Места проведения сварочных работ разделяют на постоянные и временные. Постоянные (стационарные) места предназначены для работ, которые выполняются в специально оборудованных цехах, мастерских и т.д. Рабочее место сварщика должно располагаться в специальной кабине, примерная компоновка которой представлена на рис.4.
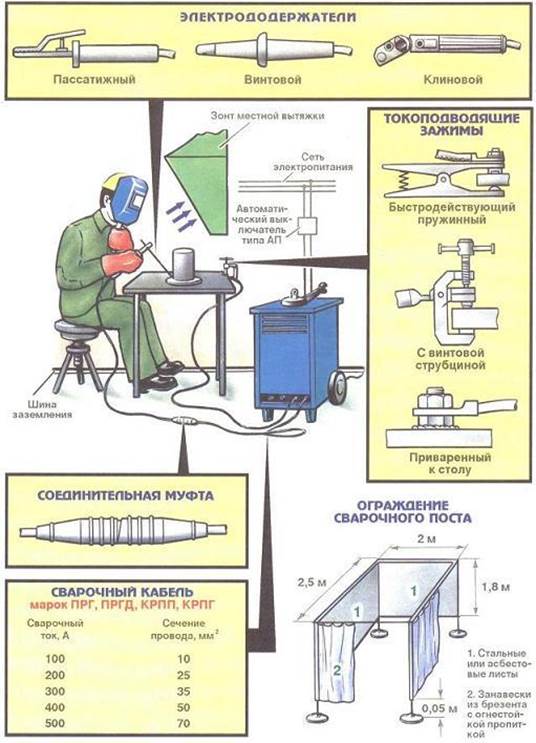
Рис.4. Рабочее место сварщика
Постоянным рабочее место закрепленное за рабочим или бригадой рабочих, оснащенной в соответствии с требованиями определенного технологического процесса оборудованием, инструментом, приспособлениями и т. д.
При обслуживании рабочего места необходимо обращать внимание на определенный круг вопросов:
- своевременность получения сменных заданий, нарядов, чертежей;
- поддержание оборудования в работоспособном состоянии;
- своевременность и способы доставки на рабочее место материалов, заготовок, электродов и т. п.;
- контроль качества изготовляемой на рабочем месте продукции;
- поддержание на рабочем месте надлежащего порядка.
Кабина на два поста и более, а также рабочие места сварщиков ручной и механизированной дуговой сварки на поточных и конвейерных линиях, должны быть разделены ограждающими ширмами, защищающими сварщиков от излучения дуги, брызг расплавленного металла, и обеспечивать достаточное пространство для каждого работающего.
Сварочный пост оснащают генератором, выпрямителем или сварочным трансформатором
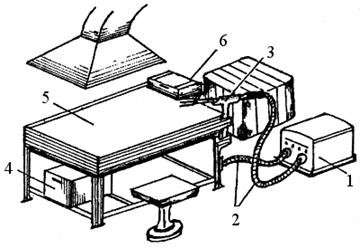
Рис. 5 Постоянный сварочный пост: 1-источник электропитания; 2-кабели; 3-электродержатель; 4-ящик для электродов; 5-стол; 6-ящик для инструментов;
При сварке изделий с подогревом рабочее место должно быть специально оборудовано экранами, укрытиями для подогретого изделия или панелями радиационного охлаждения, обеспечивающими снижение облучения сварщика в соответствии с требованиями санитарных норм микроклимата производственных помещений, утвержденных Минздравом.
Органы управления сварочными процессами на поточно-механизированных и конвейерных линиях следует объединять (или располагать в непосредственной близости) с пультами управления грузоподъемными транспортными средствами.
Рабочее место на поточно-механизированной или конвейерной сборочно-сварочной линии должно быть оборудовано креслом по ГОСТ 21889-76 или сидениями со спинкой, изготовленными из нетеплопроводного материала.
Работа в замкнутых или ограниченных пространствах производится сварщиком под контролем наблюдающего с квалификационной группой по технике безопасности II и выше, который должен находиться снаружи. Сварщик должен иметь предохранительный пояс с канатом, конец которого находится у наблюдающего.
Рабочие места, расположенные выше 1,3 м от уровня земли или сплошного перекрытия, должны быть оборудованы ограждениями в соответствии с ГОСТ 12.4.059-89 высотой не менее 1,1 м, состоящими из поручня, одного промежуточного элемента и бортовой доски шириной не менее 0,15 м.
Для удаления сварочной пыли и газов должна устанавливаться вытяжная вентиляция, удаляющая вредные газы и пыль непосредственно у места их образования.
При временном или аварийном отключении от общей вентиляции или местных отсосов при сварке, наплавке в помещениях и на открытых площадках, где концентрация газов не превышает предельно допустимые нормативные нормы, а запыленность воздуха высокая, для защиты органов дыхания применять противопылевые респираторы.
Временные рабочие места сварщика применяют для работ, которые выполняются непосредственно на оборудовании или установках, которые невозможно переместить к сварочному посту. Такие места должны быть отгорожены огнестойкими ширмами, щитами и обеспечены средствами первичного пожаротушения и огнетушителями. Тип, емкость и количество огнетушителей определяют в зависимости от их производительности, площади действия, класса помещения и т.д. Кроме огнетушителя рабочее место сварщика оборудуется ящиком с песком, ведром и другими средствами пожаротушения.
Рабочие места, расположенные выше 1,3 м от уровня земли или сплошного перекрытия, должны быть оборудованы ограждениями в соответствии с ГОСТ 12.4.059-89 высотой не менее 1,1 м, состоящими из поручня, одного промежуточного элемента и бортовой доски шириной не менее 0,15 м.
При производстве сварочных работ на высоте более 5 м должны устраиваться леса (площадки) из несгораемых (трудносгораемых) материалов в соответствии с требованиями ГОСТ 26887-86, ГОСТ 27321-87, ГОСТ 24258-88.
При отсутствии лесов (площадок) электросварщики должны пользоваться предохранительными поясами и огнестойкими страховочными фалами с карабинами. Рабочие должны пользоваться специальными сумками для инструмента и сбора огарков электродов.
При выполнении сварочных работ в монтажных условиях на открытом воздухе рабочее место сварщика и оборудование обязательно должно быть защищено от атмосферных воздействий. Для этих целей применяют палатки, навесы или переносные тенты и т.д.
Применение сварочного оборудования на монтажных площадках создает ряд трудностей по его хранению. Каждый раз после окончания работы нужно перемещать аппарат к месту хранен» Лучше всего, если сварочный аппарат содержится закрытом помещении, а к рабочему месту протянуты только сварочные кабели. Если это невозможно, то лучше всего сварочный аппарат установить на передвижную тележку, что. значительно облегчит его транспортировку.
Электросварщики обеспечиваются специальной защитной одеждой, специальной обувью и средствами индивидуальной защиты в зависимости от характера работ, согласно действующих отраслевых норм. Электросварщики обязаны использовать средства индивидуальной защиты, а именно:
- электросварщики ручной дуговой сварки – костюм брезентовый, перчатки диэлектрические (дежурные), щиток защитный (маску), ботинки кожаные, рукавицы брезентовые;
2.1. Инструменты и приспособления электросварщика ручной сварки
Шлемы (маски) применяют для защиты лица сварщика от вредного действия лучей сварочной дуги и брызг расплавленного металла. Их изготовляют по ГОСТ 1361 из фибры черного матового цвета или специально обработанной фанеры. Щитки и шлемы должны иметь массу не более 0,6 кг. В щиток или шлем вставляют специальный светофильтр, удерживаемый рамкой размером 120 x 60 мм.
Нельзя пользоваться случайными цветными стеклами, так как они не могут надежно защищать глаза от невидимых лучей сварочной дуги, вызывающих хроническое заболевание глаз.
Электрододержатели применяют для закрепления электрода и подвода к нему тока при ручной электродуговой сварке.
Основные параметры электрододержателей должны соответствовать указанным в табл. 1.
Табл.1

Электрододержатели должны допускать возможность захвата электрода не менее чем в двух положениях: перпендикулярно и под углом не менее 115° к оси электрододержателя. Конструкция электрододержателя должна обеспечить время на смену электрода не более 4 с. Токоведущие части электрододержателей должны быть надежно изолированы от случайного соприкосновения со свариваемым изделием или руками сварщика. Сопротивление изоляции должно быть не менее 5 Мом.
Изоляция рукоятки должна выдерживать без пробоя в течение 1 мин испытательное напряжение 1500 В при частоте 50 Гц.
Превышение температуры наружной поверхности рукоятки при номинальном режиме работы не должно быть более 55° С. Поперечное сечение рукоятки на длине, охватываемой ладонью сварщика, должно вписываться в круг диаметром не более 40 мм.
Электрододержатели должны обладать достаточной механической прочностью.
Для присоединения провода к изделию применяют винтовые зажимы типа струбцин, в которые конец провода впаивают твердым припоем. Зажимы должны обеспечивать плотный контакт со свариваемым изделием.
Для зачистки швов и удаления шлака применяют проволочные щетки – ручные и с электроприводом.
Для клеймения швов, вырубки дефектных мест, удаления брызг и шлака служат клейма, зубила, молотки.
Для хранения электродов при сварке на монтаже применяют брезентовые сумки длиной 300 мм, подвешиваемые к поясу сварщика. В цеховых условиях для этой цели используют стаканы, изготовленные из отрезка трубы диаметром 50-75 мм, длиной 300 мм, с приваренным донышком-подставкой.
Электросварщик должен быть снабжен комплектом вспомогательныхинструментов, в который входят:
- пневмошлифмашинка;
- молоток с заостренным концом для отбивания шлака;
- стальные щетки (широкая и узкая) для очистки свариваемых кромок и поверхностей швов (ТУ 406-297);
- слесарный молоток по ГОСТ 2310-77 и зубило длинной не менее 150 мм по ГОСТ 7211 для вырубки мелких дефектов;
- набор шаблонов для промера размеров швов;
- персональное клеймо для клеймения швов.
Электросварщик при выполнении автоматической и полуавтоматической сварки под флюсом должен быть снабжен комплектом вспомогательных инструментов, в который входят:
- набор гаечных ключей по ГОСТ 2838;
- отвертка (ГОСТ 10754);
- напильник (ГОСТ 1465);
- плоскогубцы комбинированные по ГОСТ 5547-75; - молоток № 8 по ГОСТ 2310;
- зубило длиной не менее 150 мм или пневмозубило;
- тара для флюса;
- совок;
- пневмошлифмашинка с зачистными кругами по ГОСТ 21963;
- персональное клеймо для клеймения швов.
Сварочные провода служат для подвода тока от сварочной машины или трансформатора к электроде держателю и свариваемому изделию. Э1ектрододержатели снабжают гибким изолированным проводом ПРГ (провод резиновый гибкий) или ПРГН (провод резиновый гибкий нейритовый), сплетенным из большого количества медных, отожженных и пролуженных проволочек диаметром 0,18—0,2 мм.
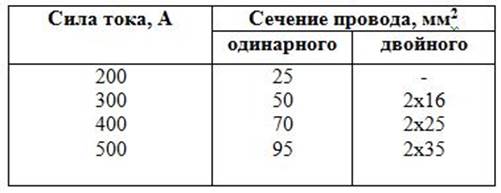
Рекомендуемые сечения сварочного провода приведены в табл. 2.
Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи.
Табл.2