

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении...
Генеалогическое древо Султанов Османской империи: Османские правители, вначале, будучи еще бейлербеями Анатолии, женились на дочерях византийских императоров...
Интересное:
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов...
Дисциплины:
|
из
5.00
|
Заказать работу |
При электрохимическом осаждении цинка на катоде протекает следующий процесс:
Zn(OH)42- + 2e ® Zn + 4 OH-. (3.5)
Побочным процессом на катоде является разряд ионов водорода:
2 H2О + 2e ® H2 + 2 OH-. (3.6)
Выделяющийся водород в атомарном состоянии проникает в кристаллическую решётку покрываемого металла, тем самым, повышая его хрупкость. Этот процесс носит название наводораживание. Для того чтобы снизить наводораживание необходимо поддерживать высокий выход по току цинка.
Температура ведения процесса покрытия детали составляет 20-30 °С. Оптимальной температурой является температура, равная цеховой (при условии, что она попадает в этот интервал), так как в этом случае отпадает необходимость подогревать ванну покрытия. При повышении температуры будет снижаться перенапряжение выделения водорода на катоде, это приведёт к большему его выделению, а, следовательно, к уменьшению выхода по току цинка и наводораживанию детали. При понижении температуры будет падать электропроводность раствора электролита, что повлечёт за собой увеличение напряжения на ванне и перерасходу электроэнергии идущей на процесс покрытия.
Для деталей сложной формы и во вращательных установках применяется катодная плотность тока в интервале от 0,5 до 1,5 А/дм3. Оптимальной будет являться катодная плотность тока, равная 1 А/дм3, так как при данной плотности тока скорость осаждения цинка будет в пределах 0,1–0,3 мкм/мин. При снижении данной плотности тока будет происходить снижение производительности и как следствие этого, повышение себестоимости детали. Кроме того, будет снижаться выход по току цинка, а это повлечёт наводораживание детали. При увеличении катодной плотности тока будет происходить рост концентрации окиси цинка (влияние см. ниже); может быть достигнут предельный ток, и будет происходить дендритообразование; будет происходить разогрев раствора электролита, а, следовательно, снижение выхода по току цинка и наводораживание детали.
Оптимальная концентрация окиси цинка в электролите составляет 10 – 17 г/дм3. При понижении содержания окиси цинка будет происходить уменьшение катодной плотности тока и снижение производительности. При повышении содержания окиси цинка будет снижаться содержание щёлочи в электролите, благодаря этому снижению будет падать выход по току цинка.
Оптимальное содержание щёлочи в электролите составляет 90 – 120 г/дм3. Если содержание щёлочи будет выше, то будет происходить снижение рассеивающей способности электролита, это приведёт к ухудшению качества покрытия. Если содержание щёлочи будет заниженным, то снизится выход по току, а это повлечёт за собой наводораживание детали и снижение производительности процесса.
Оптимальное содержание блескообразующих добавок НБЦ-0 и НБЦ-К составляет 4-6 г/дм3. Повышение содержания не имеет экономического смысла, а снижение приведёт к ухудшению качества покрытия.
На основании вышеизложенного и руководствуясь информационными данными ГОСТ 9.305-84, выбираем состав цинкатного электролита для нанесения цинкового покрытия и режимы технологического процесса:
Окись цинка………………………………………………..10-17 г/дм3
Едкий натр технический марка ТР…………...……….90-120 г/дм3
Блескообразующие добавки:
НБЦ-0…………………………………………………..4-6 г/дм3
НБЦ-К…………………………………………..………4-6 г/дм3
рН………………………………………………………………....4,5-5,8
Температура…………………………………………………..20-30 °С
Катодная плотность тока……………….………………0,5-1,5 А/дм3
Анодная плотность тока…………………………………….1-2 А/дм3
Подготовительные операции
Обезжиривание
Химическое обезжиривание заключается в том, что жиры, представляющие собой сложные эфиры глицерина и высших жирных кислот, при воздействии щёлочи омыляются и переходят в растворимые соли, а минеральные масла при воздействии щёлочи могут образовывать эмульсию.
При химическом обезжиривании применяют разбавленные растворы щёлочи, так как концентрированные щелочные растворы обладают способностью образовывать оксидные плёнки на поверхности детали, изготовленной из стали. Кроме того, образовавшиеся при обезжиривании мыла в концентрированных растворах щёлочи не растворяются, что отрицательно сказывается на прочности сцепления покрытий. Кроме едкого натра, растворы для обезжиривания содержат легко гидролизующиеся соли щелочных металлов (углекислый натрий, тринатрийфосфат и др.). Концентрация едкого натра в растворах для обезжиривания стальных деталей обычно не превышает 100 г/л.
С целью облегчения процесса отрыва капелек масла от поверхности металла и образования эмульсии в щелочной раствор добавляют поверхностноактивные вещества, так называемые эмульгаторы.
Химическое обезжиривание производят при температуре 70–90 °С, при которой омыление и процесс эмульгирования протекают более интенсивно. Продолжительность обезжиривания зависит от степени загрязнения деталей и составляет примерно от 5 до 60 мин.
Корректирование щелочного раствора в процессе работы осуществляется добавкой химикатов согласно данным анализа. Периодически в зависимости от размеров обезжиривающей ванны и количества обрабатываемых деталей щелочной раствор заменяют свежим.
Электрохимическое обезжиривание в щелочных растворах производится при помощи постоянного, а иногда и переменного тока. При постоянном токе обезжиривание осуществляется на катоде и на аноде. В процессе электролиза на поверхности детали наблюдается интенсивное выделение пузырьков газа, облегчающих отрыв капелек масла от поверхности детали, чем значительно улучшается обезжиривание.
При электрохимическом обезжиривании с увеличением поляризации уменьшается прочность сцепления масла с поверхностью электрода. Параллельно с усилением поляризации увеличивается степень смачивания водой поверхности металла.
Скорость обезжиривания деталей на аноде меньше, чем на катоде. Это объясняется тем, что в прианодном пространстве не происходит защелачивания электролита, вследствие чего процесс омыления жиров у анода происходит медленнее. Кроме того, количество выделяющегося при электролизе кислорода меньше, чем количество водорода, а пузырьки кислорода больше пузырьков водорода и меньше задерживаются на поверхности капелек масла, а поэтому и удаление масла с поверхности происходит менее интенсивно. Однако процесс катодного обезжиривания сопровождается наводораживанием.
Скорость электрохимического обезжиривания значительно выше химического. Качество обезжиривание также лучше. При электрохимическом обезжиривании пользуются в основном теми же химикатами что и при химическом, только в меньших концентрациях.
Недостаток электрохимического обезжиривания – низкая рассеивающая способность применяемых растворов, вследствие чего очистка сложнопрофилированных деталей затруднительнее.
Делая анализ вышенаписанного, и при условии того, что поверхность поступающей детали сильно зажирена консервационными маслами (см. раздел 2.2), принимаем решение: в технологических операциях по подготовке поверхности детали к покрытию использовать химическое обезжиривание как предварительную очистку от масел и электрохимическое обезжиривание на катоде для лучшей очистки от масел.
Для покрываемого металла – сталь ст3, при обработке во вращающемся барабане выбираем следующие составы и характеристики процесса обезжиривания (г/л) [18]:
1) химическое
Натр едкий технический марка ТР………………………...………20-40
Тринатрийфосфат…………………………………………………......5-15
Обезжириватель ДВ-301…………………….……………….……..….3-5
Силикат натрия растворимый………….…………………….…….10-30
Температура процесса составляет 50–70 °С, время обезжиривания 2–5 мин. Допускается заменять тринатрийфосфат эквивалентным количеством пирофосфорнокислого натрия.
2) электрохимическое
Натр едкий технический марка ТР………………………...………20-40
Тринатрийфосфат…………………………………………….……...5-15
Обезжириватель ДВ-301……………………………………..……1,4-1,9
Силикат натрия растворимый………….…………………….…….10-30
Температура процесса 50–70 °С, катодная плотность тока 2–8 А/дм3. Время обезжиривания на катоде составляет 0,5–5,0 мин. Аноды никелевые. При образовании большого количества пены в раствор добавляют 0,03–0,05 г/дм3 эмульсии КЭ 10–21.
Активация
Поверхность поступающей на покрытие детали покрыта слоем оксидов, который образуется при её изготовлении (см. раздел 2.2). В состав плёнки входят: FeO, Fe2O3 и Fe3O4.
Активацией называется процесс удаления с поверхности металлических деталей тончайшего, зачастую незаметного глазу слоя окислов, которые могли образоваться в промежутках между операциями. При активации одновременно происходит легкое протравливание верхнего слоя металла и выявление кристаллической структуры металла, что благоприятствует прочному сцеплению покрытия с основой.
Для химической активации чёрных металлов применяют растворы кислот (серной, соляной). При активации могут наблюдаться два процесса: химическое растворение окислов и растворение железного подокисного слоя, которое приводит к отстаиванию и удалению окислов. Эти два процесса могут протекать одновременно; в зависимости от природы кислоты, её концентрации и температуры меняется скорость, а, следовательно, преобладание того или иного процесса.
Механизм удаления окалины в серной и соляной кислотах неодинаков. В соляной кислоте растворяются преимущественно окислы, а в серной кислоте – главным образом металлическое железо с выделением водорода, который механически разрыхляет и удаляет окалину.
Растворение стальной основы – нежелательное явление, так как приводит к излишнему расходованию кислоты, потере металла, выделению вредных испарений; при этом возможно наводораживание металла. Кроме того, поверхность металла может оказаться разъеденной и шероховатой.
В таблице 3.2 показана зависимость продолжительности травления от концентрации кислот [4]. В таблице 3.3 показана зависимость продолжительности травления от температуры [4].
Таблица 3.2 - Продолжительность Таблица 3.3 - Продолжительность
травления в зависимости от травления в зависимости от
концентрации кислот (при 20 °С) температуры
| Концентрация кислоты в вес.% | Продолжительность травления в мин. | Температура кислоты в °С | Продолжительность травления в мин. | |||||
| в соляной кислоте | в серной кислоте | в соляной кислоте | в серной кислоте | |||||
| 2 5 10 15 20 25 30 40 | 90 55 18 15 10 9 - - | 135 135 120 90 85 65 75 95 |
| 5% | 10% | 5% | 10% | |
| 18 40 60 | 55 15 5 | 18 6 2 | 135 45 13 | 120 32 8 | ||||
Данные таблицы 3.2 показывают, что при концентрации кислот примерно от 20 до 25 % наблюдается наибольшая скорость травления. Данные таблицы 3.3 показывают, что скорость травления в растворе соляной кислоты в большей степени зависит от концентрации кислоты, а в растворе серной кислоты – от температуры. Приведём сравнительную характеристику преимуществ активации в соляной и серной кислотах.
Преимущества соляной кислоты:
1) возможность выполнять работы при комнатной температуре;
2) меньше разъедается поверхность деталей;
3) возможность получать более светлую поверхность деталей;
4) малое поглощение водорода;
5) травильные соли легко смываются с поверхности.
Преимущества серной кислоты:
1) невысокая стоимость;
2) полнее используется травильный раствор.
Делая анализ вышенаписанного и используя справочные данные ГОСТ 9.305-84, принимаем решение: в технологических операциях по подготовке поверхности детали к покрытию использовать для активации состав с соляной кислотой.
Активационный состав:
Кислота соляная синтетическая…………………………..50-100 г/дм3
Температура процесса цеховая (15-30 °С), продолжительность травления составляет 15-45 сек. Процесс активации проводится непосредственно перед покрытием.
Заключительные операции
Пассивирование
Для усиления защитных свойств цинкового покрытия применяется операция пассивирования путём обработки цинковых покрытий в растворах хромовой кислоты и её солей. При этой обработке происходит частичное растворение цинка с образованием плёнки хроматов цинка и соединений трёхвалентного хрома, придающих плёнке характерные цвета побежалости радужных оттенков. Толщина плёнки составляет до 0,5 мкм. Хроматные плёнки не допускают нагрева их до температуры 62 °С, так как при этом происходит дегидратация, вследствие чего снижаются защитные и механические свойства плёнок.
Образующаяся хроматная плёнка улучшает антикоррозионные свойства цинковых покрытий. Благодаря высокой пористости, которой обладают пассивирующие плёнки, они существенно улучшают адгезионные свойства оцинкованных поверхностей, облегчая тем самым нанесение на них лакокрасочных покрытий защитного и специального назначения.
Операции пассивирования обычно предшествует операция осветления. В результате этой операции цинковое покрытие приобретает более светлый оттенок. Эти операции можно проводить в одной гальванической ванне, при условии применения специальных растворов.
Состав такого раствора, применяемого во вращательных установках на автоматических линиях, такой (г/л) [18]:
Спирт поливиниловый………………..……………………………….2-6
Соль Ликонда 25…………………………………………………..….70-75
Температура процесса цеховая (18–30 °С), продолжительность пассивации составляет 0,75–1,5 мин. рН=0,5–1,2.
Сушка
Перед тем как детали с нанесённым на них цинковым покрытием сойдут с линии их необходимо просушить. Эта операция проводится для того чтобы при дальнейшей эксплуатации не происходила коррозия вследствие большой влажности самих деталей. Кроме того, сушка способствует улучшению сцепления недавно образованной пассивной плёнки с цинковым покрытием. Характерной особенностью процесса высушивания деталей с цинковым покрытием является то, что процесс ведётся при температуре до 60 °С. Это объясняется тем, что при более высоких температурах пассивная хроматная пленка разрушается, так как при таких высоких температурах происходит дегидратация, вследствие чего снижаются защитные и механические свойства плёнок.
Сушку деталей обрабатываемых в барабанах на автооператорных линиях сушку производится в аппарате «Сушило» с циркуляцией нагретого воздуха. Разгрузка высушенных деталей в этом аппарате производится автоматически. Температура процесса не выше 60 °С, продолжительность составляет 3-10 мин [18].
Промывка
После каждой операции подготовки и нанесения гальванического покрытия детали следует тщательно промывать, причём особенное влияние уделять тому, чтобы в гальванические ванны не попадало даже следов обезжиривающих, травильных и активационных растворов. Загрязнения могут стать причиной ухудшения сцепления покрытия с основой, появления пятен и других нарушений нормальной работы электролита. Вода должна быть как можно меньшей жёсткости, её необходимо часто менять. В некоторых случаях применяется проточная вода, которая подаётся снизу и сливается из верхней части промывочного бака или ванны (см. рис. 3.1). Скорость смены проточной воды зависит от начальной и конечной концентрации растворов и уноса раствора деталей. Промывка проводится в течение 1-3 минут, особенно после травления, чтобы удалить из всех пор остатки кислоты и солей железа.
Качество промывки может быть улучшено перемешиванием воды сжатым воздухом, а также применением разбрызгивающих устройств и струйных установок (см. рис. 3.1). Весьма целесообразно применять обессоленную воду. В результате обработки воды ионообменным способом содержание солей в воде может быть доведено до 20-40 мг/л.
После обезжиривания детали промывают вначале горячей, затем в холодной воде. Хорошо обезжиренная поверхность должна равномерно покрываться водой.
После активации перед загрузкой в ванну детали не следует промывать в горячей воде, так как при этом поверхность деталей быстро высыхает. В данном случае это нежелательно, так как тонкая плёнка влаги препятствует контакту металла с кислородом воздуха, предохраняя его от окисления.
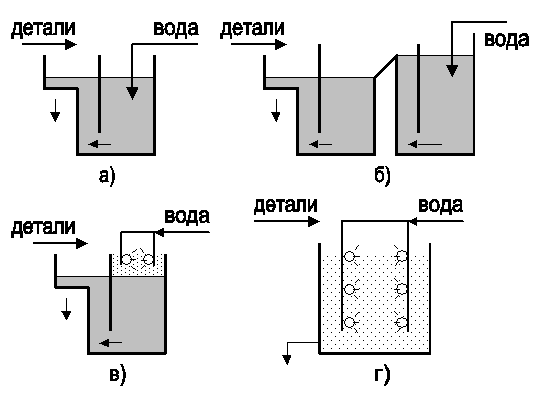
а) погружная проточная ванна промывки; б) двухступенчатая каскадная проточная ванна промывки; в) комбинированная ванна промывки; г) струйная ванна промывки.
Рисунок 3.1 – Виды ванн промывки
Детали с нанесённым покрытием промывают сначала в проточной холодной воде, затем в горячей, чем облегчается сушка. Промывные воды не должны содержать кислот или солей более 0,2%.
По температурному режиму промывки делятся на (ГОСТ 9.314-90): холодную (15–39 °С), тёплую (40–60 °С) и горячую (свыше 60 °С).
Следуя тому, что изложено в этом разделе, выбираем следующие операции промывки:
1) После ванны химического обезжиривания проводить промывку в тёплой проточной ванне;
2) После ванны электрохимического обезжиривания на катоде проводить промывку в двухступенчатой каскадной проточной ванне с подогревом первой ступени (по направлению движения деталей) до 60 °С;
3) После ванны активации проводить двухступенчатую каскадную промывку в холодной воде;
4) После ванны покрытия проводить промывку в ванне улавливания и холодной одноступенчатой проточной ванне;
5) После ванны хроматирования проводить промывку в двухступенчатой каскадной проточной ванне с подогревом первой ступени (по направлению движения деталей) до 60 °С.
Технологическая карта
Ниже приведена технологическая карта для автоматической линии цинкования в барабанах. Заполнение данных форм производилось в соответствии с ГОСТ 3.1408-85.

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!