Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Топ:
Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает...
Особенности труда и отдыха в условиях низких температур: К работам при низких температурах на открытом воздухе и в не отапливаемых помещениях допускаются лица не моложе 18 лет, прошедшие...
Интересное:
Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски...
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
В настоящее время наибольшее распространение получили плазменные установки УПУ-3Д, УПУ-7.
Установка УПУ-3Д является наиболее универсальной. Она предназначена для напыления как проволокой, так и порошковыми материалами. Мощность плазмотрона 33 кВт, производительность 3.5 кг / ч.
Установка позволяет проводить напыление по схемам:
· с «нейтральной проволокой»;
· с проволокой анодом;
· с вдуванием порошка в дугу.
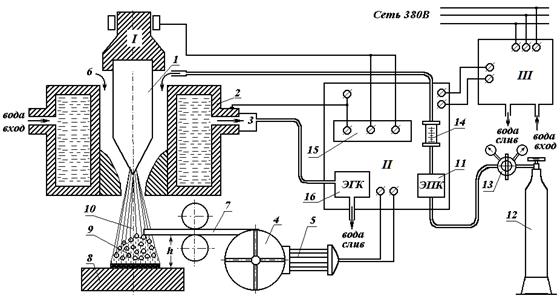
Рассмотрим принципиальную схему плазменной установки УПУ-3Д.
Установка УПУ-3Д (рис. 13) состоит из трех основных частей:
· универсальной плазменной головки I;
· шкафа управления II;
· источника питания III.
Универсальная плазменная головка предназначена для механизированного напыления присадочной проволокой. Она состоит из плазменной горелки ГН-5М, механизма подачи проволоки, газа, барабана для намотки проволоки 4.
|
|
Рис.13. Принципиальная схема установки для плазменного напыления
Для напыления по схеме «нейтральная проволока» подача проволоки осуществляется через втулку в канале сопла. Для напыления порошком установка УПУ-3Д снабжена ручной горелкой ГН-5Р.
Шкаф управления II предназначен для управления процессом плазменного нанесения покрытия при использовании как проволоки так и порошка.
В шкафу управления расположены электрическая и газовая аппаратура приборы контроля и автоматизации процесса. В нем находятся клапаны подачи газа ЭПК и воды ЭГК, а также осциллятор для возбуждения дуги 15. На панели управления находятся кнопки и ручки регулирования процессом напыления. Для дистанционного включения и отключения дуги имеется ножная педаль.
Плазменная установка УПУ-3Д снабжается источником питания ИПМ - 160/600 (III). Он представляет собой полупроводниковый выпрямитель с падающей внешней вольт-амперной характеристикой. Конструктивно источник питания состоит из трехфазного трансформатора и выпрямительного блока, Силовой трансформатор с увеличенным магнитным рассеянием, которое регулируется за счет изменения расстояния между первичной и вторичной обмотками. Это обеспечивает плавное регулирование рабочего тока.
|
|
Источник питания имеет регулируемые напряжение холостого хода, за счет секционирования первичной обмотки трансформатора. При работе в аргоне U хх = 80 В, при работе в азоте U хх = 160 В.
Источник питания работает от трехфазной сети напряжением 380 В. Выпрямительный блок охлаждается проточной водой.
Плазмообразующий газ из баллона 12 поступает через шкаф управления в плазменную горелку. Для регулирования процессом подачи газа в горелку в шкафу управления имеется электропневматический клапан 11 и ротаметр 14. Рабочее давление газа обычно составляет 3… 4 атм.
Для охлаждения плазменной горелки через водоохлаждамое сопло 2 пропускается вода из водопроводной сети, которая проходит через шкаф управления, где имеется электрогидравлический клапан 16 для контроля давления охлаждающей воды. При снижении давления охлаждающей воды ниже номинального значения (5 атм) ЭГК отключает электропитание установки. Для обеспечения требуемого давления воды в горелке установки УПУ-3Д предусмотрено подключение в водную магистраль центробежного вихревого насоса 1СУВ-15 (в случае, если водопроводная сеть не обеспечивает необходимого давления).
Работа плазменной установки УПУ-3Д при напылении присадочной проволокой осуществляется следующим образом.
После включения в электрическую сеть источника питания, подачи газа и воды оператор нажимает на педаль.
При нажатии на педаль происходит высокочастотный разряд осциллятора 15 и возбуждается дежурная дуга между вольфрамовым электродом 1 и соплом 2. Через 3 -1 с возбуждается рабочая дуга.
|
|
После установления требуемого режима процесса нажатием кнопки на пульте управления подается напряжение на двигатель подачи проволоки 5. При этом посредством перемещения детали происходит нанесение покрытия на ее поверхность. При плазменном напылении целесообразно осуществлять механическое вращение или поступательное перемещение напыляемых деталей.
После окончания процесса напыления отключается питание дуги, а подача воды и газа продолжается еще в течении некоторого времени.
III Подготовка деталей к плазменному напылению
Прочность сцепления покрытия с основой (адгезия) в значительной степени зависит от предварительной обработки напыляемой поверхности.
Одним из способов подготовки поверхности является механическая обработка напыляемой поверхности детали не более чем за 1… 2 ч до напыления.
Наиболее эффективным способом подготовки является дробеструйная обработка поверхности. Обработка проводится в специальных закрытых камерах с применением дроби корунда, карбида кремния или металлической крошки.
|
|
|

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...
Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!