1. Ознакомиться с химическим составом и свойствами некоторых наплавочных электродов, проволок и флюсов.
2. Ознакомиться с техникой ручной дуговой наплавки плоской поверхности.
3. Произвести многослойную наплавку на низкоуглеродистую сталь электродами ОЗН-300, К-2-55 и HP-70, определить технологические параметры режима наплавки и высоту каждого слоя наплавки.
4. Произвести местную зачистку (шлифовку) наплавленного слоя, определить твердость (HRC) поверхности после однослойной, двухслойной и трехслойной наплавки. Записать данные в таблицу, построить графики изменения твердости в зависимости от количества наплавленных слоев и сделать выводы.
5. Произвести наплавку валиков на высокоуглеродистую рельсовую сталь различными электродами и отметить наличие или отсутствие трещин.
III Содержание отчета по работе
1. Таблицы с химическим составом и свойствами электродов, проволоки и флюсов для наплавки.
2. Схемы наплавки плоской поверхности одиночными валиками и челночным способом с указанием их особенностей.
3. Схема многослойной наплавки плоской поверхности.
4. Таблица технологических параметров и высоты слоя наплавки для различных марок электродов.
5. Таблица и графики изменения твердости в зависимости от расположения слоя наплавки для различных марок электродов.
6. Описание эксперимента по наплавке валиков различными электродами на высокоуглеродистую сталь.
7. Выводы по работе.
Лабораторная работа № 2
ВЛИЯНИЕ ТЕХНОЛОГИЧЕСКИХ ФАКТОРОВ НА СВОЙСТВА ИЗНОСОСТОЙКИХ НАПЛАВОК ПЛАСТИНЧАТЫМ ЭЛЕКТРОДОМ ПОД ФЛЮСОМ
Цель работы: ознакомление с технологией, приспособлениями и оборудованием для наплавки пластинчатым электродом под флюсом, исследование влияния некоторых параметров процесса на его устойчивость и качество наплавленного слоя.
I Теоретические сведения
При ремонте изношенных поверхностен, особенно плоской формы, во многих случаях целесообразно использовать метод наплавки пластинчатым электродом под флюсом.
На сервисных предприятиях железнодорожного транспорта этим методом успешно восстанавливают различные изношенные поверхности автосцепных устройств и другие детали подвижного состава.
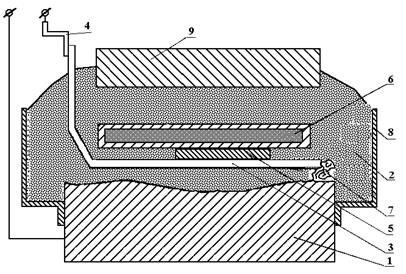
Схема наплавки деталей пластинчатым электродом под флюсом представлена на рис.5.
Ремонт изношенной поверхности при наплавке пластинчатым электродом производится следующим образом.
Изношенная поверхность детали 1 ограждается флюсоудерживающим устройством 8, которое препятствует утечке шлака и расплавленного металла с поверхности и тем самым способствует изоляции дуги от окружающей среды и высокому качеству наплавленного слоя.
На изношенную поверхность детали насыпают флюс 2 слоем толщиной от 3 до 5 мм. При слишком малой толщине слоя возможно затекание расплавленного металла под электрод и короткое замыкание между электродом и деталью, а увеличение толщины слоя флюса влечет за собой увеличение длины дуги, отрицательно сказывающееся на форме и качестве наплавленного слоя.
Рис.5. Схема наплавки пластинчатым электродом
На флюс укладывают стальной пластинчатый электрод, конфигурация и размеры которого должны соответствовать контуру изношенной поверхности.
Для получения качественной поверхности после наплавки толщина пластинчатого электрода должна быть не менее 2,5 мм.
Один конец электрода предварительно отгибают, а при помощи держателя 4 присоединяют к источнику сварочного тока.
Для создания в процессе наплавки шлаковой ванны, обеспечивающей нормальное протекание металлургических процессов и защиту расплавленного металла от окружающей среды, сверху электрод засыпают флюсом.
Количество флюса над электродом определяется площадью изношенной детали, причем толщина флюса должна быть не менее 12… 15 мм.
Принудительное давление на ванну расплавленного металла и шлака способствует лучшему формированию наплавленного слоя, особенно при наплавке широких поверхностей, поэтому на слой флюса устанавливается металлический груз 9, давление которого ориентировочно должно быть равно 20 г / см 2.
Для возбуждения дуги на поверхности изделия в месте начала наплавки оставляют небольшую свободную от флюса площадку, на которую насыпают сухие стальные опилки со стружкой 7 или устанавливают угольный электрод так, чтобы они имели контакт с кромкой пластинчатого электрода.
Возбуждение электрической дуги происходит следующим образом. С помощью контактора производится замыкание цепи сварочного тока, при этом на участке контакта опилки со стружкой (угольный электрод) – пластинчатый электрод – изделие развивается большая плотность тока.
Вслед за этим возбуждается дуга, которая перемещается по кромке электрода и постепенно расплавляет его, одновременно расплавляя флюс.
После расплавления горизонтальной части пластинчатого электрода дуга переходит на отогнутый конец, при этом длина ее возрастает, и при достижении определенной величины дуга обрывается.
При данном методе наплавки можно использовать источники не только постоянного, но и переменного тока, например, широко распространенные сварочные трансформаторы типа ТД-500.
Параллельное включение двух одинаковых трансформаторов обеспечивает оптимальную плотность тока в электроде, равную примерно 3… 4 А / мм 2.
При неравномерном износе рабочей поверхности наплавленный металл, несмотря на давление груза, в какой-то степени повторит наиболее значительные неровности изношенной детали.
Поэтому для получения качественной поверхности наплавки над участком, где имеется местная выработка на большую глубину, на электрод укладывают дополнительную пластину 5 определенного размера, или насыпают металлическую крошку. Длина пластины должна быть равна длине местной выработки, толщина – 2.2… 3 мм.
Наплавка пластинчатым электродом под флюсом позволяет простыми средствами осуществлять так же поверхностное легирование для повышения твердости и износостойкости наплавленного металла.
С этой целью на электрод помещают пакетированную присадку 6, которая представляет собой металлическую оболочку, наполненную смесью ферросплавов.
Применение такой присадки обеспечивает точность дозировки легирующих элементов н равномерность их распределения по длине и сечению наплавленного валика.
Такую схему легирования применяют, например, при ремонте автосцепок. В этом случае наиболее высокую износостойкость покрытию придает легирующая смесь, состоящая из ферромарганца (C = 0.5 – 1.0%; Si = 1.0 – 2.0%; Mn = 75.0 – 85.0%), ферросилиция (С = £ 0.1%; Si = 74 – 90%; Mn = 0.2 – 0.4%; Cr = 0.2 – 0.4%; Al = 1.3 –3.0%) и графита.
При применении легирующей смеси такого состава структура наплавленного участка получается весьма однородной и представляет собой мелкодисперсную смесь феррита и сложных карбидов типа (F е, Мп)n С.
Метод наплавки пластинчатым электродом под флюсом по сравнению с другими методами наплавки обладает следующими преимуществами:
· сочетание высокой производительности автоматической наплавки с простотой ручной дуговой наплавки;
· возможность просто и дешево легировать металл для получения высокой твердости и износостойкости;
· возможность регулировать толщину наплавленного слоя за счет применения добавочных пластин;
· гладкая поверхность получаемого шва, не требующая больших припусков на механическую обработку;
· оптимальная форма слоя (плоская поверхность и минимальная глубина проплавления основного металла).