

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...
Топ:
Процедура выполнения команд. Рабочий цикл процессора: Функционирование процессора в основном состоит из повторяющихся рабочих циклов, каждый из которых соответствует...
Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении...
Проблема типологии научных революций: Глобальные научные революции и типы научной рациональности...
Интересное:
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Наиболее распространенные виды рака: Раковая опухоль — это самостоятельное новообразование, которое может возникнуть и от повышенного давления...
Национальное богатство страны и его составляющие: для оценки элементов национального богатства используются...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
СОДЕРЖАНИЕ
СОДЕРЖАНИЕ............................................................................................. 5
1 ВВЕДЕНИЕ............................................................................................... 7
2 ИСХОДНЫЕ ДАННЫЕ К ПРОЕКТУ...................................................... 9
2.1 Годовая программа.......................................................................... 9
2.2 Характеристика детали................................................................. 10
3 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ............................................................. 11
3.1 Характеристика покрытия............................................................. 11
3.2 Выбор и обоснование способа нанесения покрытия.............. 14
3.3 Выбор и обоснование типа и состава электролита для нанесения покрытия.................................................................................................................... 17
3.4 Обоснование режимов процесса нанесения цинкового покрытия 22
3.5 Подготовительные операции....................................................... 25
3.5.1 Обезжиривание........................................................................ 25
3.5.2 Активация.................................................................................. 28
3.6 Заключительные операции.......................................................... 31
3.6.1 Пассивирование....................................................................... 31
3.6.2 Сушка.......................................................................................... 32
3.6.3 Промывка................................................................................... 33
3.7 Технологическая карта.................................................................. 36
3.8 Технологические инструкции по выполнению технологических процессов.................................................................................................................... 42
3.8.1 Сырьё и материалы................................................................. 42
3.8.2 Приготовление и корректировка электролитов................ 43
3.8.3 Контроль качества покрытия................................................. 44
3.8.4 Дефекты и их устранение...................................................... 46
3.8.5 Анализ электролитов.............................................................. 47
|
|
3.8.6 Обслуживание электролитов................................................. 50
3.9 Утилизация цинка из промывных вод и очистка сточных вод 52
4 РАСЧЁТНАЯ ЧАСТЬ............................................................................ 56
4.1 Выбор основного типа оборудования........................................ 56
4.2 Конструктивный расчёт основного оборудования.................. 57
4.3 Электрический расчёт электрохимических ванн..................... 63
4.4 Тепловой расчёт............................................................................. 66
4.4.1. Тепловой расчет нагревающихся ванн................................ 66
4.4.2 Расчёт змеевика....................................................................... 69
4.4.3 Укрупнённый тепловой расчёт ванн.................................... 71
4.5 Материальные расчёты................................................................ 72
4.5.1 Расчёт расхода воды на промывку...................................... 72
4.5.2 Расчёт расхода химикатов и анодов................................... 73
4.6 Расчёт вытяжной вентиляции...................................................... 77
5 Охрана труда и техника безопасности............................................ 79
6 БИБЛИОГРАФИЧЕСКИЙ СПИСОК.................................................... 83
ВВЕДЕНИЕ
Коррозия металлов, то есть разрушение вследствие электрохимического или химического воздействия среды, причиняет народному хозяйству огромный вред. Ежегодно из-за коррозии выбывает из строя свыше 35% всего вырабатываемого металла.
Для снижения потерь металла и предохранения изделий от коррозии наряду с использованием химически стойких материалов широко применяются различные виды защитных покрытий.
Помимо покрытий, предназначенных для защиты основного металла от атмосферной коррозии, различают защитно-декоративные покрытия, которые не только должны защищать металл от коррозии, но и сообщать его поверхности красивый, часто блестящий вид на протяжении определённого периода эксплуатации в атмосферных условиях.
Довольно широкое применение имеют износостойкие покрытия, назначение которых сводится к повышению сопротивления трущихся поверхностей механическому износу. Эти покрытия повышают срок службы трущихся поверхностей, в частности, цилиндров двигателей внутреннего сгорания автомобилей и других двигателей.
|
|
Покрытия из металлов и сплавов сообщают поверхности оптические, магнитные, антифрикционные и другие свойства. В последнее время покрытия из драгоценных металлов применяют всё в больших количествах в электронной промышленности – в производстве полупроводниковых приборов и различного рода электрических контактов, когда наряду с химической стойкостью требуется сообщить поверхности высокую электропроводность, низкое и постоянное переходное электросопротивление и целый ряд других свойств.
Гальванические покрытия по механическим свойствам, чистоте, коррозионной стойкости и экономичности одни из самых лучших. Возможность регулировать толщину слоя изменением продолжительности процесса и плотности тока, возможность уменьшать количество цветных металлов, расходуемых на покрытие поверхности, делают этот метод довольно привлекательным.
Гальванические процессы осуществляются в цехах защитных покрытий. Повышение технического уровня цехов защитных покрытий, внедрение современных технологических процессов и средств автоматизации способствует повышению эффективности труда и значительному увеличению производительности труда.
ИСХОДНЫЕ ДАННЫЕ К ПРОЕКТУ
Годовая программа
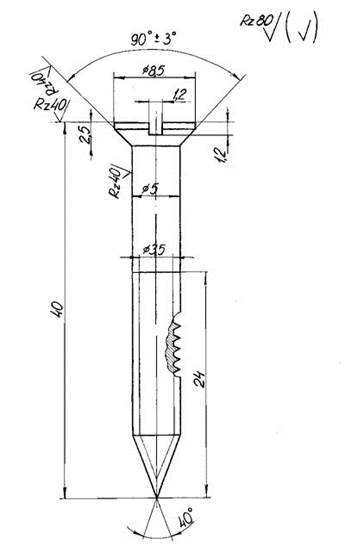 |
Рисунок 2.1 - Эскиз детали шуруп А5·40
Годовая программа составляет 50000 м2 в год.
Характеристика детали
Деталь шуруп изготавливается из стального прутка диаметром девять миллиметров на токарном станке путём удаления излишков металла при помощи различных резцов.
Термообработке деталь не подвергается. После изготовления детали защищаются от коррозии путём нанесения консервационного масла. В таком виде шурупы отправляются на склад, откуда далее подаются в гальванический цех на покрытие.
Масса одного шурупа А5·40 составляет 3,6 грамм. Габаритные размеры 8,5×8,5×40 мм. Площадь поверхности равна 0,002 м2. Шероховатость поверхности находится в пределах от Rz 40 до Rz 80 (см. рис. 2.1).
|
|
Шуруп предназначен для эксплуатации в климатическом районе УХЛ (по ГОСТ 15150-69). В данную комбинацию входят следующие типы макроклиматов: очень холодный (кроме Антарктиды), холодный, холодный умеренный, тёплый умеренный, тёплый сухой, мягкий тёплый сухой. Рабочая температура воздуха при эксплуатации составляет от 40 до минус 60 °С.
Изделие изготавливается по третьей категории (по ГОСТ 15150-69): для эксплуатации в закрытых помещениях с естественной вентиляцией без искусственно регулируемых климатических условий, где колебания температуры и влажности воздуха и воздействие песка и пыли существенно меньше, чем на открытом воздухе, например, в металлических с теплоизоляцией, каменных, бетонных, деревянных помещениях.
ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
Характеристика покрытия
Цинк – металл светло-серого цвета, отличающийся хрупкостью и сравнительно малой твёрдостью (50-60 единиц по Бринелю). Цинк обладает следующими физико-химическими свойствами: плотность 7,2 г/см3, атомный вес 65,38; валентность 2; стандартный потенциал по отношению к нормальному водородному электроду составляет минус 0,76 В; электрохимический эквивалент 1,22 г/А · ч; температура плавления 419 °С; при нагреве до 100 – 150 °С цинк становится пластичным и может подвергаться прокатке и ковке, при 200 °С и выше цинк снова теряет пластичность и делается настолько хрупким, что его легко можно превратить в порошок. В сухом воздухе цинк устойчив. Во влажном воздухе и пресной воде он покрывается белой плёнкой углекислых и окисных соединений, защищающих его от дальнейшего разрушения.
В морской воде цинк обладает умеренной устойчивостью. Скорость коррозии цинка в воде при различных температурах связана с изменением свойств продуктов его коррозии: при низких (20–40 °С) и высоких (выше 90 °С) температурах цинк покрывается плотными, прочно пристающими к нему продуктами коррозии, которые, однако, в определённом интервале температур (50–80 °С) становятся рыхлыми и легко отстают от поверхности.
Цинк быстро разрушается кислотами и щелочами и легко реагирует с сероводородом и сернистыми соединениями, поэтому в таких средах цинковые покрытия неприменимы.
|
|
В кислотах цинк растворяется с выделением водорода. Примеси ртути и свинца с высоким значением перенапряжения водорода не оказывают существенного влияния на скорость растворения цинка, в то время как примеси меди, олова и других электроположительных металлов, на которых перенапряжение водорода незначительно, повышают скорость растворения цинка в кислых средах.
Основными областями применения цинковых покрытий являются: защита от коррозии деталей машин, крепежа, стальных листов, проволоки и деталей ширпотреба, работающих вне помещений, в различных климатических районах, а также в закрытых помещениях с умеренной влажностью и в помещениях, загрязнённых газами и продуктами сгорания; защита изделий из чёрных металлов от коррозии в атмосфере, загрязнённым сернистым газом, и от коррозионного воздействия бензина и масла; защита водопроводных труб, питательных резервуаров и предметов домашнего обихода из чёрных металлов, соприкасающихся с водой.
Широкое распространение цинковых покрытий в гальванической практике для защиты от коррозии изделий из чёрного металла объясняется их высокими защитными свойствами. Потенциал цинка отрицательнее потенциала чёрных металлов (стали, железа, чугуна), т. е. цинк для указанных выше металлов является анодным покрытием и защищает их от коррозии электрохимически. Защитные свойства таких покрытий сохраняются даже при малой толщине слоя, а также при наличии в нём пор или обнажённых участков.
Важную роль играет также низкая стоимость цинка по сравнению со многими цветными металлами.
Скорость разрушения цинкового покрытия составляет примерно 1,0–1,5 мкм год для местности, характеризующейся наличием в атмосфере значительных количеств сернистого и углекислого газов.
Значительное уменьшение скорости разрушения цинковых покрытий достигается специальной обработкой их в растворах солей хромовой кислоты, а также за счёт фосфатных и оксидных плёнок, образующихся в результате применения химических и электрохимических видов обработки цинкового покрытия.
Цвет покрытия (по ГОСТ 9.301-86) серебристо-белый или серебристо-серый с голубоватым оттенком. Допускаются незначительные радужные оттенки, если нет особых требований к декоративным свойствам покрытия. Детали с цинковым покрытием не являются бракованными если:
1) матовая поверхность после гидропескоструйной и металлпескоструйной очистки, галтования, травления;
2) потемнение или ослабление интенсивности цвета хроматного покрытия на деталях после термообработки;
3) более тёмный или более светлый оттенок хроматного покрытия в отверстиях и пазах, на внутренних поверхностях и вогнутых участках деталей сложной конфигурации, острых кромках, углах;
|
|
4) матовые полосы вокруг отверстий;
5) единые механические повреждения хроматного покрытия не более 2% общей площади;
6) изменение интенсивности цвета или потемнения после прогрева с целью обезводороживания и проверки прочности сцепления.
Подготовительные операции
Обезжиривание
Химическое обезжиривание заключается в том, что жиры, представляющие собой сложные эфиры глицерина и высших жирных кислот, при воздействии щёлочи омыляются и переходят в растворимые соли, а минеральные масла при воздействии щёлочи могут образовывать эмульсию.
При химическом обезжиривании применяют разбавленные растворы щёлочи, так как концентрированные щелочные растворы обладают способностью образовывать оксидные плёнки на поверхности детали, изготовленной из стали. Кроме того, образовавшиеся при обезжиривании мыла в концентрированных растворах щёлочи не растворяются, что отрицательно сказывается на прочности сцепления покрытий. Кроме едкого натра, растворы для обезжиривания содержат легко гидролизующиеся соли щелочных металлов (углекислый натрий, тринатрийфосфат и др.). Концентрация едкого натра в растворах для обезжиривания стальных деталей обычно не превышает 100 г/л.
С целью облегчения процесса отрыва капелек масла от поверхности металла и образования эмульсии в щелочной раствор добавляют поверхностноактивные вещества, так называемые эмульгаторы.
Химическое обезжиривание производят при температуре 70–90 °С, при которой омыление и процесс эмульгирования протекают более интенсивно. Продолжительность обезжиривания зависит от степени загрязнения деталей и составляет примерно от 5 до 60 мин.
Корректирование щелочного раствора в процессе работы осуществляется добавкой химикатов согласно данным анализа. Периодически в зависимости от размеров обезжиривающей ванны и количества обрабатываемых деталей щелочной раствор заменяют свежим.
Электрохимическое обезжиривание в щелочных растворах производится при помощи постоянного, а иногда и переменного тока. При постоянном токе обезжиривание осуществляется на катоде и на аноде. В процессе электролиза на поверхности детали наблюдается интенсивное выделение пузырьков газа, облегчающих отрыв капелек масла от поверхности детали, чем значительно улучшается обезжиривание.
При электрохимическом обезжиривании с увеличением поляризации уменьшается прочность сцепления масла с поверхностью электрода. Параллельно с усилением поляризации увеличивается степень смачивания водой поверхности металла.
Скорость обезжиривания деталей на аноде меньше, чем на катоде. Это объясняется тем, что в прианодном пространстве не происходит защелачивания электролита, вследствие чего процесс омыления жиров у анода происходит медленнее. Кроме того, количество выделяющегося при электролизе кислорода меньше, чем количество водорода, а пузырьки кислорода больше пузырьков водорода и меньше задерживаются на поверхности капелек масла, а поэтому и удаление масла с поверхности происходит менее интенсивно. Однако процесс катодного обезжиривания сопровождается наводораживанием.
Скорость электрохимического обезжиривания значительно выше химического. Качество обезжиривание также лучше. При электрохимическом обезжиривании пользуются в основном теми же химикатами что и при химическом, только в меньших концентрациях.
Недостаток электрохимического обезжиривания – низкая рассеивающая способность применяемых растворов, вследствие чего очистка сложнопрофилированных деталей затруднительнее.
Делая анализ вышенаписанного, и при условии того, что поверхность поступающей детали сильно зажирена консервационными маслами (см. раздел 2.2), принимаем решение: в технологических операциях по подготовке поверхности детали к покрытию использовать химическое обезжиривание как предварительную очистку от масел и электрохимическое обезжиривание на катоде для лучшей очистки от масел.
Для покрываемого металла – сталь ст3, при обработке во вращающемся барабане выбираем следующие составы и характеристики процесса обезжиривания (г/л) [18]:
1) химическое
Натр едкий технический марка ТР………………………...………20-40
Тринатрийфосфат…………………………………………………......5-15
Обезжириватель ДВ-301…………………….……………….……..….3-5
Силикат натрия растворимый………….…………………….…….10-30
Температура процесса составляет 50–70 °С, время обезжиривания 2–5 мин. Допускается заменять тринатрийфосфат эквивалентным количеством пирофосфорнокислого натрия.
2) электрохимическое
Натр едкий технический марка ТР………………………...………20-40
Тринатрийфосфат…………………………………………….……...5-15
Обезжириватель ДВ-301……………………………………..……1,4-1,9
Силикат натрия растворимый………….…………………….…….10-30
Температура процесса 50–70 °С, катодная плотность тока 2–8 А/дм3. Время обезжиривания на катоде составляет 0,5–5,0 мин. Аноды никелевые. При образовании большого количества пены в раствор добавляют 0,03–0,05 г/дм3 эмульсии КЭ 10–21.
Активация
Поверхность поступающей на покрытие детали покрыта слоем оксидов, который образуется при её изготовлении (см. раздел 2.2). В состав плёнки входят: FeO, Fe2O3 и Fe3O4.
Активацией называется процесс удаления с поверхности металлических деталей тончайшего, зачастую незаметного глазу слоя окислов, которые могли образоваться в промежутках между операциями. При активации одновременно происходит легкое протравливание верхнего слоя металла и выявление кристаллической структуры металла, что благоприятствует прочному сцеплению покрытия с основой.
Для химической активации чёрных металлов применяют растворы кислот (серной, соляной). При активации могут наблюдаться два процесса: химическое растворение окислов и растворение железного подокисного слоя, которое приводит к отстаиванию и удалению окислов. Эти два процесса могут протекать одновременно; в зависимости от природы кислоты, её концентрации и температуры меняется скорость, а, следовательно, преобладание того или иного процесса.
Механизм удаления окалины в серной и соляной кислотах неодинаков. В соляной кислоте растворяются преимущественно окислы, а в серной кислоте – главным образом металлическое железо с выделением водорода, который механически разрыхляет и удаляет окалину.
Растворение стальной основы – нежелательное явление, так как приводит к излишнему расходованию кислоты, потере металла, выделению вредных испарений; при этом возможно наводораживание металла. Кроме того, поверхность металла может оказаться разъеденной и шероховатой.
В таблице 3.2 показана зависимость продолжительности травления от концентрации кислот [4]. В таблице 3.3 показана зависимость продолжительности травления от температуры [4].
Таблица 3.2 - Продолжительность Таблица 3.3 - Продолжительность
травления в зависимости от травления в зависимости от
концентрации кислот (при 20 °С) температуры
| Концентрация кислоты в вес.% | Продолжительность травления в мин. | Температура кислоты в °С | Продолжительность травления в мин. | |||||
| в соляной кислоте | в серной кислоте | в соляной кислоте | в серной кислоте | |||||
| 2 5 10 15 20 25 30 40 | 90 55 18 15 10 9 - - | 135 135 120 90 85 65 75 95 |
| 5% | 10% | 5% | 10% | |
| 18 40 60 | 55 15 5 | 18 6 2 | 135 45 13 | 120 32 8 | ||||
Данные таблицы 3.2 показывают, что при концентрации кислот примерно от 20 до 25 % наблюдается наибольшая скорость травления. Данные таблицы 3.3 показывают, что скорость травления в растворе соляной кислоты в большей степени зависит от концентрации кислоты, а в растворе серной кислоты – от температуры. Приведём сравнительную характеристику преимуществ активации в соляной и серной кислотах.
Преимущества соляной кислоты:
1) возможность выполнять работы при комнатной температуре;
2) меньше разъедается поверхность деталей;
3) возможность получать более светлую поверхность деталей;
4) малое поглощение водорода;
5) травильные соли легко смываются с поверхности.
Преимущества серной кислоты:
1) невысокая стоимость;
2) полнее используется травильный раствор.
Делая анализ вышенаписанного и используя справочные данные ГОСТ 9.305-84, принимаем решение: в технологических операциях по подготовке поверхности детали к покрытию использовать для активации состав с соляной кислотой.
Активационный состав:
Кислота соляная синтетическая…………………………..50-100 г/дм3
Температура процесса цеховая (15-30 °С), продолжительность травления составляет 15-45 сек. Процесс активации проводится непосредственно перед покрытием.
Заключительные операции
Пассивирование
Для усиления защитных свойств цинкового покрытия применяется операция пассивирования путём обработки цинковых покрытий в растворах хромовой кислоты и её солей. При этой обработке происходит частичное растворение цинка с образованием плёнки хроматов цинка и соединений трёхвалентного хрома, придающих плёнке характерные цвета побежалости радужных оттенков. Толщина плёнки составляет до 0,5 мкм. Хроматные плёнки не допускают нагрева их до температуры 62 °С, так как при этом происходит дегидратация, вследствие чего снижаются защитные и механические свойства плёнок.
Образующаяся хроматная плёнка улучшает антикоррозионные свойства цинковых покрытий. Благодаря высокой пористости, которой обладают пассивирующие плёнки, они существенно улучшают адгезионные свойства оцинкованных поверхностей, облегчая тем самым нанесение на них лакокрасочных покрытий защитного и специального назначения.
Операции пассивирования обычно предшествует операция осветления. В результате этой операции цинковое покрытие приобретает более светлый оттенок. Эти операции можно проводить в одной гальванической ванне, при условии применения специальных растворов.
Состав такого раствора, применяемого во вращательных установках на автоматических линиях, такой (г/л) [18]:
Спирт поливиниловый………………..……………………………….2-6
Соль Ликонда 25…………………………………………………..….70-75
Температура процесса цеховая (18–30 °С), продолжительность пассивации составляет 0,75–1,5 мин. рН=0,5–1,2.
Сушка
Перед тем как детали с нанесённым на них цинковым покрытием сойдут с линии их необходимо просушить. Эта операция проводится для того чтобы при дальнейшей эксплуатации не происходила коррозия вследствие большой влажности самих деталей. Кроме того, сушка способствует улучшению сцепления недавно образованной пассивной плёнки с цинковым покрытием. Характерной особенностью процесса высушивания деталей с цинковым покрытием является то, что процесс ведётся при температуре до 60 °С. Это объясняется тем, что при более высоких температурах пассивная хроматная пленка разрушается, так как при таких высоких температурах происходит дегидратация, вследствие чего снижаются защитные и механические свойства плёнок.
Сушку деталей обрабатываемых в барабанах на автооператорных линиях сушку производится в аппарате «Сушило» с циркуляцией нагретого воздуха. Разгрузка высушенных деталей в этом аппарате производится автоматически. Температура процесса не выше 60 °С, продолжительность составляет 3-10 мин [18].
Промывка
После каждой операции подготовки и нанесения гальванического покрытия детали следует тщательно промывать, причём особенное влияние уделять тому, чтобы в гальванические ванны не попадало даже следов обезжиривающих, травильных и активационных растворов. Загрязнения могут стать причиной ухудшения сцепления покрытия с основой, появления пятен и других нарушений нормальной работы электролита. Вода должна быть как можно меньшей жёсткости, её необходимо часто менять. В некоторых случаях применяется проточная вода, которая подаётся снизу и сливается из верхней части промывочного бака или ванны (см. рис. 3.1). Скорость смены проточной воды зависит от начальной и конечной концентрации растворов и уноса раствора деталей. Промывка проводится в течение 1-3 минут, особенно после травления, чтобы удалить из всех пор остатки кислоты и солей железа.
Качество промывки может быть улучшено перемешиванием воды сжатым воздухом, а также применением разбрызгивающих устройств и струйных установок (см. рис. 3.1). Весьма целесообразно применять обессоленную воду. В результате обработки воды ионообменным способом содержание солей в воде может быть доведено до 20-40 мг/л.
После обезжиривания детали промывают вначале горячей, затем в холодной воде. Хорошо обезжиренная поверхность должна равномерно покрываться водой.
После активации перед загрузкой в ванну детали не следует промывать в горячей воде, так как при этом поверхность деталей быстро высыхает. В данном случае это нежелательно, так как тонкая плёнка влаги препятствует контакту металла с кислородом воздуха, предохраняя его от окисления.
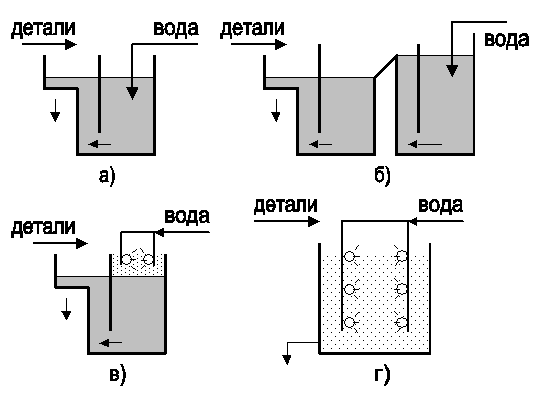
а) погружная проточная ванна промывки; б) двухступенчатая каскадная проточная ванна промывки; в) комбинированная ванна промывки; г) струйная ванна промывки.
Рисунок 3.1 – Виды ванн промывки
Детали с нанесённым покрытием промывают сначала в проточной холодной воде, затем в горячей, чем облегчается сушка. Промывные воды не должны содержать кислот или солей более 0,2%.
По температурному режиму промывки делятся на (ГОСТ 9.314-90): холодную (15–39 °С), тёплую (40–60 °С) и горячую (свыше 60 °С).
Следуя тому, что изложено в этом разделе, выбираем следующие операции промывки:
1) После ванны химического обезжиривания проводить промывку в тёплой проточной ванне;
2) После ванны электрохимического обезжиривания на катоде проводить промывку в двухступенчатой каскадной проточной ванне с подогревом первой ступени (по направлению движения деталей) до 60 °С;
3) После ванны активации проводить двухступенчатую каскадную промывку в холодной воде;
4) После ванны покрытия проводить промывку в ванне улавливания и холодной одноступенчатой проточной ванне;
5) После ванны хроматирования проводить промывку в двухступенчатой каскадной проточной ванне с подогревом первой ступени (по направлению движения деталей) до 60 °С.
Технологическая карта
Ниже приведена технологическая карта для автоматической линии цинкования в барабанах. Заполнение данных форм производилось в соответствии с ГОСТ 3.1408-85.
Сырьё и материалы
Для цинкования применяются вальцованные аноды марки Ц0 и Ц1 по ГОСТ 1180-60. Вспомогательные материалы, применяемые при цинковании, приведены в таблице 3.3.
Таблица 3.3 - Материалы, применяемые при цинковании
| Наименование материалов | Химическое обозначение | ГОСТ или ТУ |
| Блескообразующие добавки НБЦ-0, НБЦ-К Едкий натр технический марка ТР Кислота соляная техническая Обезжириватель ДВ-301 Окись цинка Силикат натрия растворимый Соль Ликонда 25 Спирт поливиниловый Сульфанол НП-3 Тринатрийфосфат | - NaOH HCl - ZnO Na2SiO3 - - - Na3PO4·12Н2О | ТУ 6-09-4799-83 ГОСТ 2263-79 ГОСТ 857-78 ТУ 38-40835-79 ГОСТ 10262-78 ГОСТ 13079-81 ТУ 6-18-200-78 ГОСТ 10779-78 ТУ 81-509-81 ГОСТ 201-76 |
Контроль качества покрытия
Качество цинковых покрытий определяют по следующим основным параметрам: внешний вид, толщина покрытия, прочность сцепления. Пористость этих покрытий обычно не контролируется, так как она, учитывая анодный характер защиты, не регламентируется.
Контроль толщины покрытия на данной линии определяется химическим капельным способом. Методом случайного избрания выбирается 5 деталей из загрузки после прохождения всех технологических операций. Далее в химической лаборатории проводится анализ следующим образом: готовится раствор 200 г/л хромовой кислоты плюс 50 г/л серной кислоты, полученный раствор по капле стекает на испытуемую деталь со скоростью 100±5 капель в минуту, а толщина покрытия определяется временем, требуемым для того, чтобы обнажился основной металл. Кривые, связывающие время проникновения с толщиной при различных температурах, приводятся в публикациях ASTM, посвященных методам испытаний. В таблице 3.4 приводятся данные, которые могут быть использованы, чтобы рассчитать толщину, исходя из времени проникновения при испытаниях.
Таблица 3.4 - Время необходимое
для растворения 25 мкм цинка
| Температура испытания °С | Время, сек. |
| 15,6 21,1 26,7 32,2 37,8 | 115 105 93 88 80 |
При этом методе не нужно прерывать испытания, чтобы определить момент его окончания. Главный недостаток этого метода состоит в том, что испытания необходимо проводить при определённой температуре, что не всегда возможно. Реактивы должны использоваться только однократно.
Контроль по внешнему виду. Детали, покрытые цинком, осматриваются невооружённым глазом при освещении рассеянным светом. Отбраковке подлежат детали, имеющие следующие дефекты покрытия: непокрытые участки поверхности, шероховатость, превышающая допустимые нормы, отслаивание покрытия в виде отдельных вздутий (пузырей) или осыпающихся частиц покрытия, точечные изъязвления (питтинг), грязные подтёки воды, тёмно-коричневый цвет пассивной плёнки.
Допустимые дефекты покрытий перечислены в разделе 3.1.
Контроль прочности сцепления. Для оценки прочности сцепления применяют испытание нанесением сетки царапин. На поверхность испытуемого покрытия наносят стальным остриём несколько параллельных линий до основного металла на расстоянии 2‑3 мм друг от друга и параллельных линий, проведённых перпендикулярно к первым линиям. Покрытие считается выдержавшим испытание, если образовавшиеся в пересечении квадратики не отслаиваются при растирании пальцем.
Дефекты и их устранение
Цинковое покрытие с поверхности стальных деталей может быть удалено растворением в 5–10 % соляной кислоте или серной кислоте при комнатной температуре. Чтобы уменьшить степень растворения стали, в раствор добавляют немного окиси сурьмы или хлорида сурьмы (3–5 г/л). Для растворения цинка можно использовать 10–15 % раствор щёлочи.
Основные неполадки при цинковании и способы их устранения приведены в таблице 3.5.
Таблица 3.5 – Неполадки при цинковании в цинкатном электролите
| Характеристика дефектов | Причины дефектов | Способы устранения |
| Тёмный (губчатый) осадок | 1) наличие олова в двухвалентной форме 2) низкое содержание олова 3) низкая концентрация ZnO 4) повышенная катодная плотность тока 5) низкая температура электролита 6) электролит не проработан | 1) провести корректировку электролита по соответствующим компонентам 2) повысить температуру 3) снизить плотность тока 4) проработать электролит |
| Отсутствие покрытия по всей поверхности изделия при низких плотностях тока | 1) короткое замыкание на ванне 2) наличие окислителей в электролите | 1) устранить короткое замыкание 2) произвести проработку ванны током |
| Пассивирование анодов, сопровождаемое выделением кислорода | 1) недостаток щёлочи 2) высокое значение анодной плотности тока | 1) увеличить поверхность анодов 2) снизить плотность тока |
Характерные неполадки при пассивировании представлены в таблице 3.6.
Таблица 3.6 – Неполадки при пассивировании
| Характеристика неполадок | Причина неполадок | Способ устранения |
| Образование коричневой легко стирающейся плёнки | Увеличение рН раствора; передержка деталей в растворе | Добавить серную кислоту до заданного рН; сократить время выдержки |
| Пятна на внутренних поверхностях деталей | Разбавление в растворе | Добавить свежий раствор в концентрированном виде |
| Плёнка синеватого цвета | Недостаток бихроматов | Добавить соль Ликонда25 |
| Наличие участков, не покрытых плёнкой | Некачественная промывка перед пассивированием | Улучшить промывку |
Анализ электролитов
Анализ растворов для обезжиривания. В растворах для обезжиривания проводится обработка стальных деталей. Основными компонентами ванн являются: едкий натр, тринатрийфосфат и силикат натрия.
1) Определение едкого натра проводится объёмным методом. Гидроксид бария Ba(OH)2 титруют раствором соляной кислоты в присутствии индикатора фенолфталеина. Фосфат натрия и силикат натрия при действии хлорида бария переходят в осадок. Реакция осаждения протекает по уравнениям
2 Na3PO4 + 3 BaCl2 ® Ba3(PO4)2 + 6 NaCl, (3.7)
Na2SiO3 + BaCl2 ® BaSiO3 + 2 NaCl. (3.8)
Едкий натр даёт эквивалентное количество гидроксида бария
2 NaOH + BaCl2 ® Ba(OH)2 + 2 NaCl. (3.9)
Реакция титрования идёт по уравнению
Ba(OH)2 + 2 HCl ® BaCl2 + 2 H2O. (3.10)
Ход анализа подробно описан в [9].
2) Определение общей щёлочности раствора. При большом содержании едкого натра и карбонатов в присутствии тринатрийфосфата и жидкого стекла раздельное определение едкой щёлочи и карбонатов не даёт удовлетворительных результатов. Поэтому в обезжиривающем растворе определяют общее содержание щёлочи в пересчёте на едкий натр титрованием раствора соляной кислоты в присутствии метилового оранжевого. Ход анализа подробно описан в [9].
3) Определение тринатрийфосфата проводится фотоколориметрическим методом. Метод основан на восстановлении молибдена, входящего в состав фосфорно-молибденовой гетерополикислоты Н7[P(Mo2O7)6], до пятивалентного при помощи двухвалентного железа и сульфита натрия. Раствор окрашивается в синий цвет (молибденовой сини). Измерение интенсивности окраски проводят на приборе ФЭК–2 с зелёным светофильтром в кювете с толщиной слоя 20–30 мм в зависимости от содержания тринатрийфосфата. Ход анализа подробно описан в [9].
4) Определение содержания силиката натрия. Содержание силиката натрия в растворе вычисляют после определения кремния. Кремний в растворе определяют фотоколориметрическим методом. Соли кремния образуют с молибдатом аммония в слабокислом растворе жёлтое комплексное соединение кремнемолибденовой кислоты. При последующем восстановлении кремнемолибденовой кислоты с помощью хлорида олова молибден восстанавливается до низшей степени окисления с образованием молибденовой сини. Измерение интенсивности окраски проводят на приборе ФЭК–2 с зелёным светофильтром в кювете с толщиной слоя 20–30 мм в зависимости от содержания силиката натрия в растворе. Ход анализа подробно описан в [9].
Анализ раствора травления. В растворе травления анализируются содержание серной кислоты и содержание примеси железа.
1) Определение серной кислоты производится ацидиметрическим методом. Метод основан на определении общей кислотности раствора титрованием пробы щёлочью по фенолфталеину. Ход анализа подробно описан в [8].
2) Определение железа производится комплексонометрическим методом. Метод основан на прямом титровании трилоном Б железа (III) в присутствии салициловой кислоты при рН 4–5. Предварительно двухвалентное железо окисляют до трёхвалентного перекисью водорода. Ход анализа подробно описан в [8].
Обслуживание электролитов
В процессе работы ванны цинковые аноды покрываются шламом, присутствие которого затрудняет их растворение, что приводит к постепенному истощению электролита цинком. Для удаления шлама с анодов нужно периодически извлекать их из ванны и чистить железными щётками.
Для очистки электролита цинкования от примесей металлов (железо, медь, свинец и др.), источниками которых могут быть используемые т
|
|
|

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!