Степень точности поверхности отливки - 8.
По табл. 12 ГОСТ 26645-85 шероховатость поверхности для 8 степени точности поверхности составляет Rа 10 мкм.
Определение допуска смещения отливки по плоскости разъёма
Для определения смещения необходимо определить класс размерной точности и номинальный размер наиболее тонкой из стенок отливки, выходящих на разъём или пересекающих его. В данном примере класс размерной точности – 7 - допуск на смещение 0,6 мм.
В соответствии с полученной высотой уступов выбираем формовочные уклоны 1°35'. С учетом требований чертежа детали для всех сопряжений радиус закругления - 2 мм.
По полученным данным определяем номинальные размеры отливки и оформляем чертеж заготовки. Общей черновой и чистовой базой служит ось отливки. За вторую черновую базу выбран торец поверхности Ø16 мм, который обеспечивает надежную фиксацию заготовки в осевом направлении при механической обработке. В качестве второй базы чистовой обработки выбран правый торец отливки, который обрабатывается при базировании на черновые базы.
В п. 3 технических требований чертежа приведено условное обозначение точности отливки 7-3-8-9 – См. 0,6 ГОСТ 26645-85 (7-й класс размерной точности, 3-я степень коробления, 8-я степень точности поверхностей, 9-й класс точности массы) с допуском смещения по линии разъема 0,6 мм. Расчетная масса отливки 0,33 кг.
Определение массы детали и заготовки
Масса заготовки определена в пункте 2.1.
Для определения массы детали разобьем ее на элементарные объемы и определим величину каждого из них.


Плотность серого чугуна – 7,0 г/см3.

Разработка чертежа заготовки
Чертеж заготовки представлен в Приложении 2.
Определение типа производства и такта выпуска
Тип производства определяю по [10, стр. 24, табл. 3.1]. При массе детали – 0,26 кг, и программе выпуска – 6500 шт. принимаю тип производства – среднесерийное.
Таблица 4
Виды производства
| Масса детали, кг
| Тип производства
|
| единичное
| мелкосерийное
| среднесерийное
| крупносерийное
| массовое
|
| <1,0
| <10
| 10-2000
| 1500-100000
| 75000-200000
| 200000
|
| 1,0-2,5
| <10
| 10-1000
| 1000-50000
| 50000-100000
| 100000
|
| 2,5-5,0
| <10
| 10-500
| 500-35000
| 35000-75000
| 75000
|
| 5,0-10
| <10
| 10-300
| 300-25000
| 25000-50000
| 50000
|
| >10
| <10
| 10-200
| 200-10000
| 10000-25000
| 25000
|
Такт выпуска определяю по формуле:
 ,
,
где Фд.о. – действительный фонд времени в планируемом периоде, ч;
N – производственная программа на этот же период, шт.
Таблица 5
Действительный фонд времени в планируемом периоде, ч
| Тип оборудования
| Число смен
|
| 1
| 2
| 3
|
| Фд, ч
| Фд, ч
| Фд, ч
|
| Металлорежущие станки обычные
| 2030
| 4015
| 5960
|
| Автоматические линии
| -
| 3725
| 5465
|
| Оборудование:
неавтоматизированное
автоматизированное
| 2030
| 4015
| 5960
|
| -
| 3810
| 5590
|
| Рабочие места без оборудования: верстаки, стенды и др.
| 2070
| 4140
| 6210
|
 мин.
мин.
Разработка маршрута обработки и выбор оборудования
Таблица 6
Маршрут обработки детали
| № операции
| Наименование и краткое содержание операций
| Эскиз обработки
| Модель
станка
|
| 005
| Токарная черновая.
Установ 1.
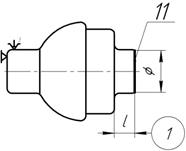
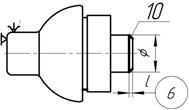
Переход 1. Подрезать торец 10, выдерживая размер 1.
| 
| Токарный станок |
GHB-1330А
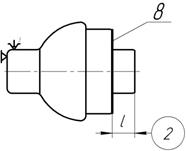
| Переход 2. Подрезать торец 8, выдерживая размер 2.
| 
|
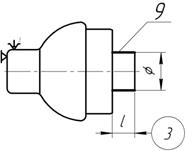
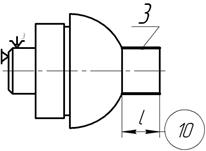
| Переход 3. Точить поверхность 9 с припуском под чистовое точение, выдерживая размер 3.
| 
|
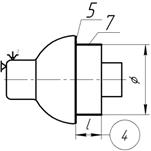
| Переход 4. Точить поверхность 7 с припуском под чистовое точение, выдерживая размер 4.
| 
|
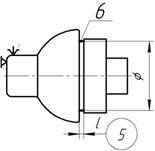
| Переход 5. Точить канавку 6, выдерживая размер 5.
| 
|
| Переход 6. Точить фаску 10, выдерживая размер 6.
| 
|
Окончание таблицы 6
| № операции
| Наименование и краткое содержание операций
| Эскиз обработки
| Модель
станка
|
| 005
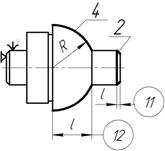
| Установ 2.
Переход 1. Подрезать торец 1, выдерживая размер 9.
| 
| Токарный станок
GHB-1330А
|
| Переход 2. Точить поверхность 3 с припуском под чистовое точение, выдерживая размер 10.
| 
|
| Переход 3. Точить фаску 2, выдерживая размер 11.
| 
|
| Переход 4. Точить радиусную поверхность 4, выдерживая размер 12.
|
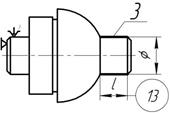
| 010
| Токарная чистовая.
Установ 1.
Переход 1. Точить поверхность 3 окончательно, выдерживая размер 13.
| 
| Токарный станок
GHB-1330А
|
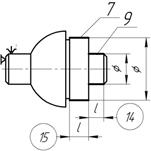
| Установ 2.
Переход 1. Точить поверхность 9 окончательно, выдерживая размер 14.
| 
|
| Переход 2. Точить поверхность 7 окончательно, выдерживая размер 15.
|
| 015
| Моечная
| -
| Машина
моечная
|
| 020
| Контрольная
| -
| -
|
Выбор оборудования
Для выполнения черновых и чистовых токарных операций 005 и 010 принимаю настольный токарный станок GHB-1330А.
Настольный токарный станок GHB-1330А предназначен для выполнения всевозможных (черновых и финишных) видов токарной обработки деталей тел вращения, включая производительное нарезание метрической, дюймовой, модульной и питчевой резьб.

Рис. 2. Станок токарный






