Качество сварки
Виды сплавов:

а – схема микроструктуры механической смеси;
б – кристаллическая решетка твердого раствора замещения;
в - кристаллическая решетка твердого раствора внедрения;
г - кристаллическая решетка химического соединения;
1 – атомы растворителя; 2, 3 – атомы растворенного элемента; A, B - компоненты.
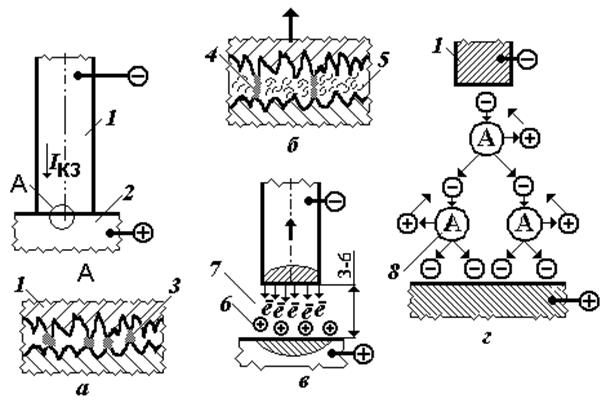
Схема возникновения сварочных напряжений:

а – напряжения и деформации пластин при сварке;
б – напряжения и деформация пластин после охлаждения;
в – остаточные напряжения в пластинах (в изделии);
1, 5 – свариваемые заготовки; 2 – начальная грань; 3 – положение, которое стремится занять начальная грань; 4, 7 – часть эпюры деформаций: 6 – конечное положение начальной грани; 8, 9 –эпюры напряжений по координатным осям.
Трещины в сварных соединениях:
а – горячие; б – холодные:
1 – основной металл; 2 – зона термического влияния; 3 – столбчатые кристаллы; 4 – жидкие прослойки при завершении кристаллизации; 5 – трещины.
Электрические виды сварки
Дуговая сварка
|
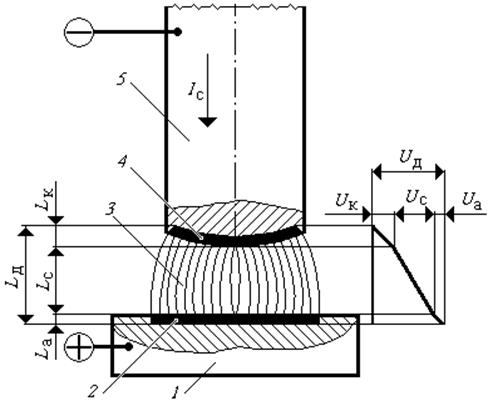
| Рис. 3. Участки электрической дуги:
1 – анод; 2- анодное пятно; 3 – дуга; 4 – катодное пятно; 5 – катод; I с - сварочный ток; L д – длина дуги; L а - анодная область; L с – столб дуги; L к – катодная область; U д – падение напряжения в дуге; U а, U к, U с - падение напряжения в анодной, катодной областях и в столбе дуги.
|
U д = U к+ U а+ U с
|
| Зажигание дуги коротким замыканием:
а – расплавление вершин микронеровностей; б – испарение металла; в - вылет электронов;
г - расщепление атомов: 1 – электрод; 2 – заготовка; 3 – мостики расплавленного металла; 4 – растянутые мостики; 5 - пары металла; 6 – положительные ионы; 7 – электроны; 8 – атомы; I кз – ток короткого замыкания.
|
|
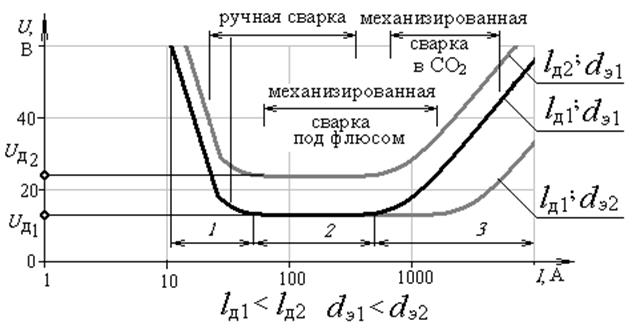
| Рис. 4. Внутренняя вольтамперная характеристика дуги:
U – напряжение; I – ток; l д1, l д2 – длина дуги; U д1,; U д2 – напряжение дуги;
d э1, d э2-диаметр электрода; 1 – падающий участок (зона крупнокапельного переноса металла); 2 – жесткий участок (зона мелкокапельного переноса металла); 3 – возрастающий участок (зона струйного переноса металла).
|


Внешняя вольтамперная характеристика источника тока дуги

|
| Рис.5. Схема (а) и векторная диаграмма (б) системы «ИТ - дуга»
|




|
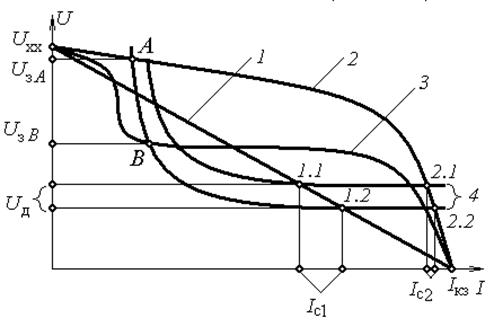
| Рис.6. Внешняя вольтамперная характеристика источника тока:
1, 2 – полого и крутопадающая ВАХ ИТ; 3 - ВАХ дуги
внутренние вольт – амперные характеристики 1(длина дуги L 1) и дуги 2 (длина дуги L 1); 4 – идеальная ВАХ ИТ.
|
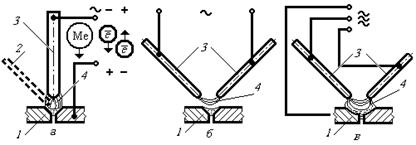
Включение электродов в электрическую сеть
|
| Рис. 7. Схемы электродуговой сварки:
а – с прямой дугой; б – с косвенной дугой; в – трехфазная: 1 – заготовки; 2 – присадочный пруток; 3 – электрод; 4 – дуга; ē – перемещение электронов; Ме – перенос капель металла
|
Источники тока

| Рис. 8. Источники сварочного тока:
а – трансформатор; б – выпрямитель; в – генератор.
|

|
| Рис.9. Однофазный сварочный трансформатор:
1, 2 - первичная и вторичная обмотки; 3 - сердечник (стержневой магнитопровод).
|
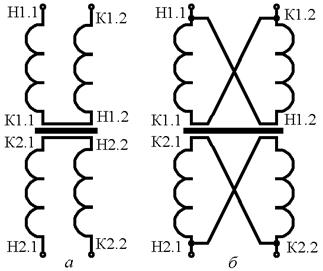
| Рис. 10. Соединение обмоток сварочного трансформатора:
а - последовательное; б - параллельное.
|
|
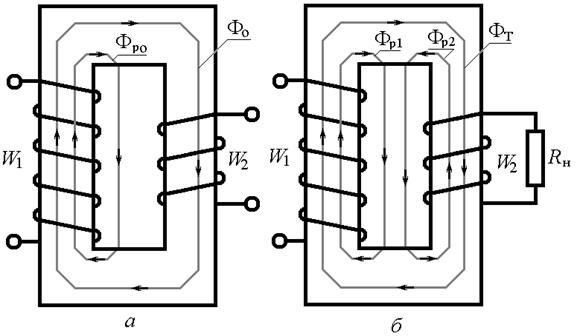
| Рис. 11 Магнитные потоки в трансформаторе:
а - холостой ход; б - под нагрузкой.
|




Режим нагрузки.


|
Режим короткого замыкания.
|
Тиристорные трансформаторы
|
| Рис. 12. Блок-схема тиристорного трансформатора
|
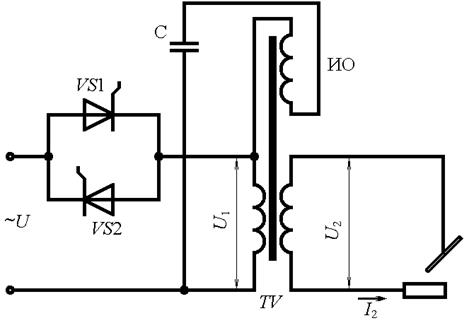
| Рис. 13. Схема тиристорного коммутатора.
|
|
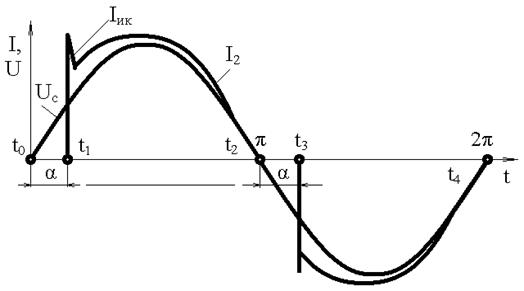
| Рис. 14. Осциллограмма электрических параметров нагрузки тиристорного трансформатора с прерывистым питанием
|
|
| Рис. 15. Схема тиристорного трансформатора с прерывистым питанием
|
Сварочные выпрямители

|
| Рис. 21. Блок-схемы сварочных выпрямителей
|
Сглаживающие фильтры
|
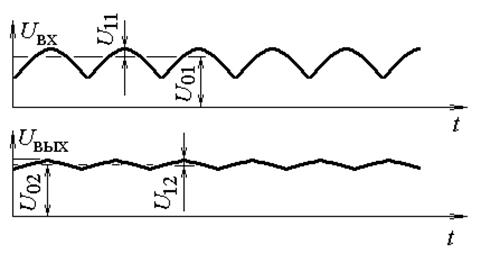
| Рис. 27. Сглаживание выходного напряжения.
|
U 12<< U 11, U 02 @ U 01
Емкостный фильтр
|
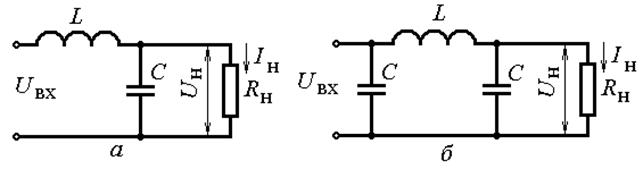
| Рис. 28. Схема индуктивно-емкостного сглаживающего фильтра:
а - Г- образный L -C; б - П- образный C - L - C).
|




|
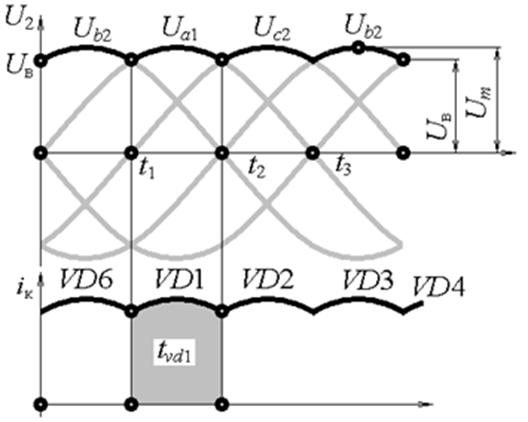
Рис. 29. Шестифазная нулевая схема выпрямления:
Т - трансформатор; А, В, С - группа первичных обмоток; А 1, В 1, С 1, А 2, В 2, С 2 - группа вторичных обмоток; R н - нагрузка; VD 1... VD 6;  - путь тока при работе вентиля VD 1. - путь тока при работе вентиля VD 1.
|

|
| Рис. 30. Вторичные фазные (серая линия) и выпрямленные напряжение и ток.
|


Электрошлаковая сварка
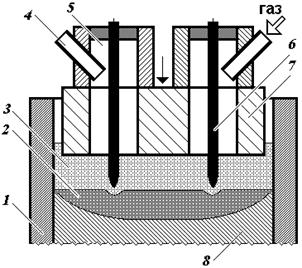
Схема установки для ЭШС:

1 - ванна расплавленного металла: 2 – флюс; 3 - ванна расплавленного флюса; 4 – сварочная проволока; 5 – мундштук; 6 - выходные планки; 7 – заготовки; 8 – ползуны; 9 - сварочный шов; 10 - вводная планка; 11 – штуцеры.
 Электрошлаковая сварка с барботированием сварочной ванны:
Электрошлаковая сварка с барботированием сварочной ванны:
1 – формирующее устройство; 2 – ванна жидкого металла; 3 – шлаковая ванна; 4 – штуцер; 5 – газовая камера; 6 – электрод; 7 – плавящийся мундштук; 8 - сварной шов.
Общий вид машины для электрошлаковой сварки, рабочая зона и пример сварки (траверса пресса массой 150 т)

Высокочастотная сварка
Схема высокочастотной сварки:
1 - заготовки; 2 – индуктор; Р – усилие проковки.
Сварка трубы

Диффузионная сварка
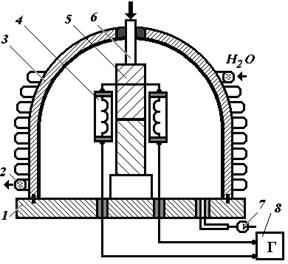
Схема установки для диффузионной сварки:
1 – плита; 2 – змеевик; 3 – камера; 4 – индуктор; 5 – заготовки; 6 – шток поршня; 7 –насос; 8 – генератор.
пример диффузионной сварки:

сварка зубчатого венца (сталь 40Х) с втулкой (сталь 45)
Плазменная сварка
Строение плазменной дуги и распределение падения напряжения вдоль ее оси:
А – анод; К – катод; i + - плотность анодного тока; i - - плотность катодного тока; I – анодная область; II – столб дуги; III – катодная область; U – падение напряжения; L – длина дуги; U а, U с, U к – падение напряжения, соответственно в анодной области, в столбе дуги, в катодной области.
Схемы плазменных горелок:
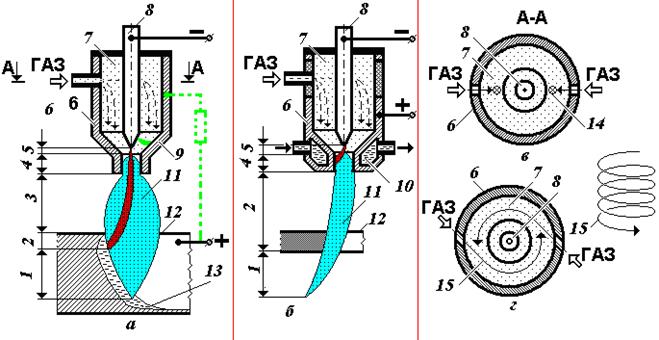
а - горелка с плазменной дугой выделенного типа (зеленым цветом показана горелка с дежурной дугой); б - горелка с плазменной дугой не выделенного типа; в – газовая камера с осевой стабилизацией дуги; г - газовая камера с вихревой стабилизации дуги:
1 – факел плазмы; 2 – рабочий участок; 3 – открытый участок; 4 – сжатый участок; 5 – закрытый участок; 6 – корпус горелки; 7 – газовая камера; 8 – электрод; 9 – формирующее сопло; 10 – охлаждающая камера; 11 – плазма; 12 – преграда (свариваемые заготовки); 13 – ванна жидкого металла; 14 - радиальный поток газа; 15 - тангенциальный (вихревой) поток газа.

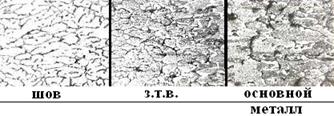
Сварной шов титановой пластины. Структура металла

плазар


Рабочая зона портальной установки для плазменной резки.


Механические виды сварки
Холодная сварка
Схема холодной точечной сварки без предварительного зажатия свариваемых заготовок
а – с двусторонним деформированием; б – односторонним деформированием;
1 – пуансон; 2 – рабочий выступ; 3 – заготовки; h 1, h 2 – глубина внедрения пуансонов; s 1, s 2 – толщины свариваемых заготовок; P - усилие осадки.
Схема холодной точечной сварки с предварительным зажатием заготовок
а – с двусторонним деформированием; б – односторонним деформированием; 1 – заготовки; 2 – прижимы; 3 – пуансоны; 4 – основание; P - усилие осадки; Р п– усилие предварительного прижатия.
Схема холодной точечной сварки со свободным течением металла вокруг пуансона:
1 – зажимная плита; 2 – пуансон; 3 – заготовки; P - усилие осадки; Р п – усилие предварительного прижатия.
Оборудование
машина МХСА-50-3
с пневмогидравлическим приводом
| 
| Сварочное усилие, кН
| 500
|
| Давление сжатого воздуха, МПа
| 0,5
|
| Расход сжатого воздуха, м3/ч
| 6,0
|
| Производительность, сварок/ч
| 300
|
| Габаритные размеры, мм
| 680х400х1430
|
| Масса машины (установки), кг
| 250
|
Передвижная установка для точечной сварки УГХС-5-2
с пневмогидравлическим приводом
| 
| Сварочное усилие, кН
| 50
|
| Давление сжатого воздуха, МПа
| 0,4
|
| Расход сжатого воздуха, м3/ч
| 4,8
|
| Производительность, сварок/ч
| 640х550х650
|
| Габаритные размеры, мм
|
|
| Масса машины (установки), кг
| 120
|
Примеры сварки

Схемы холодной шовной сварки

а – односторонняя роликами;
б – двухсторонняя роликами;
в - шовно-точечная;
г – кольцевым швом;
д – продавливанием пуансона через матрицу:
1, 2 – заготовки; 3 – опорный ролик; 4 – ролик – пуансон; 5 –пуансон; P - усилие осадки.
Примеры сварки

Схема стыковой сварки с плоскими губками:
а – схема сварки с получением утолщения;
б - схема сварки без утолщения;
1, 4 – заготовки; 2, 3 – губки - захваты; 5 – облой; 6 – режущий клин; Р – усилие осадки; α –передний угол режущего клина; Н1, Н1, - вылет заготовок.
Клещи для холодной сварки

Ультразвуковая сварка
Схемы колебательных систем:
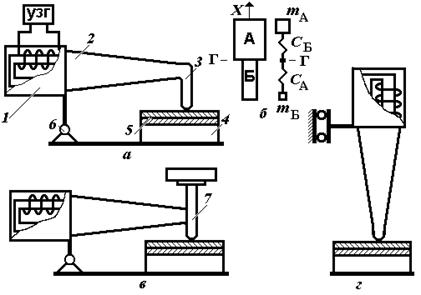 а – схема типовой системы;
а – схема типовой системы;
б – упрощенная динамическая модель волноводного звена;
в – схема системы с резонирующим стержнем;
г – схема системы работающей в режиме изгибных колебаний;
1 – электромеханический преобразователь; 2 – волновод; 3 - сварочный наконечник; 4 - опора; 5 – свариваемые заготовки; 6 – акустическая развязка; 7 – резонирующий стержень; УЗГ – ультразвуковой генератор; А, Б – двух массовая система; m А, m Б.- массы элементов системы; С А, С Б - жесткость элементов системы.
Примеры сварки
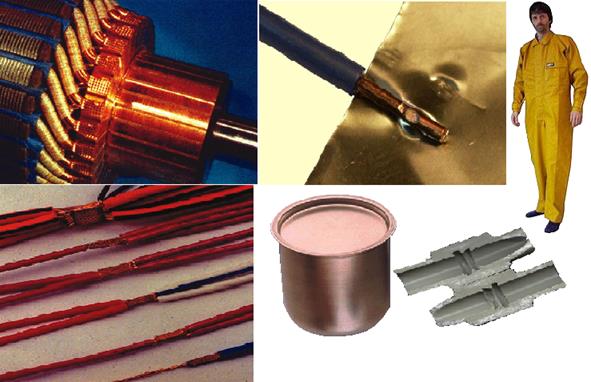
Сварка электрических проводов (Cu – Cu; Cu - Al); алюминиевых емкостей; пластмасс (Водонепроницаемый спелеокомбинезон, изготовленный из двусторонней полиамидной ткани с поливинилхлоридным покрытием. Стежки выполнены ультразвуковой сваркой)
Сварка трением
Схема ротационной сварки трением

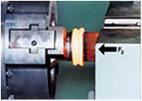
Р – осевое усилие.
Основные схемы сварки трением:
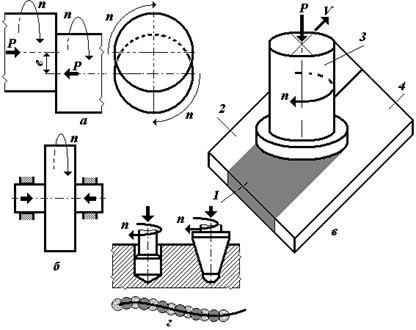
а – орбитальная; б - двух деталей с помощью третьего тела; в - перемешивающая; г – штифтовая; 1 – сварной шов; 2, 4 – заготовки; 3 – инструмент; Р – усилие сварки; n – частота вращения; V – скорость сварки; е – эксцентриситет.
Примеры сварки

Сварка полуосей; автоматическая линия сварки задних мостов; перемешивающая сварка; сварка труб.
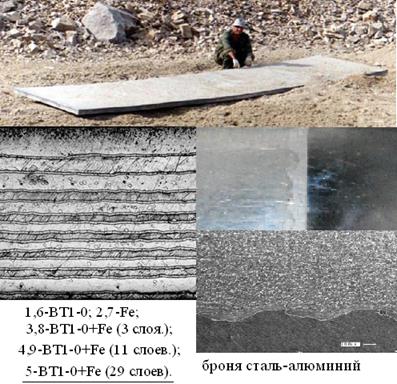
Сварка взрывом
Схема сварки взрывом:
1 – основание; 2, 6 – заготовки; 3 - заряд ВВ; 4 – детонатор; 5 – технологические опоры; h – зазор; H – толщина ВВ; ВВ – взрывчатое вещество.
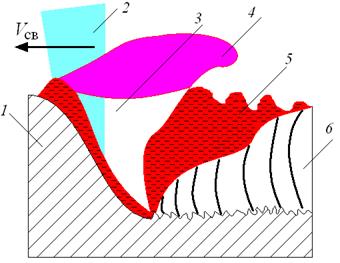
 Схема установившегося процесса сварки взрывом
Схема установившегося процесса сварки взрывом
1 - фронт разлета продуктов взрыва ВВ; 2 - фронт волны разрежения; 3 - фронт детонационной волны; D - скорость детонации ВВ; V н- нормальная составляющая скорости соударения контактирующих поверхностей; V к- скорость движения вершины динамического угла встречи контактирующих поверхностей в направлении сварки D.
Образцы многослойных карт, полученных на полигоне в г. Бронницы
Лучевые виды сварки
Лазерная сварка
1 – заготовки; 2 – лазерный луч; 3 – парогазовый канал: 4 – плазменный факел; 5 – хвостовая часть ванны; 6 – сварной шов.
Схемы защитных сопел
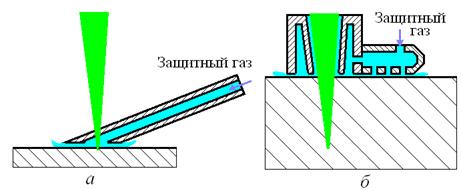
а – сварка деталей малой толщины; б – сварка с глубоким проплавлением.


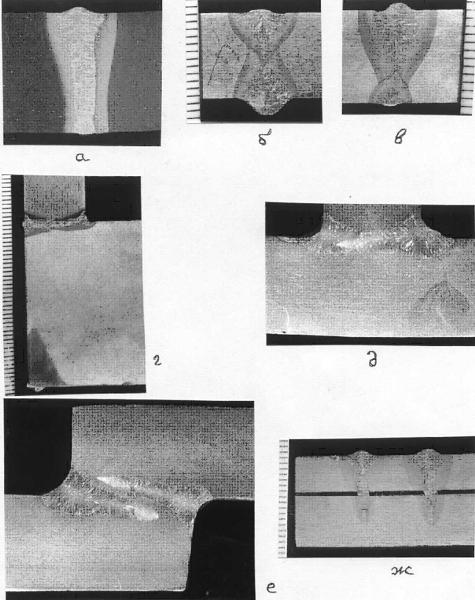
Макрошлифы сварных соединений:
стыкового одностороннего (а),
двухстороннего (б),
с подваркой корня шва (в), углового (г),
таврового (д),
нахлёсточного (е),
проплавного 3-х слойного (ж) из корпусной стали 09Г2С (а),
высокопрочной стали 12ХН4МДА (б-г,ж),
высоколегированной коррозионностойкой стали марки 08Х18Н10Т (д-ж).
Сварка выполнялась на СО2-лазере “Ижора-М”
Внешний вид лазерных сварных соединений и шлифов из труб диаметром 4 (а),
60 (б) и
300 мм (в) из стали 08Х18Н10Т (а, в) и
ст 20 (б).
Толщина стенки: а) 0,2мм, б) 3 мм и в) 12 мм.

Радиочастотная сварка
Химические виды сварки
Термитная сварка
Газовая сварка
Качество сварки
Виды сплавов:
а – схема микроструктуры механической смеси;
б – кристаллическая решетка твердого раствора замещения;
в - кристаллическая решетка твердого раствора внедрения;
г - кристаллическая решетка химического соединения;
1 – атомы растворителя; 2, 3 – атомы растворенного элемента; A, B - компоненты.
Схема возникновения сварочных напряжений:
а – напряжения и деформации пластин при сварке;
б – напряжения и деформация пластин после охлаждения;
в – остаточные напряжения в пластинах (в изделии);
1, 5 – свариваемые заготовки; 2 – начальная грань; 3 – положение, которое стремится занять начальная грань; 4, 7 – часть эпюры деформаций: 6 – конечное положение начальной грани; 8, 9 –эпюры напряжений по координатным осям.
Трещины в сварных соединениях:
а – горячие; б – холодные:
1 – основной металл; 2 – зона термического влияния; 3 – столбчатые кристаллы; 4 – жидкие прослойки при завершении кристаллизации; 5 – трещины.
Электрические виды сварки
Дуговая сварка
|
|
| Рис. 3. Участки электрической дуги:
1 – анод; 2- анодное пятно; 3 – дуга; 4 – катодное пятно; 5 – катод; I с - сварочный ток; L д – длина дуги; L а - анодная область; L с – столб дуги; L к – катодная область; U д – падение напряжения в дуге; U а, U к, U с - падение напряжения в анодной, катодной областях и в столбе дуги.
|
U д = U к+ U а+ U с
|
|
| Зажигание дуги коротким замыканием:
а – расплавление вершин микронеровностей; б – испарение металла; в - вылет электронов;
г - расщепление атомов: 1 – электрод; 2 – заготовка; 3 – мостики расплавленного металла; 4 – растянутые мостики; 5 - пары металла; 6 – положительные ионы; 7 – электроны; 8 – атомы; I кз – ток короткого замыкания.
|
|
|
| Рис. 4. Внутренняя вольтамперная характеристика дуги:
U – напряжение; I – ток; l д1, l д2 – длина дуги; U д1,; U д2 – напряжение дуги;
d э1, d э2-диаметр электрода; 1 – падающий участок (зона крупнокапельного переноса металла); 2 – жесткий участок (зона мелкокапельного переноса металла); 3 – возрастающий участок (зона струйного переноса металла).
|
Внешняя вольтамперная характеристика источника тока дуги
|
|
| Рис.5. Схема (а) и векторная диаграмма (б) системы «ИТ - дуга»
|
|
|
| Рис.6. Внешняя вольтамперная характеристика источника тока:
1, 2 – полого и крутопадающая ВАХ ИТ; 3 - ВАХ дуги
внутренние вольт – амперные характеристики 1(длина дуги L 1) и дуги 2 (длина дуги L 1); 4 – идеальная ВАХ ИТ.
|






