Сущность процесса прокатки-ковки заключается в периодическом обжатии деформируемого металла бойками специальной формы с образованием конуса деформации, длина которого значительно превышает наибольшую длину мгновенного очага деформации. Оси бойков находятся в плоскости, перпендикулярной оси прокатки. Бойки совершают одновременно возвратно-поступательное и качательное движение. Бойки совершают рабочий ход, при котором происходит деформация металла, и обратный, где обжатие отсутствует. Число бойков – два или четыре, работают они попарно, одна пара используется для прокатки-ковки широких полос, две пары – для многогранных. Во втором случае заготовка деформируется в раскат с формой близкой к цилиндрической. Процесс ковки, как известно, сопровождается схемой напряженного состояния, близкой к всестороннему сжатию, что способствует достаточно глубокой (объемной) проработке деформируемого металла и получению качественной структуры практически во всем объеме металла. Это качество процесса ковки явилось одним из основообразующих и было положено в основу предложенного процесса, предназначенного преимущественно для деформации специальных марок сталей и сплавов. Процесс прокатки-ковки одной парой валков имеет менее выраженную объемную схему всестороннего сжатия и у его продукции несколько другая область применения.
Прокатка-ковка обеспечивает более полную деформацию металла по сечению по сравнению с продольной прокаткой, используемой для легированных сталей и сплавов с пониженной пластичностью.
На рис. 11.7 показан комплекс для производства квадратной заготовки сечением 75x75 мм (фирма «Мицубиси Дзюкогэ», Япония). Комплекс состоит из одноручьевой МНЛЗ и ковочно-прокатного агрегата (КПА), расположенного на расстоянии 12 м от кристаллизатора. Непрерывно-литая заготовка квадратного сечения размером 120x120 мм за один пропуск с коэффициентом вытяжки 1,28 деформируется на КПА в две заготовки квадратного сечения 75x75 мм, соединенные по диагонали перемычкой толщиной 20 мм, удаляемой затем в холодном состоянии с помощью огневой резки.
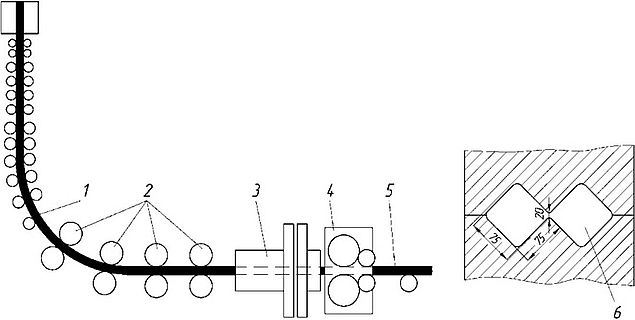
Рис. 11.7. Схема комплекса для прокатки-ковки на заводе фирмы «Мицубиси Дзюкогэ»: 1 - слиток; 2 - тянущие валки; 3 - подогревательная печь; 4 - обжимная клеть; 5 - заготовка; 6 - калибр для многоручьевой ковки
Структура металла после двухручьевой прокатки непрерывно-литой заготовки - однородная, мелкозернистая; в районе перемычки - крупнозернистая. По своим механическим характеристикам и состоянию поверхности заготовки, полученные двухручьевой ковкой-прокаткой, не уступают аналогичным заготовкам, произведенным традиционными методами.
Готовые профили, прокатанные из этих заготовок, имеют удовлетворительное качество. Однако описанный способ производства проката имеет и ряд недостатков. Основные из них: дополнительные потери металла при удалении перемычки, возможность окисления вскрывающихся дефектов, дополнительная операция (резка двойного раската).
Учеными Челябинского политехнического института был разработан способ деформации конструкционных, инструментальных, жаропрочных и тугоплавких металлов и сплавов, названный прокаткой-ковкой, схема которого показана на рис. 11.8.
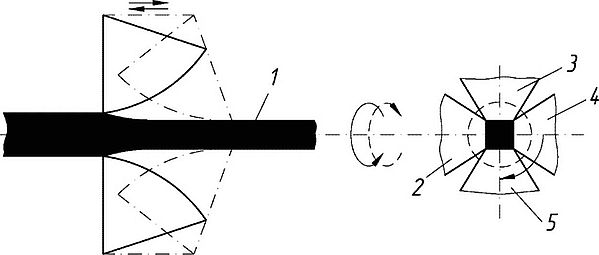
Рис. 11.8. Схема процесса прокатки - ковки: 1 - заготовка; 2-5 - бойки
Для исследования данного процесса был спроектирован и изготовлен опытный стан, который работает следующим образом. Нагретая до температуры прокатки заготовка периодически или непрерывно подается в зону деформации со скоростью, зависящей от размеров заготовки и марки металла. Клеть с помощью привода совершает возвратно-поступательное движение. Отклоняющие штанги, шарнирно соединяющие бойки с неподвижной стойкой, сообщают им дополнительно качающее движение. При рабочем ходе клети размеры калибра, образованного бойками, постепенно уменьшаются от момента захвата полосы до момента выхода на калибрующий участок бойка. На калибрующем участке они остаются постоянными.
Бойки 2-5, оси которых находятся в плоскости, перпендикулярной оси прокатки, совершают одновременно возвратно-поступательное и качающее движение. При перемещении осей бойков из начального положения в конечное каждый боек, поворачиваясь, секторным криволинейным участком рабочей поверхности обжимает заготовку 1. В конце этого хода калибрующие участки рабочей поверхности бойков устанавливаются параллельно оси прокатки, и происходит проглаживание получаемой полосы.
При обратном (холостом) ходе металл не обжимается и во время него заготовка смещается в направлении прокатки на величину подачи и (если требуется) кантуется на определенный угол.
Клеть оснащена двумя подающими устройствами, которые располагаются перед клетью и на выходе из клети и работают синхронно, что обеспечивает завершение прокатки заднего конца заготовки. При этом во время рабочего хода клети совершаются такие операции, как фиксация заготовки, а за время холостого хода - подача и кантовка заготовки.
На основе способа прокатки-ковки разработаны различные варианты технологических процессов получения заготовок и товарной продукции. Данный способ применяется для обработки труднодеформируемых сплавов и сталей с целью создания высоких степеней деформации за один проход.





