Патрон предназначен для токарной обработки заготовки в центрах. Плавающие захваты компенсируют шероховатость на поверхности заготовки при ее установке. Комплект из трех кулачков, зажимая деформирующуюся часть (диафрагму) заготовки, центрирует ее с помощью штифтов для предварительной установки. Затем заготовка зажимается прихватами.
Привод патрона - гидравлический цилиндр. Поводковые патроны используют на токарных станках при обработке заготовок деталей типа вала в центрах. Поводковый патрон через палец-поводок и хвостовик хомутика, который крепится на заготовке винтом, передает вращение заготовке.
Универсальный поводковый патрон предназначен для базирования заготовок типа вала и передачи им крутящего момента при обработке на токарных станках, в том числе с ЧПУ. В отверстии корпуса хвостовика установлен плавающий центр и пружина, расположенная между резьбовыми втулками. В задний торец центра установлена штанга. Корпус патрона имеет выточку иод диск, в котором закреплены через 120° три неподвижных пальца.
На диске установлены также три пальца, на которых закрепляют сменные кулачки незубчатыми поверхностями и поворотный кожух. Диск, поворачиваясь, увлекает за собой кулачки, которые пазами охватывают неподвижные пальцы и, перемещаясь вместе с диском, поворачиваются относительно пальцев, в результате чего кулачки равномерно зажимают заготовку, передавая ей крутящий момент. При повороте кожуха против часовой стрелки кулачки раскрываются и фиксируются подпружиненным фиксатором.
Все приспособления для токарных станков делятся на универсальные, предназначенные для обработки различных заготовок, и специальные - для обработки только одной заготовки.
Рассмотрим универсальные приспособления для токарно-винторезных станков.
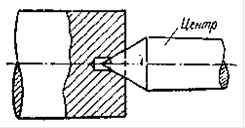
Рис. 1
Центры служат для установки (базировки) заготовок между шпинделем станка и пинолью задней бабки. Для установки заготовок в центрах, на их торцах предварительно высверливают центровые отверстия.
Передача крутящего момента от шпинделя при обработке в центрах обычно осуществляется патронами или поводковыми устройствами.
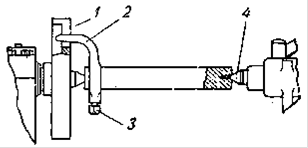
Рис. 2
На рисунке приведен поводковый патрон, навинчиваемый на шпиндель, и хомутик 2, закрепляемый на левом конце заготовки с помощью болта 3. При скоростной обработке валов применяют задние центры 4 наплавленные сормайтом или оснащенные пластинками из твердых сплавов, а также вращающиеся центры.
С целью сокращения времени для закрепления заготовки и обеспечения безопасности работы применяют различные самозажимные хомутики или самозажимные поводковые патроны. Действие самозажимного хомутика легко помять при рассмотрении рисунка. При вращении поводкового патрона его палец 2 упирается в рычаг 1 хомутика, который и зажимает обрабатываемую заготовку 3.
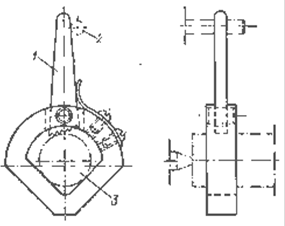
Рис. 3
Самоцентрирующиеся патроны применяются обычно для закрепления цилиндрических заготовок при одновременном их центрировании. Самоцентрирующийся патрон закрепляется на шпинделе станка. Существует несколько конструкций центрирующих механизмов патронов: с двузначным винтом, спиральные, реечные и др. с числом кулачков от 2 до 4. Значительная экономия времени при закреплении деталей в патронах достигается применением быстродействующих приводов. У четырех кулачковых патронов каждый кулачок можно перемещать отдельно, что позволяет закреплять в них некруглые и несимметричные заготовки. Выверка заготовок в четырех кулачковых патронах в ряде случаев требует много времени.
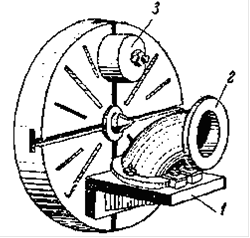
Рис. 4
В тех случаях, когда закрепление заготовок в обычных патронах невозможно, применяют специальное приспособление или планшайбу, к которой прикрепляется угольник. На нем устанавливается и закрепляется обрабатываемая заготовка 2. Для уравновешивания вращающихся масс к планшайбе прикрепляется противовес 3.
Самоцентрирующиеся и четырехкулачковые патроны приведенной конструкции, а также планшайба требуют ручного зажима заготовки. Это является их общим недостатком. В массовом и серийном производстве, с целью сокращения вспомогательного времени, применяют быстродействующие пневматические, гидравлические, электрические патроны и др.
При обтачивании нежестких валов (длина которых в 10 раз и более превышает их диаметр) установка их только на центрах, без опоры в средней части, оказывается недостаточной, так как при этом под действием усилия резания будет происходить значительный изгиб заготовки. Это затрудняет обработку и вызывает понижение точности. Предотвращение изгиба обеспечивается введением дополнительной опоры для заготовок. В качестве такой опоры используются люнеты.
Каждый токарный станок снабжается обычно двумя люнетами - подвижным и неподвижным. Неподвижный люнет устанавливается и закрепляется на станине; он имеет три кулачка, поддерживающие заготовку при обработке. Кулачки люнета обычно оснащаются бронзовыми подушками, заливаются баббитом или снабжаются роликами. При высоких скоростях резания наблюдается значительное нагревание бронзовых или даже баббитовых кулачков и обрабатываемой заготовки, поэтому для скоростной обработки валов рациональнее применять специальные люнеты.
Подвижный люнет устанавливается на продольных салазках суппорта; его кулачки касаются обработанной поверхности и принимают на себя то давление, которое при отсутствии их вызвало бы изгиб заготовки.
Рационально применять подвижные люнеты - виброгасители, которые не только предотвращают изгибы заготовок, но одновременно гасят вибрации, возникающие при обработке валов. Копировальная (конусная) линейка является приспособлением для обтачивания конусов. На этом же принципе осуществляется обычно обработка фасонных (криволинейных) поверхностей, в этом случае на место копировальной линейки устанавливают специальный профильный копир, который имеет контур, соответствующий требуемому профилю детали.





