Технологический процесс изготовления каркаса делится на следующие этапы:
1) Заготовительный:
- отрезать заготовки согласно требованиям эскиза, на одну деталь требуется 8 профилей длиной 1000 мм и 4 профиля длиной 600 мм (маятниковая пила ПМ-300/80);
- контроль размеров согласно требованиям эскиза (комплект ВИК-1).
2) Фрезерный:
- фрезеровать детали в размеры согласно требованиям эскиза (станок вертикальный консольно-фрезерный 6Р13);
- контроль размеров согласно требованиям эскиза (комплект ВИК-1).
3) Слесарный:
- зачистить заусенец после фрезерной обработки (УШМ Metabo WEV 10-125 Quick);
- выполнить фаску 1±0,5х45˚ на кромках выполненных под 45˚ (УШМ Metabo WEV 10-125 Quick);
- контроль зачистки заусенцев - 10% (визуально);
- контроль выполнения фасок - 10% (комплект ВИК-1).
4) Слесарно-сборочный:
- собрать детали поэтапно согласно требованиям эскиза (стол сварочно-сборочный ССМ-05 и угловые струбцины);
- контроль правильности сборки - 10% (визуально).
5) Сварочный:
- прихватить собранный узел (аргоновый инвертор Blue weld prestige 186 pro);
- режимы сварки: Д20 (1201) 
- расход аргона 8-10 л/мин.
6) Слесарный:
- Снять усиление шва (УШМ Metabo WEV 10-125 Quick).
7) Сварочный:
- сварить детали согласно требованиям эскиза, материал ВАД1 (аргоновый инвертор Blue weld prestige 186 pro);
- режимы сварки: Д20 (1201) 
- расход аргона 8-10 л/мин;
- визуальный контроль сварных швов на наличие дефектов (пор, непроваров, трещин);
- контроль размеров согласно требованиям эскиза - 10% (комплект ВИК-1).
8) Слесарный:
- зачистить сварные швы заподлицо к основному металлу с двух сторон шероховатостью  (УШМ Metabo WEV 10-125 Quick);
(УШМ Metabo WEV 10-125 Quick);
- рихтовать детали в размеры согласно требованиям эскиза (УШМ Metabo WEV 10-125 Quick);
- контроль размеров согласно требованиям эскиза - 10% (комплект ВИК-1);
- контроль шероховатости сварных швов - (Измеритель шероховатости поверхности TR210).
9) Фрезерный с ЧПУ:
- фрезеровать 4 паза согласно требованиям эскиза (вертикальный обрабатывающий центр VMC1060 / VMC1370);
- сверлить 148 отверстий согласно требованиям эскиза (вертикальный обрабатывающий центр VMC1060 / VMC1370);
- контроль размеров согласно требованиям эскиза - 10% (комплект ВИК-1).
10) Контрольный:
- проверить качество сварных швов с помощью ультразвукового контроля (ультразвуковой дефектоскоп DIO 1000 SFE).
11) Слесарный:
- зачистить заусенец на 4-х пазах и 148 отверстий (УШМ Metabo WEV 10-125 Quick);
- выполнить угол 90˚ в пазах согласно требованиям эскиза (УШМ Metabo WEV 10-125 Quick);
- выполнить зенковки на 148 отверстий согласно требованиям эскиза (2320-2568 Зенкер Ø15 U8 ГОСТ 12489-71);
- контроль размеров согласно требованиям эскиза - 10% (комплект ВИК-1);
- контроль зачистки заусенцев - 10% (визуально).
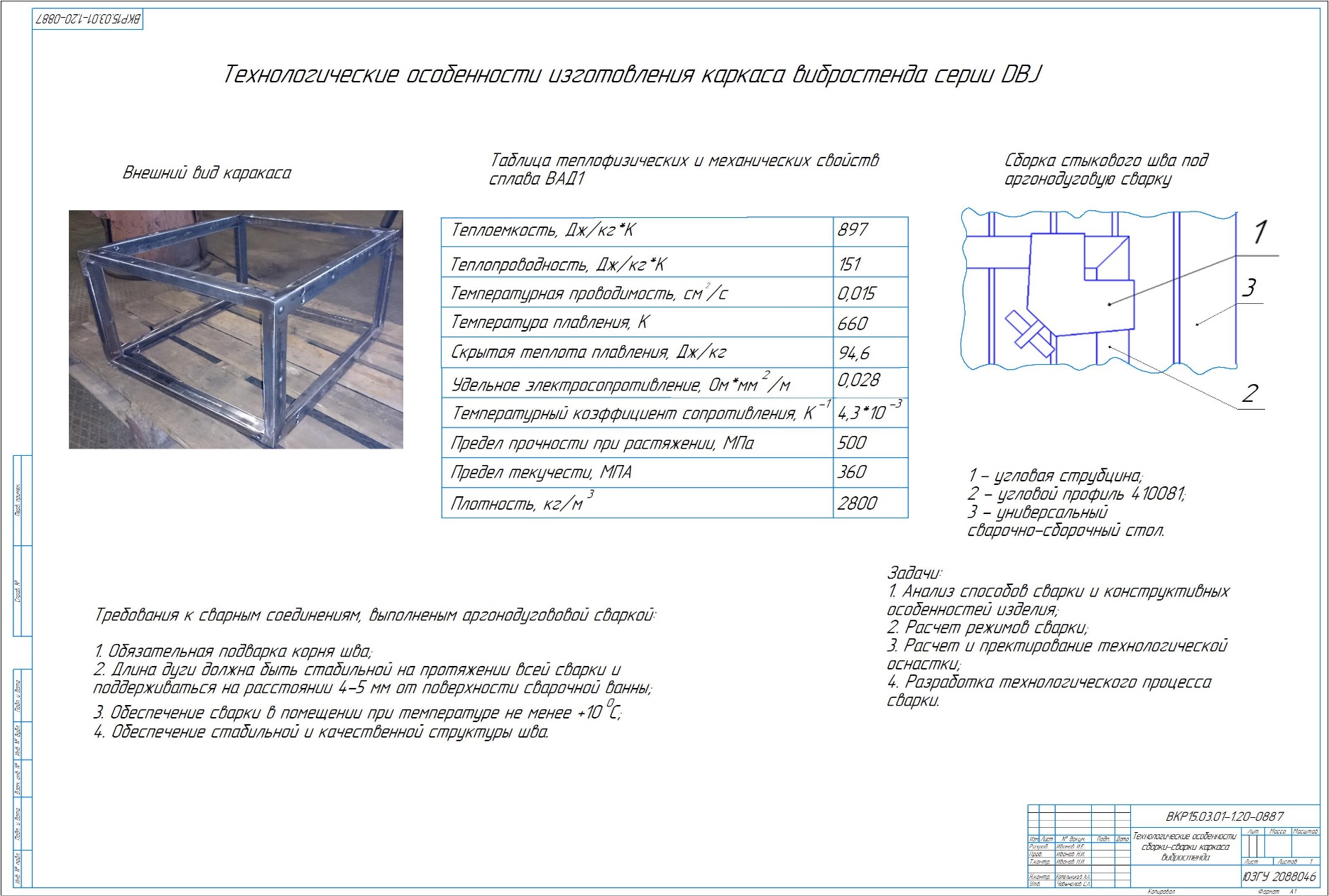
Для изготовления изделия применяется аргонодуговой способ сварки, как наиболее рациональный и технологичный.
3.3 Разработка планировки участка для сборки-сварки каркаса вибростенда
Участок, где осуществляется техпроцесс изготовления изделия, состоит из следующих мест:
1. Склад заготовок.
2. Сборочный пост.
3. Сварочный пост.
4. Место зачистки.
5. Контроля.
6. Склад готовых изделий.
Минимальная ширина прохода между местами составляет 1,5 м. На участке размещены источники питания, щит пожарной опасности, ящик с песком.
К участку подведены магистрали подачи сжатого воздуха, воды, углекислого газа, а также осуществлен подвод электрической энергии, есть противопожарный трубопровод.
Площадь участка составляет 72  .
.
Ширина проезда 2 м.
План и грузопоток сборки и сварки стойки изображены на чертеже ВКР15.03.01-1.20-0882.
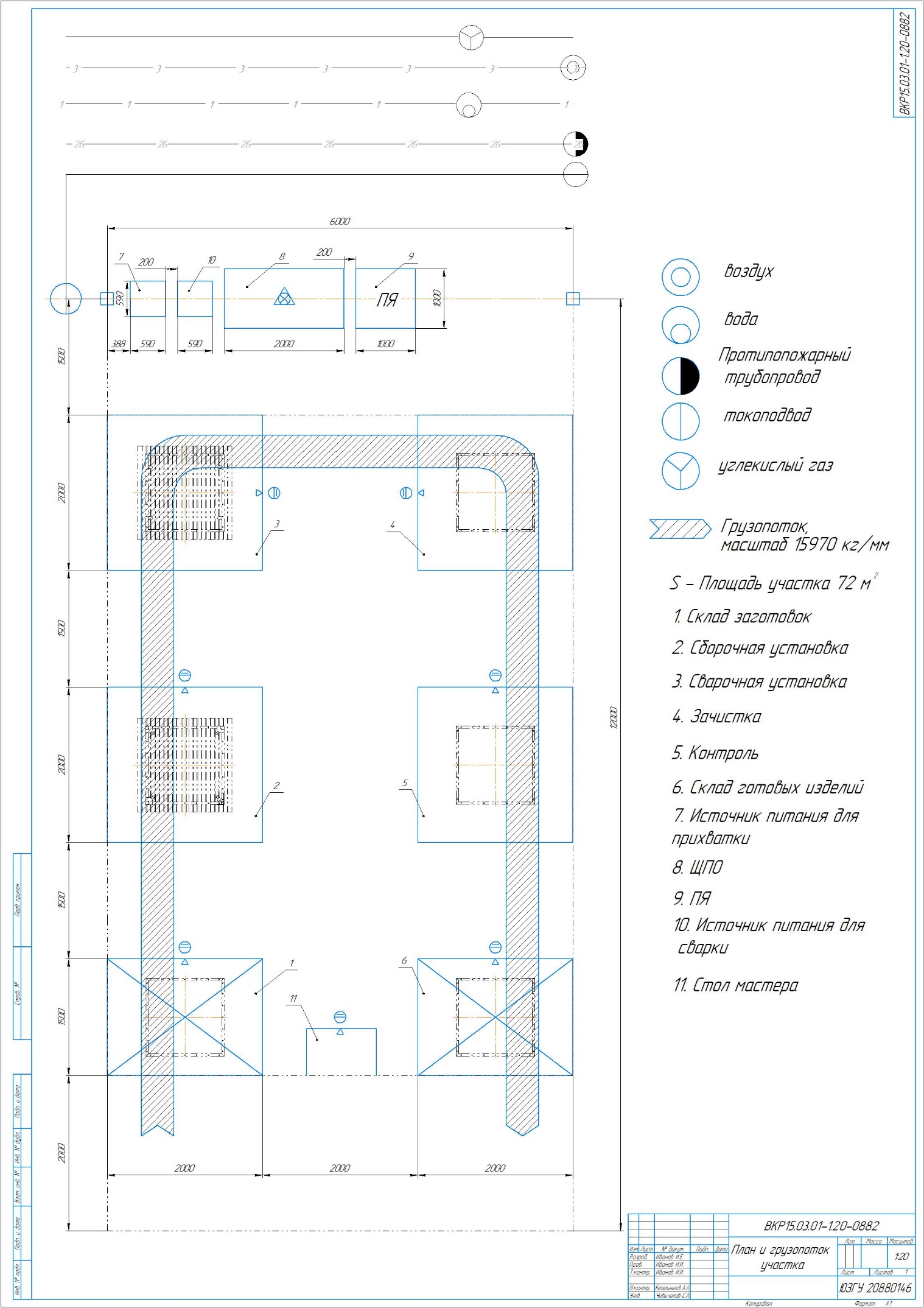
Рисунок 23 - План сборочно-сварочного участка
Заключение
В результате проделанной работы над ВКР были достигнуты следующие результаты:
· Разработан технологический процесс сборки и сварки каркаса вибростенда. Маршрутно-операционная карта технологический процесса сборки и сварки приведена в приложении З.
· Рассчитаны оптимальные режимы сварки.
· Подобрана и рассчитана необходимая оснастка.
· Рассмотрена методика контроля сварных соединений каркаса вибростенда.
· Осуществлен выбор оборудования для сварки.
Список используемой литературы
1. Г.А. Николаев Сварка в машиностроении: Справочник в 4-х томах [Текст] / Г.А. Николаев и др.- М.: Машиностроение, 1978. – Т.2 / Под ред. А.И. Акулова, 1978 – 462 с.
2. Гуревич С.М. Справочник по сварке цветных металлов [Текст]/ Гуревич С.М. - Киев.: Наукова думка, 1981. – 608 с.
3. Белинский С.М., Каганский Б.А., Темкин Б.Н. Оборудование для сварки неплавящимся электродом в среде инертных газов [Текст] / Белинский С.М., Каганский Б.А., Темкин Б.Н. – Л.: Энергия, 1975. – 100 с.
4. Патон Б.Е. Технология электрической сварки металлов и сплавов плавлением [Текст] / Под ред. Б.Е. Патона. – М.: Машиностроение, 1974. – 768 с.
5. Лесков Г.И. Электрическая сварочная дуга [Текст]/ Лесков Г.И. – М.: Машиностроение, 1970. – 335 с.
6. Смирнов В.В. Оборудование для дуговой сварки: Справочное пособие [Текст] / Под ред. В.В. Смирнова. – Л.: Энергоатомиздат, 1986. – 656 с.
7. Елагин В.М., Кислюк Ф.И. О влиянии химического состава вольфрамового электрода на характер его разрушения и блуждание дуги [Текст] //Сварочное производство. – 1972. – №6. – С.7-9.
8. Лапин И.Е., Косович В.А. Неплавящиеся электроды для дуговой
сварки [Текст]/ Монография. РПК «Политехник» Волгоград 2001г., 181 с.
9. Ямпольский В.М. Сварка и свариваемые материалы: в 3-х т. /Т.2. Технология и оборудование: Справ. изд. [Текст] /Под ред. В.М. Ямпольского. –М.: Издательство МГТУ им. Н.Э. Баумана, 1996. – 574 с.
10. Самсонов Г.В. Свойства элементов: Справочник. Ч.1: Физические свойства [Текст]/ Самсонов Г.В. –М.: Металлургия, 1976. – 600с.
11. Кляпицын В. А. Сварка встык тонких полос неплавящимся электродом в аргоне [Текст] /Кляпицын В. А., Черный В. А., Голяев В. И. и др./ Сварочное производство – 1978 – №10 – 45 с.
12. Славин Г.А., Петров А.В., Петров С.В., Смирнова С.В. Автоматическая сварка неплавящимся электродом тонколистовых алюминиевых сплавов импульсной дугой [Текст] / Славин Г.А., Петров А.В., Петров С.В., Смирнова С.В. / Сварочное производство. – 1965. №12. – С. 18-20.
13. Славин Г.А., Трохинская Н.М., Рязанцев В.И. Оптимизация параметров режима сварки тонколистовых алюминиевых сплавов с наложением на дугу кратковременных импульсов тока [Текст] / Славин Г.А., Трохинская Н.М., Рязанцев В.И. / Сварочное производство. –1986. – №1. – С. 14-15.
14. Рабкин Д.М., Воропай Н.М., Мишенков В.А. Аргонодуговая сварка
алюминиевых сплавов при прямоугольной волне кривой переменного тока [Текст] / Рабкин Д.М., Воропай Н.М., Мишенков В.А./ Автоматическая сварка. – 1968. – №7. – C. 74-75.
15. Короткова Г.М., Славин Г.А., Филиппов М.А. Исследование процесса сварки дугой переменного тока прямоугольной формы [Текст] / Короткова Г.М., Славин Г.А., Филиппов М.А./ Сварочное производство. 1971.- № 10. – C. 4-6
Приложение А
Технологические особенности изготовления каркаса вибростенда ВКР15.03.01-1.20-0887
Приложение Б






