 , (1.3)
, (1.3)
где Fш - площадь сечения, мм2
По ГОСТ 5264-80 усиление углового шва q, мм, выполненного в нижнем положении, допускается до 30% его катета, т.е.
 ,
,
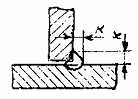
где q - высота усиления шва, мм;
k - катет шва, мм.
Расчет массы наплавленного металла при ручной дуговой наплавке производится по формуле
 =
= 

 , (1.4)
, (1.4)
где – площадь наплавляемой поверхности, см2; – требуемая высота наплавляемого слоя, см (с учетом припуска на последующую обработку).
Время горения дуги (основное время), ч, определяется по формуле
 . (1.5)
. (1.5)
Полное время сварки (наплавки) приближенно определяется по формуле
 , (1.6)
, (1.6)
где  – время горения дуги (основное время), ч;
– время горения дуги (основное время), ч;  – коэффициент использования сварочного поста, который принимается для ручной сварки 0,5…0,55.
– коэффициент использования сварочного поста, который принимается для ручной сварки 0,5…0,55.
Расход электродов, кг, для ручной дуговой сварки (наплавки) определяется по формуле
 , (1.7)
, (1.7)
где  – коэффициент, учитывающий расход электродов на 1 кг наплавленного металла (табл. 1.1).
– коэффициент, учитывающий расход электродов на 1 кг наплавленного металла (табл. 1.1).
Таблица для внесения расчётных данных режимов сварки.
| IСВ (А)
| Полярность (~); (+/-)
| VСв (м/ч)
| GН (г)
| LШв
| FШв (мм2)
| t0 (ч)
| T (ч)
| Gм (кг)
|
|
|
|
|
|
|
|
|
|
|
Области применения дуговой сварки.
Области применения ручной дуговой сварки. Дуговая сварка металлическими электродами с покрытием в настоящее время остается одним из самых распространенных методов, используемых при изготовлении сварных конструкций. Это объясняется простотой, мобильностью применяемого оборудования, возможностью сваривать в различных пространственных положениях и в местах труднодоступных для механизированных способов сварки.
Существенный недостаток ручной дуговой сварки металлическим электродом, также как и других способов ручной сварки, - малая производительность процессов и зависимость качества сварного шва от навыков сварщика.
Выбор сварочного оборудования
Выбор и техническо-экономическое обоснование выбора способа сварки.
Выбор сварочных материалов
Безопасность условий труда на участке сварочных работ
3.1. Соблюдение техники безопасности перед началом работы
и в ходе производственного процесса.
Электробезопасность
При сварочных работах электробезопасность обеспечивается выполнением требований должностных инструкций для сварщиков, инструкций по эксплуатации сварочного оборудования, требований соответствующих разделов правил устройства электроустановок, правил технической эксплуатации электроустановок потребителей, межотраслевых правил по охране труда при газопламенной обработке металлов.
Рассмотрим основные требования правил, от выполнения которых зависит электробезопасность сварщика и людей, находящихся в зоне влияния сварочной установки.
К сварочным работам должны допускаться сварщики, прошедшие специальную подготовку, имеющие удостоверение на право производства сварочных работ и удостоверение на группу по электробезопасности не ниже II.
В двухпроводной сети 220 В защита от опасного напряжения осуществляется также присоединением источника сварочного тока к нулевому проводу сети, который в этом случае является и рабочим, так как проводов только два.
На отдельных участках сети могут быть нулевые рабочие и нулевые защитные проводники. В таких случаях нулевой защитный проводник нужно присоединять к металлическому корпусу источника сварочного тока, а нулевой рабочий проводник — к цепи питания источника сварочного тока.
Источники сварочного тока могут присоединяться к силовым сетям напряжением не более 660 В.
Для подвода тока к сварочной дуге должен применяться специальный сварочный гибкий провод (кабель) с резиновой изоляцией и в резиновой оболочке, сечение которого должно соответствовать максимальному сварочному току.
Запрещается применение проводов в изоляции или в оболочке из полимерных материалов, распространяющих горение.
Присоединение источника сварочного тока к сети должно осуществляться через отключающий и защитный электрические аппараты. Эти аппараты могут быть объединены в одном, содержащем защиту от тока короткого замыкания. Длина гибкого кабеля, соединяющего переносной (передвижной) источник сварочного тока с включающим аппаратом сети, должна быть не более 15 м. Передвижные сварочные установки на время их передвижения должны быть отсоединены от сети.
Электросварочные установки с источниками постоянного или переменного сварочного тока, предназначенные для сварки в особо опасных условиях (внутри металлических емкостей, в колодцах, туннелях, в котлах, отсеках судов и т. п.) или для работы в помещениях с повышенной опасностью и особо опасных, должны иметь устройства автоматического отключения напряжения холостого хода при разрыве сварочной цепи или его ограничения до безопасного в данных условиях значения.
При сварочных работах в данных условиях сварщик должен пользоваться кроме спецодежды диэлектрическими перчатками, резиновыми галошами и ковриками. При работе в замкнутых или труднодоступных пространствах необходимо одевать защитные каски из полиэтилена, текстолита или винипласта; при этом запрещается пользоваться металлическими щитками. Работы в таких условиях сварщик должен выполнять под контролем двух наблюдающих, один из которых должен иметь группу II по электробезопасности. Наблюдающие должны находиться снаружи и контролировать безопасное проведение работ сварщиком. На сварщике должен быть предохранительный пояс с канатом, конец которого должен находиться у наблюдающего. При этом сварочная установка должна иметь устройство для ограничения напряжения холостого хода или его отключения.
Запрещается производить сварочные работы на закрытых сосудах, находящихся под давлением (трубопроводы, котлы, баллоны и т. п.), и сосудах, содержащих воспламеняющиеся или взрывоопасные вещества. Также запрещается электросварка и резка бочек, баков, цистерн, резервуаров и других емкостей из-под горючих и легковоспламеняющихся жидкостей и газов без предварительной тщательной очистки, пропаривания этих емкостей и удаления из них газов вентилированием.
При проведении сварочных работ в закрытом помещении должен быть предусмотрен отсос сварочных аэрозолей непосредственно вблизи сварочной дуги. Должны быть установлены фильтры в вентиляционных устройствах помещений для электросварочных работ, исключающие выброс вредных веществ в окружающую среду.
Присоединение к сети и отсоединение от сети источников сварочного тока и наблюдение за их исправным состоянием при эксплуатации должен выполнять электротехнический персонал предприятия, где числится данная сварочная установка, с группой по электробезопасности не ниже III, а также электросварщик, если он прошел обучение и сдал экзамен на получение удостоверения на группу III по электробезопасности.
Измерение сопротивления изоляции электросварочных установок производится после длительного перерыва в их работе, после перестановки оборудования, но не реже 1 раза в 6 месяцев.
Ответственность за эксплуатацию сварочного оборудования, выполнение графика технического обслуживания и ремонта, безопасное ведение сварочных работ определяется должностными инструкциями и утверждается руководителем предприятия.
При наличии на предприятии должности главного сварщика или главного механика данная ответственность возлагается на них. Электросварочное оборудование закрепляется за электросварщиком под роспись.
Пожаробезопастность
Не допускается проведение электросварочных работ на постоянных и временных сварочных постах без выполнения требований, исключающих возможность возникновения пожара. Приступать к выполнению электросварочных работ можно только после выполнения всех требований пожарной безопасности.
До начала производства работ выполняются следующие требования противопожарной безопасности: рабочее место сварщика очищают от сгораемых материалов; принимают меры против разлета искр и брызг расплавленного металла и попадания их на сгораемые материалы; проверяют исправность источников питания сварочной дуги, изоляции проводов, плотность электрических соединений и контактов в сварочной и первичной электрической цепи.
При производстве электросварочных работ запрещается:
— приступать к работе на неисправной аппаратуре;
— выполнять работы в пределах 10 м от газовых баллонов, газогенераторов, легковоспламеняющихся материалов;
— производить сварку свежеокрашенных конструкций до полного высыхания краски;
— допускать соприкосновение электрических проводов с газовыми баллонами и коммуникациями.
Настилы лесов, деревянные полы при производстве электросварочных работ на расстоянии менее 4 м от них следует защищать от попадания искр и брызг расплавленного металла.
Строительно-монтажная площадка, помещения для производства электросварочных работ должны быть оборудованы первичными средствами пожаротушения: огнетушители, ящики с песком, бочки с водой, противопожарный инвентарь. Запрещается загромождать доступы и проходы к первичным средствам пожаротушения и гидрантам.
Электросварочные работы в пожароопасных помещениях допускаются при соблюдении противопожарных мероприятий в соответствии с требованиями «Инструкции о мерах пожарной безопасности при проведении огневых работ на промышленных предприятиях и других объектах народного хозяйства». В каждом конкретном случае необходимо согласование с местными органами государственного пожарного надзора.
Заключение






