Часто величину угла заострения Р режущей части шабера для стали принимают 75 - 90° в связи с тем, что при установке шабера под углом α = 15 - 25° угол резания δ = 105 - 115°. Такой угол заострения обеспечивает наиболее легкое снятие металла, так как шабер излишне не врезается в металл. Однако в ряде случаев целесообразно величину углов выбирать в зависимости от характера работы, твердости обрабатываемого металла и формы шабера.
На рис. 318, а даны углы заточки шабера для обработки чугуна и бронзы, на рис. 318, б - для обработки стали. Заточка шабера под углом 35 - 40° (рис. 318, в) для чернового шабрения мягких металлов, предложенная В. С. Горбуновым и Н. И. Пахневым (станкостроительный завод имени Орджоникидзе), позволяет увеличить толщину стружки до 0,01 мм вместо 0,001 мм.
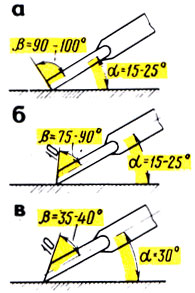
Рис. 318. Углы заточки шаберов для обработки: а - чугуна и бронзы, б - стали, в - мягких металлов
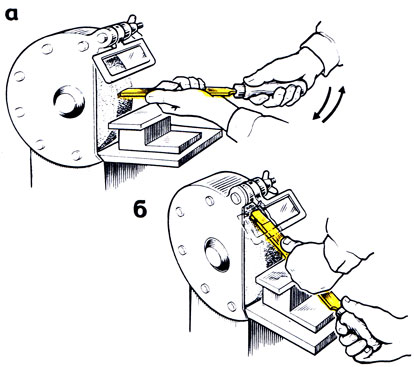
Рис. 319. Заточка плоского шабера: а - торца, б - боковой поверхности
Затупленные шаберы затачивают на заточном станке с охлаждением на корундовом круге в следующем порядке: шабер берут правой рукой за рукоятку, а левой обхватывают его как можно ближе к рабочему концу. Опираясь плоской гранью шабера на подручник, плавно подводят торцовый конец к кругу. Положение шабера должно быть горизонтальным, а ось его должна совпадать с центром круга (рис. 319, а).
Плавным движением правой руки, не отнимая конца шабера от круга, делают небольшие горизонтальные движения для образования на торцовой части криволинейной режущей кромки. Большую кривизну придают для точного шабрения, меньшую - для предварительного.
Заточка широкой грани шабера (рис. 319, б) осуществляется так же.
После заточки на лезвии шабера получаются заусенцы и неровности, поэтому лезвие после заточки правят (доводят), причем так, чтобы на нем нельзя было обнаружить под лупой (увеличение в 2,5 раза) неровности, снижающие качество шабрения. Шабер доводят на абразивных брусках зернистостью 90 и выше. Поверхность бруска смазывают тонким слоем машинного масла. Вместо оселка при заправке шаберов можно применять ровную чугунную плитку, которую покрывают жидкой пастой из наждачного 60-минутного порошка с машинным маслом. Оселок во время заправки шабера помещают на деревянную неподвижную подкладку, в которой вырезано гнездо по размеру оселка. При доводке торцовую часть шабера устанавливают на оселок (рис. 320, а), двумя пальцами левой руки шабер удерживают за рукоятку, слегка прижимая его к оселку, а правой рукой совершают колебательные движения.

Рис. 320. Доводка (заправка) шабера на бруске: а - торцовой поверхности, б - боковой
После доводки (заправки) режущей части шабер правят по плоскости (участки широких граней, прилегающие к торцу). Двумя руками удерживая шабер в горизонтальном положении на оселке (рис. 320, б), делают движения вдоль режущих кромок. Для точного шабрения и окончательной доводки режущей части шабера (получения зеркальной поверхности) применяют пасты ГОИ (Государственного оптического института). Заточку пластинок с твердосплавным лезвием ведут на заточном круге из зеленого карбида кремния. Пластинки из твердых сплавов доводят на чугунной плите, покрытой мелкозернистым абразивным порошком, или на мелкозернистых абразивных брусках.
Повторно шабер заправляют сразу, как только почувствуют небольшое затупление. В среднем за 7 ч работы шабер заправляют 4 - 6 раз в зависимости от характера шабрения и от обрабатываемого материала.
Основные приемы шабрения
Перед шабрением поверхности очищают, промывают, протирают, затем наносят на них краску.
Краски для шабрения. После очистки заготовки перед шабрением выявляют неровности путем окрашивания поверхностей краской. Шабровочная краска представляет собой смесь машинного масла с лазурью и (:еже с суриком и ультрамарином (синька), которые в отличие от лазури плохо смешиваются с маслом и нечетко видны на детали. Лазурь можно заменить сажей, замешанной на смеси автола с керосином.
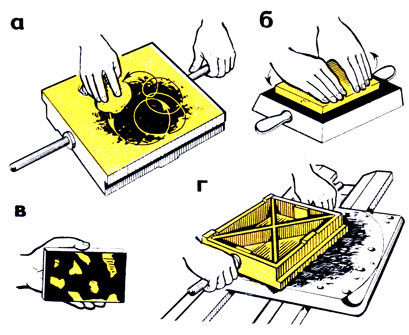
Рис. 321. Окрашивание плоских поверхностей при шабрении: а - окрашивание плиты, б - перемещение детали по плите (окрашивание), в - окрашенная деталь, тампоном, г - перемещение плиты по детали
Краску измельчают так, чтобы между пальцами не ощущалось зерен. Затем краску насыпают в баночку (металлическую или стеклянную) и вливают туда масло. Количество машинного масла в смеси должно быть таким, чтобы краска имела консистенцию пасты, но не жидкой, так как излишек масла будет расплываться по контрольной плите и проверяемая поверхность при наложении ее на плиту вся покроется краской.
Окрашивание поверхности. Краску наносят на поверхность плиты тампоном (рис. 321, а) из чистых льняных тряпок, сложенных в несколько слоев. Удобно наносить краску также мешочком, изготовленным из чистого полотна (холста), в который накладывают краску.
Мешочек и тампоны в паузах между окрашиваниями кладут в чистую стеклянную посуду или жестяную баночку. Ни в коем случае не следует класть в мешочек сухую краску и обмакивать его в масло.
Перед окрашиванием с поверхности детали удаляют стружку и грязь волосяной щеткой или чистой тряпкой, деталь осторожно накладывают обрабатываемой поверхностью на поверхность плиты и медленно передвигают. Для достижения равномерного износа плиты необходимо использовать всю ее поверхность.
После двух-трех круговых движений по плите (рис. 321, б) деталь осторожно снимают. На хорошо обработанных поверхностях краска ложится равномерно по всей поверхности (рис. 321, в), на плохо подготовленных - неравномерно. В небольших углублениях краска будет скапливаться, а в местах более углубленных ее вообще не будет. Так возникают белые пятна - наиболее углубленные места, не покрытые краской; темные пятна - менее углубленные, в них скопилась краска; серые пятна - наиболее выступающие, на них краска ложится тонким слоем.
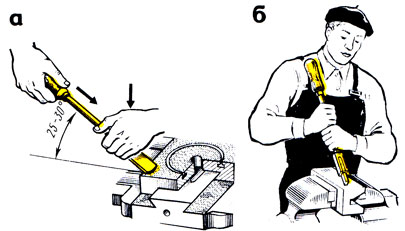
Рис. 322. Приемы шабрения плоских деталей: а - 'от себя', б - 'но себя'
При определении неровностей на поверхностях тяжелых деталей, не снимаемых с места, закрашенный поверочный инструмент - плиту (рис. 321, г) или линейку - перемещают по контролируемым поверхностям.
Легкие детали (изделия) при шабрении устанавливают на слесарном верстаке, а крупные и тяжелые - на козлах.
Процесс шабрения заключается в постепенном снятии металла с окрашенных участков (серые пятна). Шабер держат правой рукой за ручку, а левой нажимают на конец шабера (рис. 322, а). По отношению к обрабатываемой поверхности шабер устанавливают под углом 25 - 30°, а режущая кромка должна находиться на окрашенной поверхности. Металл снимают скоблением. Рабочим ходом при шабрении является движение вперед, т. е. "от себя", а при работе плоским шабером с отогнутым вниз концом -движение назад, т. е. "на себя". При движении назад (холостой ход) шабер приподнимают.






