Изучение конструкции и геометрии
Сверл и зенкеров
Методическое руководство к лабораторной работе
по курсу «Режущий инструмент»
для студентов специальности 151001 – «Технология машиностроения»
(для всех форм обучения)

НОВОУРАЛЬСК 2012
УДК 621.(075.8)
М и М - 2.3__________12
Автор: Закураев В.В., к.т.н., доцент
Изучение конструкции и геометрии сверл и зенкеров
Методическое руководство к лабораторной работе по курсу «Режущий инструмент»
для студентов специальности 151001 – «Технология машиностроения» для всех форм обучения
Новоуральск: НТИ НИЯУ МИФИ, 2012. - 18 с.
Методическое руководство рассмотрено на заседании кафедры ТМ
«__»_______________2012 г. Протокол №
Зав. кафедрой ТМ, к.т.н., доцент___________ Закураев В.В.
СОГЛАСОВАНО:
Председатель методической комиссии
д.т.н., проф. _________ Беляев А.Е.
Содержание
| 1 Цель работы
| 4
|
| 2 Основные типы сверл
| 4
|
| 2.1 Спиральные сверла
| 6
|
| 2.1.1 Основные части сверл
| 6
|
| 2.1.2 Основные элементы спирального сверла
| 7
|
| 2.2 Геометрические параметры режущих кромок сверла
| 8
|
| 2.3 Измерение спиральных сверл
| 10
|
| 3 Зенкеры
| 12
|
| 3.1 Типы зенкеров
| 12
|
| 3.1.1 Цилиндрический спиральный зенкер
| 12
|
| 3.1.2 Цилиндрический зенкер с направляющей цапфой
| 14
|
| 3.1.3 Конический зенкер
| 15
|
| 3.2 Части и геометрические элементы зенкера
| 15
|
| 3.3 Измерение зенкеров
| 16
|
| 4 Контрольные вопросы
| 17
|
| 5 Порядок выполнения
| 17
|
| Литература
| 17
|
Цель работы
Изучить конструкция и геометрию сверл, зенкеров, ознакомиться с областью применения, средствами контроля и оформлением чертежей.
Основные типы сверл
Сверление является одним из широко распространенных методов получения отверстий в деталях машин. Для сверления отверстий применяют различные типы сверл: спиральные, перовые, для глубокого сверления, центровочные, бесперемычные и др.
Сверла применяют для получения как сквозных, так и глухих отверстий в сплошном материале.
Спиральные сверла получили наибольшее распространение (рисунок 1,а.).
Перовые сверла (рисунок 1,б) имеют рабочую часть в виде лопаточек. Это наиболее старые по конструкции и осевые инструменты. Недостатком таких сверл, редко применяемых в настоящее время, является невысокая производительность обработки.
Центровочные сверла (рисунок 1,в) предназначены дляцентрирования отверстий в торцах заготовок; соединяют в себе два инструмента - сверло и коническую зенковку.
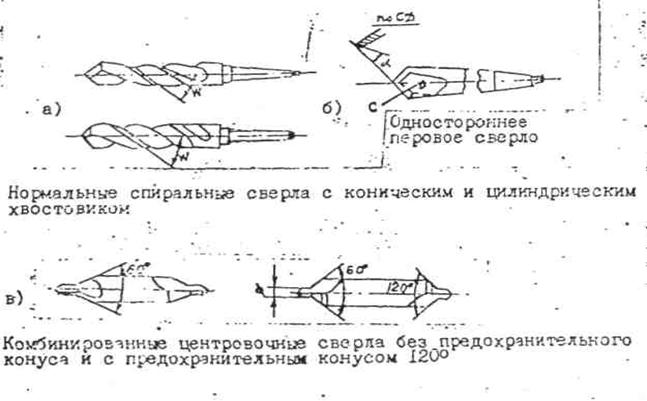
Рисунок 1 – Основные типы сверл
Продолжение рисунка 1 – Основные типы сверл
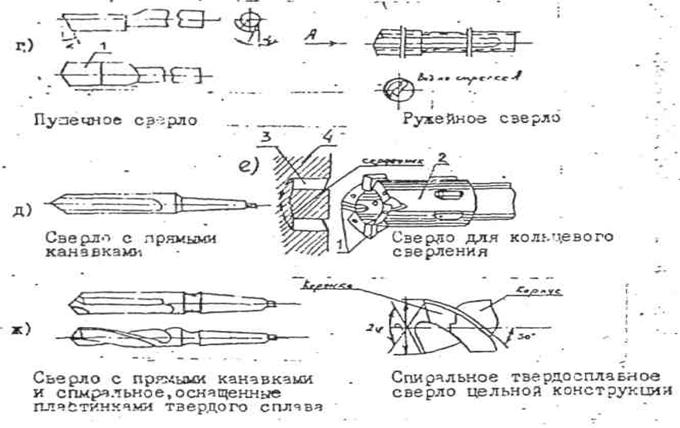
Сверла для глубокого сверления - пушечное и ружейное (рисунок 1,г.).
Пушечное сверло имеет одну режущую кромку, которая образуется при пересечении передней 1 и задней поверхностей. Задний угол в сверле применяется 8-10°. При сверлении такими сверлами получается небольшой увод оси обрабатываемого отверстия.
Ружейное сверло состоит из наконечника (быстрорежущая сталь), и приваренного к нему полого длинного стержня, диаметр которого меньше диаметра наконечника. У сверла одна режущая кромка, образованная одной вырезанной канавкой (рисунок 1,г).
Подача охлаждающей жидкости производится через внутреннюю полость сверла, а отвод стружки через зазор между стенками просверленного отверстия и продольной канавкой.
Сверла с прямыми канавками (смотри рисунок 1,д) применяются главным образом для сверления отверстий в тонких листах, в особенности, если эти листы изготовлены из вязкого металла. При работе этими сверлами не наблюдается заедания.
Сверло для кольцевого сверления (рисунок 1,е) применяют при обработке отверстий диаметром свыше 75-80 мм. Эти сверла своими режущими пластинками I, закрепленными в корпусе 2, выбирают канавку 3 в обрабатываемой детали 4. Внутренняя часть заготовки (сердечник), полученная в результате сверления, может быть использована для изготовления других изделий.
Сверла, оснащенные твердыми сплавами (рисунок 1,ж), позволяют значительно повысить режимы резания.
Спиральные сверла
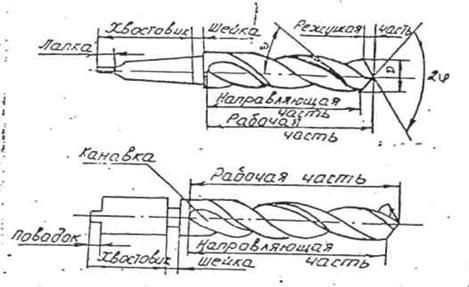
Основные части сверла
У спирального сверла различают следующие части (рисунок 2). Рабочая часть - часть сверла, снабженная двумя спиральными канавками. Рабочая часть включает в себя режущую и направляющую часть.
Режущая часть - часть сверла, заточенная на конус и несущая режущие кромки.
Направляющая часть - часть сверла, которая обеспечивает направление сверла в процессе резания.
Хвостовик - часть сверла, служащая для его закрепления и передачи крутящего момента. Лапка (у сверла, с коническим хвостовиком) служит упором при выбивании сверла из отверстия шпинделя. Поводок (у сверл с цилиндрическим хвостовиком) предохраняет сверло от проворачивания в патроне.
Рисунок 2 – Основные части сверла
Передняя поверхность – винтовая поверхность канавки, по которой сходит стружка.
Главная задняя поверхность - поверхность, обращенная к поверхности резания.
Главная режущая кромка - линия, образованная пересечением передней и главной задней поверхностей; главных режущих кромок у сверла две.
2.1.2 Основные элементы спирального сверла
Направляющая ленточка - узкая полоска на цилиндрической поверхности сверла, расположенная вдоль винтовой канавки (рисунок 3). Она обеспечивает сверлу направление при резании и калибровании отверстия.
Поперечная кромка - линия, образованная в результате пересечения обеих задних поверхностей.
Две главные режущие кромки, расположенные на режущей части (заборном конусе), образуют угол при вершине 2j, который при обработке конструкционных материалов, обычно, равен 116…118°. Угол наклона поперечной кромки ψ измеряется между проекциями поперечной и главных кромок на плоскость, перпендикулярную к оси сверла, при правильной заточке сверла угол ψ = 50 ¸ 55°.
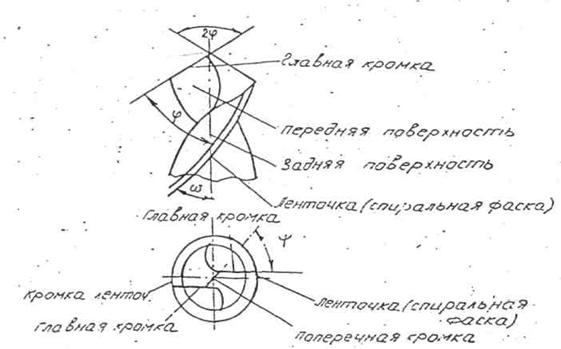
Рисунок 3 – Основные элементы сверла
Наклон винтовой канавки, по которой сходит стружка, определяется углом w, заключенным между осью сверла и касательной к винтовой линии по наружному диаметру сверла. Угол w определяет величину переднего угла: с увеличением угла w увеличивается передний угол γ и тем самым облегчается процесс стружкообразования. Наклон винтовой канавки у сверл составляет от 18 до 30°. С увеличением угла w уменьшается прочность сверла, вследствие чего у сверл малого диаметра он делается меньше, чем у сверл большого диаметра.
Измерение спиральных сверл
Для измерения спирального сверла применяют следующие инструменты: универсальный угломер, штангенциркуль, микрометр, делительную головку, индикатор.
Диаметр сверла измеряют штангенциркулем между ленточками у заборного конуса с точностью до 0,05 мм рисунок 6.
Рисунок 6 – Измерительный диаметр
С целью определения угла обратного конуса j1 измеряют также диаметр сверла у хвостовика. Угол обратного конуса сверла определяют на длине 100 мм.
Угол наклона поперечной кромки ψ измеряют универсальным угломером рисунок 7.
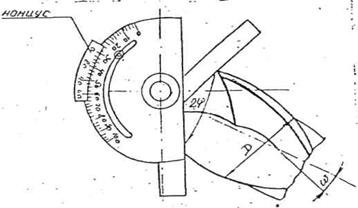
Рисунок 7 – Измерение угла при вершине
Толщину перемычки «в» измеряют штангенциркулем или микрометром с острыми наконечниками непосредственно у самой вершины сверла. Длину «а» поперечной кромки измеряют или подсчитывают по формуле:
а = 
где в - толщина перемычки;
ψ - угол наклона поперечной кромки.
Угол 2 j при вершине спирального сверла измеряют универсальным угломером, как показано на рисунке 7.
Угол наклона винтовой линии w определяют из соотношения

где Т - шаг винтовой линии;
D - диаметр сверла.
Схема измерения задних углов спирального сверла показана на рисунке 8.
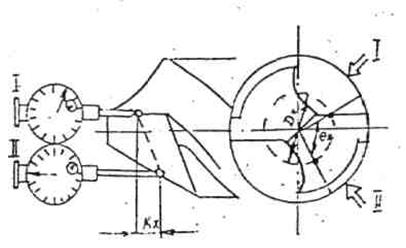
Рисунок 8 – Измерение задних углов
Сверло закрепляется в шпиндель делительной головки в горизонтальном положении. Измерительный стержень индикатора устанавливается в какой-либо точке режущей кромки диаметра Dx. После этого сверло поворачивается на угол θх порядка 15°. При повороте сверла измерительный стержень индикатора перемещается на величину Кх . Величина заднего угла подсчитывается по формуле

где К х - перемещение измерительного стержня индикатора при повороте сверл на х
θх - угол поворота сверла;
Dx – диаметр выбранной точки режущей кромки сверла, в мм.
Зенкеры
Зенкеры применяются для обработки ранее просверленных, отлитых или штампованных отверстий, либо для обработки торцовых поверхностей. Зенкеры разделяются на следующие основные группы:
- цилиндрические зенкеры, служащие для обработки (зенкерования) цилиндрических отверстий на 1,0 - 0,8 мм;
- цилиндрические зенкеры (зенковки) с направляющей цапфой, предназначенные для получения отверстия под цилиндрическую головку винта;
- конические зенкеры (зенковки), применяемые для зенкерования конических отверстий под головки винтов, для удаления заусенцев с краев отверстий и для зенкерования центровых отверстий в деталях;
- торцовке зенкеры для зачистки торцовых плоскостей, бобышек, приливов и т.п.
По способу крепления зенкеры разделяются на хвостовые и насадные. По конструктивному оформлению зенкеры делятся на цельные, сварные, сборные и с пластинкам из твердого сплава.
Типы зенкеров
3.1.1 Цилиндрический спиральный зенкер широко применяется как промежуточный инструмент между сверлом и разверткой. Зенкер имеет три или четыре режущих лезвия. Это обеспечивает зенкеру лучшее направление в отверстии и более точную обработку, чем после сверла. У зенкера отсутствуют поперечная кромка, что значительно облегчает условия резания.
Трехзубые зенкеры (рисунок 9) изготавливают цельными для отверстий диаметром от 10 до 32 мм.
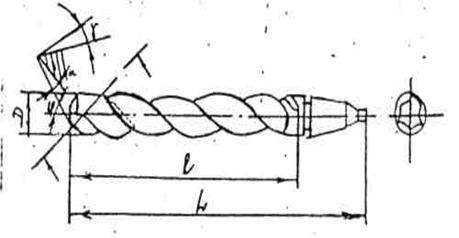
Рисунок 9 – Цельный трехзубый зенкер
Четырехзубые зенкеры делают насадными, цельными или со вставными регулируемыми ножами.
Насадные цельные зенкеры рисунок 10 делают для отверстий, диаметром до 40 мм.
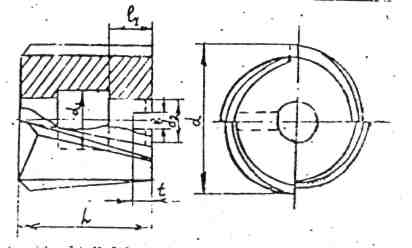
Рисунок 10 – Насадной четырехзубый зенкер
Насадные зенкеры со вставными регулируемыми ножами предназначены для отверстий диаметром от 40 до 100 мм рисунок 11.
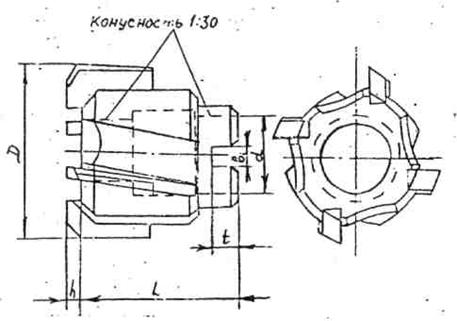
Рисунок 11 – Насадной четырехзубый зенкер со вставными ножами
Зенкеры, оснащенные твердым сплавом, выполняются двух видов: цельные и насадные рисунок 12.
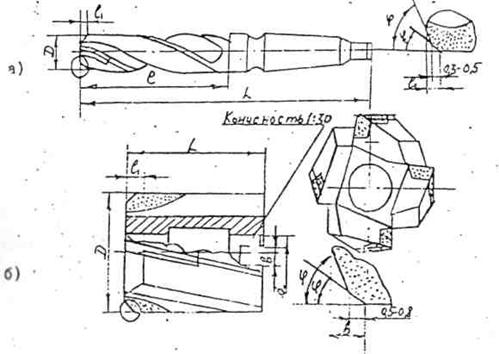
Рисунок 12 – Зенкеры с напаянными пластинками из твердого сплава
Цельные зенкеры изготавливают диаметром от 14 до 38 мм, а насадные от 34 до 60 мм. Применяются также зенкеры с пластинами из твердого сплава, напаянными на вставные ножки. Эти зенкеры делают хвостовыми и насадными.
Необходимо отметить, что зенкеры со вставными ножами являются более удобными в эксплуатации в сравнении с зенкерами, имеющими напаянные зубья. Корпус последних сохраняется долгое время, а заменяются лишь изношенные и выкрошенные зубья. Замена зубьев и их перешлифовка требует наибольшей затраты времени.
3.1.2 Цилиндрический зенкер с направляющей цапфой обеспечивает соосность рисунок 13.
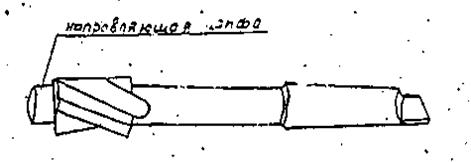
Рисунок 13 - Цилиндрический зенкер с направляющей цапфой
Цапфа служит для точного направления отверстия. Цилиндрические зенкеры часто для удобства заточки делают со сменной направляющей цапфой.
3.1.3 Конический зенкер применяют для зенкерования конусных отверстий под головки винтов, а также для получения центровых отверстий в заготовках для возможности обработки их в центрах (рисунок 14).
Конические зенкеры различаются как конструктивной формой, так и углом конусности. По углу конусности все зенкеры можно разделить на четыре группы: с углами 30° (см.рис. 14), 60°, 90°, 120°.

Рисунок 14 - Конический зенкер с углом конусности 30°
Измерение зенкеров
Для измерения зенкера применяются следующие инструменты: универсальный угломер, штангенциркуль.
Диаметр и все конструктивные элементы зенкера определяются штангенциркулем.
Угол режущей части j, задний угол a и передний угол γизмеряются при помощи универсального угломера.
Угол наклона винтовой канавки w определяют по отпечатку, получаемому путем прокатывания зенкера по бумаге (через копировальную бумагу) и измеряемому универсальным угломером.
4 Контрольные вопросы
4.1 Назовите элементы спирального сверла.
4.2 Назовите элементы режущей части сверла и их назначение.
4.3 Назовите типы сверл и их особенности.
4.4 В каких плоскостях рассматриваются задние углы сверла.
4.5 Как изменяются передние и задние углы по длине режущей части сверла?
4.6 Как изменяется угол наклона винтовой канавки w для различных.точек режущей кромки?
4.7 Где у спирального сверла находится обратный конус?
4.8 Назовите части зенкера.
4.9 Назовите геометрические параметры зенкера.
4.10 Какие вы знаете типы зенкеров?
4.11 Как измеряется угол обратного конуса j1 у зенкера?
4.12 Как измеряется передний угол γ у зенкера?
Порядок выполнения работы
5.1. Ознакомление с основными типами сверл и зенкеров.
5.2. Ознакомление с основными понятиями об элементах геометрии спирального сверла и зенкера.
5.3. Измерение геометрических и конструктивных элементов спирального сверла и зенкера.
5.4. Составление рабочих эскизов сверла и зенкера.
Литература
1. Вульф А.М. Резание металлов, Л.: Машиностроение, 1988, -с.415
2. Ящерицын П.И. Основы механической обработки и сборки в машиностроении. Минск; Высшая школа, 1974. -с.607
3. Филиппов Г.В. Режущий инструмент. Л.: Машиностроение, 1981. -с.392.
УДК 621.(075.8)
М и М - 2.3. 12
Сверл и зенкеров
Методическое руководство к лабораторной работе
по курсу «Режущий инструмент»
для студентов специальности 151001 – «Технология машиностроения»
для всех форм обучения
Новоуральск: НТИ НИЯУ МИФИ, 2012. - 18 с.
| Сдано в печать
| Формат
| Бумага писчая
|
| Печать плоская
| Усл.печ.л.
| Уч.-изд.л.
|
| Тираж экз.
| Заказ
| Цена
|
| Отпечатано в НТИ НИЯУ МИФИ
| |
изучение конструкции и геометрии
Сверл и зенкеров
Методическое руководство к лабораторной работе
по курсу «Режущий инструмент»
для студентов специальности 151001 – «Технология машиностроения»
(для всех форм обучения)
НОВОУРАЛЬСК 2012
УДК 621.(075.8)
М и М - 2.3__________12
Автор: Закураев В.В., к.т.н., доцент