
Основание должно быть на 30 см. шире отверстий.
Контур VF-0/ E/1/2

ПЕРВОНАЧАЛЬНАЯ УСТАНОВКА
ВНИМАНИЕ!
В этот момент HE должно быть электрического подсоединения к станку. Электрическая панель должна быть закрыта и три задвижки на двери закреплены все время, за исключением установки и обслуживания. В это время к панели могут иметь доступ только квалифицированные электрики. Когда главный переключатель включен, на электрической панели присутствует высокое напряжение (включая монтажные платы и логические схемы) и некоторые компоненты функционируют при высокой температуре. Поэтому вы должны быть предельно осторожны при работе с панелью.
1. Установите на OFF главный переключатель вверху справа электрической панели с задней стороны станка.
2. Используя отвертку разъедините две задвижки на двери панели, разблокируйте шкаф с помощью ключа и откройте дверь.
3. Инструкции расположены снизу слева от панели.
4. Потратьте достаточное время, чтобы проверить все компоненты и разъемы, связанные с монтажными платами. При выключенном питании мягко нажимайте на них, чтобы удостовериться, что они "сидят" в своих гнездах. Посмотрите: не рассоединены ли какие-либо кабели, нет ли признаков повреждения и рассоединенных деталей снизу коробки панели. Если есть признаки того, что со станком неправильно обращались, будьте очень осторожны с включением питания станка (будьте готовы выключить НЕМЕДЛЕННО). Или если есть очевидные проблемы, позвоните на завод ПЕРЕД продолжением.
ПОДКЛЮЧЕНИЕ ВОЗДУХА
ВНИМАНИЕ!
Работа с воздушной системой, требуемой для MINI MILL может быть опасной. Удостоверьтесь, что в воздухопроводе нет давления перед присоединением его к станку, отсоединением его от станка или отсоединением деталей для обслуживания воздушной системы станка.

Pressure gauge – Манометр
Hose Barb – Производственный сжатый воздух
Tool changer air line – Воздушная линия устройства смены инструмента
5th axis air line – Воздушная линия 5-й оси
Air filter – Воздушный фильтр
Bijur Lubricator – Флаконный лубрикатор.
1. Когда станок покидает фабрику, воздушный фильтр пустой, a воздушная система смазки и резервуар полные. Однако, их нужно проверить и провести обслуживание, если потребуется, перед подачей сжатого воздуха на станок.
2. При выключенном воздушном давлении в воздухопроводе подсоедините источник подачи воздуха к концу шланга, следующему за воздушным фильтром/регулятором (ниже электрической панели). Если поставленное крепление не подходит, просто замените его.
3. Запустите компрессор, установите его на величину между 7-8 Атм. Установите регулятор на машине на величину от 85 до 90 PSI.
4. Заполните флаконный лубрикатор, чтобы удостовериться, что он работает. Чтобы заполнить систему смазки, потяните вверх рукоятку сверху резервуара. ВНИМАНИЕ! НИКОГДА не толкайте вниз рукоятку наполняющего устройства! Она сама постепенно возвращается в нижнее положение и соответствующее увеличение давления можно увидеть на манометре.
ПРИМЕЧАНИЕ: В зависимости от положения кулачка, который приводит ее в действие, система смазки может не запускаться в течение нескольких минут после запуска станка. Однако, если есть проблема с системой, сигнал тревоги остановит станок.
ЭЛЕКТРИЧЕСКИЕ ПОДКЛЮЧЕНИЯ
Примечание: Станок должен иметь воздушное давление на манометре, иначе при включении питания будет сигнал тревоги "Low Air Pressure" (низкое воздушное давление).
ОСТОРОЖНО!
Работа с электрической системой, требуемой для VMC, может быть очень опасной. Электропитание должно быть отключено и нужно предпринять меры, обеспечивающие, что оно не было включено, пока вы работаете. В большинстве случаев это означает выключение автоматического выключателя на панели и последующее блокирование двери панели. Однако, если это подключение отличается или вы не знаете точно, как это сделать скоординируйте организацию труда с соответствующим персоналом или получите необходимую помощь ПЕРЕД продолжением работы.
ПРЕДУПРЕЖДЕНИЕ!
Электрическая панель должна быть закрыта и три задвижки на двери должны быть закреплены все время, за исключением установки и обслуживания. В это время к панели могут иметь доступ только квалифицированные электрики. Когда главный автоматический переключатель включен, на электрической панели присутствует высокое напряжение (включая монтажные платы и логические схемы) и некоторые компоненты функционируют при высокой температуре. Поэтому требуется предельная осторожность.
Линия заземления
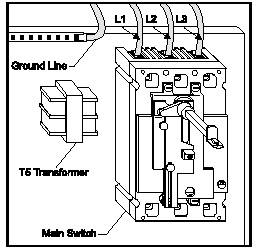
Ground line – Заземление
Main switch – Главный переключатель
Главный переключатель
1. Подключите три линии электроснабжения к терминалам сверху главного переключателя вверху справа электропанели и отдельную линию заземления к шине заземления слева от терминалов.
примечание! Удостоверьтесь, что провода действительно идут на зажимы терминалов. (Легко пропустить зажим и затянуть винт. Соединение выглядит верным, но станок работает с перерывами или имеет другие проблемы, такие как перегрузки серводвигателей.) Чтобы проверить это, просто потяните провода после затягивания винтов.
2. После подсоединения линии напряжения к станку, удостоверьтесь, что главный автоматический переключатель (справа вверху заднего шкафа) выключен OFF (поверните стержень, соединяющий с выключателем, против часовой стрелки, пока он не щелкнет OFF). Поверните ON на источнике питания. Используя точный цифровой вольтметр с соблюдением соответствующих процедур безопасности, измерьте напряжение между всеми парами фаз на главном автоматическом переключателе и запишите показания. Напряжение должно быть между 195 и 260 Вольт (360 и 480 для опции высокого напряжения).
ПРИМЕЧАНИЕ:
Широкие колебания напряжения распространены во многих промышленных зонах: вы должны знать минимальное и максимальное напряжение которое будет подаваться на станок при работе. Национальная электрическая система США (U.S. National Electrical Code) определяет, что станки должны работать с изменениями от +5 % до -5 % от среднего напряжения. Если происходят проблемы с линейным напряжением или ожидается низкое линейное напряжение, требуется внешний трансформатор. Если вы ожидаете проблем с напряжением, напряжение нужно проверять каждый час или два в течение обычного дня, чтобы удостовериться, что напряжение не отклоняется более, чем на +5 % или -5% от среднего значения.
ВНИМАНИЕ!
Удостоверьтесь, что главный переключатель установлен на OFF и питание отключено на вашей панели источника ПЕРЕД тем, как изменить соединения трансформатора. Убедитесь, что все три черных провода подвинуты к правильному терминалу и что они зажаты.
3. Проверьте соединения на трансформаторе в нижнем правом углу заднего шкафа. Три черных провода, помеченные 74, 75 и 76, должны быть перемещены к тройке терминала, соответствующей среднему напряжению, измеренного выше на этапе 2. Есть четыре позиции для входной мощности для трансформатора 260 Вольт и пять позиций для трансформатора 480 Вольт. Диапазон входного напряжения для каждого терминала следующий:

Высокое напряжение Низкое напряжение
4. Установите главный переключатель на ON (поверните стержень, связанный с рукояткой на двери панели, по часовой стрелке, пока он не щелкнет ON). Проверьте очевидные проблемы, такие как запах перегревшихся компонентов или дым. Если выявлены такие проблемы, установите главный переключатель на OFF немедленно и позвоните на завод перед продолжением работы.

5. После включения питания измерьте напряжение на верхних терминалах на контакторе K1 (располагается ниже главного автоматического переключателя). Оно должно быть тем же, что и измерения там, где входная мощность соединяется к главному переключателю. Если есть какие-либо проблемы, проверьте проводку.
6. Включите питание к управлению, нажав переключатель Power-On на передней панели. Проверьте напряжение DC шины на Распределительной Карте Серводвигателя. Оно должно быть между 160 и 175 Вольт. Если напряжение выходит за эти пределы, позвоните на завод. Проверьте DC напряжение, показываемое на второй странице данных диагностики на экране. Он помечен DC BUS. Проверьте, чтобы показанное напряжение соответствовало напряжению, измеренному на Распределительной Карте Питания +/-7 V DC.
7. Выключите питание (поверните стержень, контактирующий с рукояткой на двери панели, против часовой стрелки, пока он не щелкнет в позиции OFF). Также, установите рукоятку главного переключателя на двери панели на OFF. (И рукоятка, и переключатель должны быть установлены на OFF перед тем, как дверь может быть закрыта). Закройте дверь, закрепите задвижки и снова включите питание.
8. Удалите ключ из шкафа управления и отдайте его руководителю цеха.
Трансформатор Т5 подает напряжение 24 VAC к контакту К1. Этот трансформатор имеет вторичную обмотку с первой стороны 200/240 В (360/400/480 В для высоковольтных станков).
Примечание: Выберите нужный контакт в соответствии с питанием подаваемым на станок.
Запуск

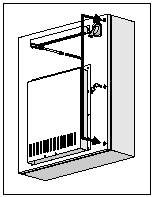
1. Удалите связующий материал с ведущего кабеля, прежде чем включить главный выключатель.
2. Отвинтите четыре винта с внутренним шестригранником (три на столе станка и один на шпиндельной головке), с помощью которых смонтировано транспортное ограждение, и затем удалите его.
3. При включенном главном выключателе (установка ON) на электрошкафе нажмите клавишу POWER ON слева вверху на пульте управления, и отпустите ее. Вы услышите щелчок сзади станка и будут запущены вентиляторы. (если Вы не услышали этот звук, станок не обеспечен питанием и Вам необходимо проверить соединение с электрошкафом, соблюдая все мероприятия по безопасности). По истечении нескольких секунд на дисплее высветится показание.
ВНИМАНИЕ!
Не нажимайте кнопку POWER UP/RESTART на панели управления пока не будет убрана скоба транспортировки под шпинделем.
4. Нажмите кнопку SETNG GRAPH, затем отпустите ее. Затем пролистайте вниз до последней страницы (многократное нажатие кнопки PAGE DOWN). Подведите курсор на Установку 53, JOG W/О ZERO RETURN (стрелкой курсора вниз). Нажмите и отпустите стрелку курсора вправо, затем нажмите и отпустите кнопку WRITE справа внизу на пульте управления, чтобы включить данную Установку. Включением JOG W/О ZERO RETURN удаляется блокировка перехода в ноль.
(Примечание: эта Установка, как и многие другие, при переключении станка в OFF (выкл.) устанавливается обратно. Поэтому эксплуатация станка предотвращается до тех пор, пока не подводятся все точки начала отсчета - управление станком не может определить позицию, пока точка начала отсчета не будет установлена программой. В связи с этим важно произвести переход в точки начала отсчета при каждом запуске станка, но не во время запуска программы.
5. Нажмите клавишу RESET дважды и отпустите или держите до тех пор, пока не будете ни одного аварийного сигнала, чтобы запустить серво.
Примечание: Если Вы не можете удалить сигнал тревоги, тогда нажмите клавишу ALARM MESGS и отпустите ее, чтобы получить дальнейшую информацию об аварийных сигналах. Если Вы не смогли удалить аварийный сигнал, запишите его номер и свяжитесь с заводом.
6. Нажмите и отпустите кнопку HANDLE JOG и проверьте установку в сообщении “JOGGING Z AXIS HANDLE.001”. Необходимо МЕДЛЕННОЕ перемещение (не более 0.001 дюйма на шаг). Если сообщение не соответствует.001, нажмите и отпустите клавишу.001.
7. Осторожно подведите ось Z к верхнему ограничению пути и удалите транспортный страховочный ведущий кабель.
8. Если Вы убедились, что ось Z работает правильно (равномерное перемещение без препятствий), тогда убедитесь, что исчезли все аварийные сигналы, контролируйте, чтобы эти сигналы не появились внизу на экране. (См. пункт 4 в этом разделе информацию об аварийных сигналах). Затем закройте дверь, нажмите кнопку ZERO RETURN и AUTO ALL AXES. Ось Z медленно движется вверх. После того, как она достигла исходного положения, двигайте оси Х и Y в их исходное положение.
Внимание: Если Вы услышали какие-либо звуки, нажмите сразу же аварийный останов (EMERGENCY STOP) и свяжитесь с заводом.
Примечание: чтобы проконтролировать гидравлическое давление уравновешивания оси Z, фрезерный шпиндель должен подойти к самому верху. Показание давления необходимо сравнить с давлением на баке с азотом.
Давление при перемещении станка.

Монтаж системы охлаждения
1. Подключите трубопровод 3/4" к первичному насосу хладогента.
2. Присоединить электроподключение насоса хладогента к правой стороне электрошкафа.
3. Заполните бак примерно 75 л. СОЖ.
Примечание:
Перед включением системы охлаждения убедитесь, что дренаж установлен примерно посередине бака.
Выставление уровня
Выставление станка по уровню необходимо для того, чтобы достичь прямоугольной геометрии осей X, Y, Z. Неправильное выставление по уровню в результате приводит к неточному круговому фрезерованию и неточной линейной интерполяции.
Выставление станка по уровню производится в два захода: сначала грубое выставление по уровню, чтобы убедиться, что станок стоит в горизонтальном положении для стока хладогента и масла, а затем точное выставление станка по уровню для осевой геометрии. Напоследок проверяется диапазон шпинделя. Выставление станка по уровню производится без удаления какого-либо покрытия.
Примечание: много факторов могут повлиять на геометрию станка, жесткость пола, стойкость основания пола, железная дорога или шоссе, которые пролегают недалеко, сейсмическая активность и т.д. По этим причинам, исходя из опыта, Вам необходимо знать, как часто необходимо новое выставление станка по уровню и проверять его как можно чаще.
Используйте сверхточный ватерпас, у которого деление 0.05 мм соответствует 1м. Перед применением проверьте его точность. Установите его на стол в ось Х и запомните показание. Затем поверните его на 180°, показание должно быть то же самое. Если это не так, значит градуирование на ватерпасе не в порядке и его необходимо отрегулировать перед продолжением.





