инструмент изображают упрощенно в конце рабочего хода и указывают направление его вращения (при необходимости) и траекторию его движения (или траекторию движения рабочего органа станка). Над технологическим эскизом указывают номер и наименование операции, а также вид оборудования, на котором она выполняется. В качестве примера на рис. 5.13, а приведен технологический эскиз обработки паза в заготовке корпусной детали [5.6].
При выполнении схем базирования опорные точки на технологических базах заготовки изображают условными знаками по ГОСТ 21495 и нумеруют порядковыми номерами (арабскими цифрами), начиная с базы, на которой располагается наибольшее количество опорных точек, а обрабатываемые поверхности выделяют красной утолщенной линией. Примеры схем базирования заготовок по ГОСТ 21495 на различных операциях обработки резанием приведены в [5.1, 5.3, 5.4].
На рис. 5.13, б показана схема базирования заготовки корпусной детали на горизонтально-фрезерной операции при обработке паза. Для реализации схемы базирования в приспособлении использованы две опорные пластины, цилиндрический и срезанный (ромбический) установочные пальцы (см. рис. 5.13, а и рис. 5.13, в).
Расчет погрешностей производят по методикам, изложенным в учебных пособиях [5.3, 5.4].
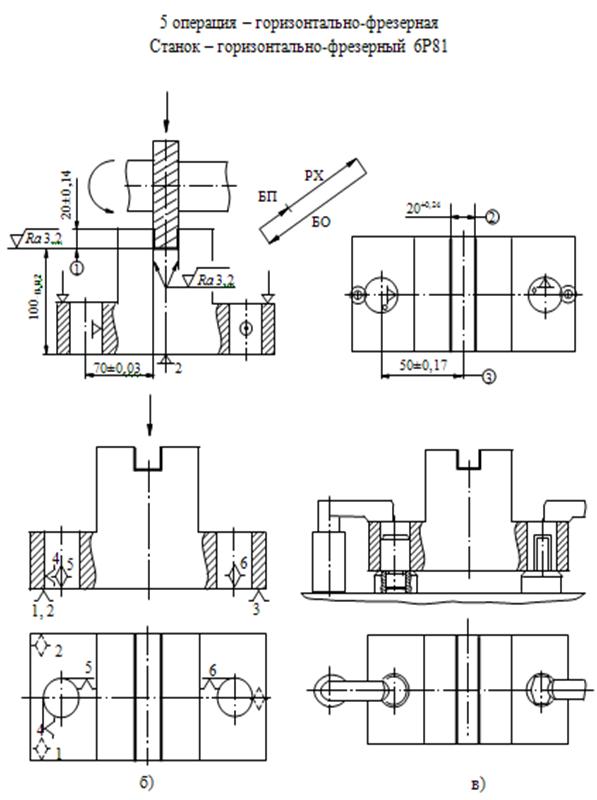
| Рис. 5.13.Технологический эскиз (а), схема базирования (б) и эскиз приспособления (в) для операций обработки паза в заготовке корпусной детали
| |
Вопросы для самопроверки
1) Что в технологии машиностроения понимают под базированием?
2) Каких степеней свободы необходимо лишить заготовку или изделие для придания им требуемого положения в выбранной системе координат?
3) Что в теории базирования понимают под опорной точкой?
4) Что такое база?
5) Как классифицируют базы по назначению, по числу лишаемых степеней свободы, по характеру проявления?
6) Что такое комплект баз?
7) Что такое схема базирования?
8) Какими условными знаками обозначают опорные точки?
9) Какие типовые комплекты баз используют для базирования заготовок и изделий?
10) Что такое установочная база?
11) Что такое направляющая база?
12) Что такое опорная база?
13) Что такое двойная направляющая база?
14) Что такое двойная опорная база?
15. Что такое явная база?
16) Что такое скрытая база первого вида и в чем ее отличие от скрытой базы второго вида?
17) Что в технологии машиностроения понимают под установкой?
18) Какими условными знаками обозначают опоры и зажимы на схемах установки?
19) Приведите примеры схем базирования и схем установки заготовок различных типов.
20) Что понимают под погрешностью базирования?
21) Приведите примеры расчета погрешности , обусловленной принятой схемой установки заготовки.
22) Какие текстовые технологические документы оформляют при описании технологических операций и процессов?
23) Изложите основные правила оформления текстовых технологических документов (МК, КТП, ОК).
24) Изложите правила оформления технологических эскизов.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
5.1. Колесов, И. М. Основы технологии машиностроения: учебник / И. М. Колесов. – М.: Высшая школа, 1999. - 591 с.
5.2. Маталин, А. А. Технология машиностроения: учебник / А. А. Ма-талин. – СПб.: Лань, 2008. – 512 с.
5.3. Худобин, Л. В. Базирование заготовок при механической обработке: учебное пособие / Л. В. Худобин, М. А. Белов, А. Н. Унянин; под общ. ред. Л. В. Худобина. – Ульяновск: УлГТУ, 2010. – 197 с.
5.4. Худобин, Л. В. Базирование заготовок при механической обработке: учебное пособие / Л. В. Худобин, М. А. Белов, А. Н. Унянин; под общ. ред. Л. В. Худобина. – Старый Оскол: ТНТ, 2011. – 248 с.
5.5. Справочник технолога-машиностроителя: в 2-х т. Т. 1 / А. М. Дальский, А. Г. Суслов, А. Г. Косилова и др.; под ред. А. М. Дальского,
А. Г. Косиловой, Р. К. Мещерякова, А. Г. Суслова. – 5-е изд. перераб. и доп. – М.: Машиностроение-1, 2001. – 912 с.
5.6. Лабораторный практикум по основам технологии машиностроения: учебное пособие / М. А. Белов, А. Н. Унянин, Ю. В. Псигин, О. Г. Крупенников; под ред. Л. В. Худобина. – Ульяновск: УлГТУ, 2010. – 149 с.
5.7.Унянин, А. Н. Лабораторные работы по технологии автомобиле- и тракторостроения: методические указания / А. Н. Унянин. – Ульяновск: УлГУ, 2012. – 40 с.
РАБОТА № 3. БАЗИРОВАНИЕ ЗАГОТОВОК НА ОПЕРАЦИЯХ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Цель работы
Привитие студентам навыков разработки схем базирования заготовок и технологических эскизов.




















 . Обозначение рельефа рабочей поверхности наносят непосредственно на обозначение соответствующей опоры, зажима или установочного устройства.
. Обозначение рельефа рабочей поверхности наносят непосредственно на обозначение соответствующей опоры, зажима или установочного устройства.

