1) Под черновым зенкерованием следует понимать обработку по литому или прошитому при штамповке отверстию. Под чистовым – обработку после сверления или чернового зенкерования.
2) Виды развертывания (нормальное, точное и тонкое) характеризуются допуском на диаметр разверток.
3) При обработке мерным инструментом (сверлом, зенкером, протяжкой, фрезой и т. д.) диаметр инструмента принимают ближайшим по сортаменту, причем наименьший предельный размер инструмента должен быть не менее диаметра минимального, полученного расчетом.
Таблица В.4 – Точность и качество поверхности после механической обработки отливок точением, фрезерованием, строганием и шлифованием
Обработка
Квалитет
Rz, мкм
h, мкм
ТОЧЕНИЕ, ФРЕЗЕРОВАНИЕ, СТРОГАНИЕ
Литье в кокиль и центробежное
Однократная
Черновая
Чистовая
11
12
10
25
50
20
25
50
20
Литье в оболочковые формы
Однократная
Черновая
Чистовая
Тонкая
10,0-11,0
11,0
10,0
7,0-9,0
25,0
20,0
10,0
5,0
25,0
20,0
10,0
5,0
Литье по выплавляемым моделям
Однократная
Тонкая
10,0
7,0-9,0
15,0
2,5
20,0
5
ШЛИФОВАНИЕ ОТЛИВОК, ПОЛУЧЕННЫХ РАЗНЫМИ СПОСОБАМИ
Однократная
Черновая
Чистовая
Тонкая
7,0
8,0-9,0
6,0-8,0
5,0-6,0
5,0
10,0
5,0
0,63
10,0
20,0
15,0
–
Таблица В.5 – Качество поверхности сортового проката, мкм
Диаметр проката, мм
Точность прокатки
Высокая
Повышенная
Обычная
Rz
h
Rz
h
Rz
h
До 30
Св. 10 до 80
80 до 180
180 до 250
63
100
125
200
50
75
100
200
80
125
160
250
100
150
200
300
125
160
200
320
150
250
300
400
Таблица В.6 – Качество поверхности поперечно-винтового проката, мкм
Диаметр проката, мм
Rz, при точности прокатки
h
Повышенной
Нормальной
До 10
Св. 10 до 18
18 до 30
30 до 50
50 до 80
80 до 120
63
100
160
320
500
800
100
200
320
500
800
1250
100
180
300
500
800
1200
Таблица В.7 – Точность и качество поверхности после отрезки сортового проката
Способ отрезки
Квалитет
Rz + h, мкм
На ножницах приводными ножками,
17
300
Дисковыми фрезами на фрезерных станках
Отрезными резцами на токарных станках
Отрубка на прессах
14
13
17
200
200
Rz = 150-300
h = 1000-1600
Примечание: при отрезке на ножницах и отрубке на прессах получается вмятина в направлении, перпендикулярном направлению среза, достигающая 0,2 D и скос по торцу, которые необходимо учитывать при последующей обработке, как по торцу, так и по диаметру.
Таблица В.8 – Кривизна профиля сортового проката, Δ K, мкм на 1 мм
Характеристика проката
Длина проката, мм
до 120
120-180
180-310
310-400
400-500
Без правки при точности прокатки:
обычной
повышенной
высокой
0,5
0,2
0,1
1,0
0,4
0,2
1,5
0,6
0,3
2,0
0,8
0,4
2,5
1,0
0,5
Без правки после закалки:
в печах
ТВЧ
2,0
1,0
1,3
0,6
0,9
0,45
0,6
0,3
0,5
0,15
Примечание: у поперечно-винтового проката при повышенной точности проката = 2 мкм на 1 мм длины, а при обычной точности = 4мкм на 1 мм.
Таблица В.10 – Кривизна (коробление) поковок в виде валов, брусьев, балок
Вид обработки
Удельная кривизна, мкм/мм для поковки диаметром или размером сечения, мм
до 80
св. 80 до 120
св.120 до 180
Ковка
Термообработка и правка
3,0
0,7
2,0
0,6
1,0
0,5
Таблица В.11 – Точность и качество торцевой поверхности горячекатаного проката после резки по упору
Способ резки
Диаметр отрезаемой заготовки
D, мм
Точность резки по длине заготовки, мм (±)
Удельная неперпендикулярность, мкм/мм
На ножницах
до 25
св. 25 до 75
св. 75 до 150
1,0
1,3
1,8
См. примечание
Дисковыми
пилами
до 25
св. 25 до 75
св.75
0,3
0,4
0,5
0,01
Отрезка резцами на станках
токарного типа
до 25
св. 25 до 75
св. 75 до 150
0,25
0,35
0,40
0,045
Примечание: при резке на ножницах и прессах образуется вмятина в направлении перпендикулярном поверхности среза, достигающая 0,2 D и скос по торцу 3°. Величину вмятины и скоса необходимо учитывать при последующей обработке по торцу и диаметру.
Для переходов, следующих за первым, пространственная погрешность определяется по формуле:
Δ i = Δп.п. · Kу,
где Δ i – пространственная погрешность данного перехода, мкм;
Δп.п. – пространственная погрешность на первом переходе, мкм;
Kу – коэффициент уточнения (дан в таблице).
Таблица В.12 – Коэффициент уточнения Kу для отливок, поковок, штампованных заготовок и сортового проката
Технологический переход
Kу
Технологический переход
Kу
После обтачивания:
чернового
получистового
чистового
0,06
0,05
0,04
После шлифования:
чернового
чистового
0,01
0,01
Таблица В.13 – Погрешность установки Eу, мкм, в трехкулачковом самоцентрирующем патроне
Вид заготовки
Направление смещения заготовки, мкм
Диаметр базы, мм
от 18 до 30
от 31 до 50
от 51 до 80
от 81 до 120
от 121 до 180
Литье по выплавляемым моделям, оболочным
формам
Литье в постоянные формы, заготовки штампованные на кривошипных прессах
Радиальное
Осевое
Радиальное
Осевое
100
50
200
80
150
80
300
100
200
100
400
120
Таблица В.14 – Погрешность установки заготовки Eу в тисках, мкм
Тиски
Способ установки
Погрешность
установки Eу
Винтовые
На подкладке:
в свободном состоянии
с постукиванием при закреплении
100-200
50-80
Эксцентриковые
На подкладке
Без подкладки
400-100
30-50
ПРИЛОЖЕНИЕ Г
(справочное)
Припуски на обработку
Таблица Г.1 – Операционные припуски на обтачивание, мм
Интервалы
размеров
Черновое обтачивание термически необработанных и обработанных материалов
Чистовое обтачивание
термически
необработанных
материалов
термически
обработанных
материалов
Длина
до 200
св. 200
до 400
до 200
св.200
до 400
до 200
св. 200
до 400
Припуск на диаметр
От 3 до 6
Св. 6 до 10
10 до 18
18 до 30
30 до 50
50 до 80
80 до 120
120 до 180
180 до 260
260 до 360
–
1,5
1,5
2,0
2,0
2,3
2,5
2,5
2,8
2,8
–
1,7
1,7
2,0
2,2
2,5
2,8
2,8
3,0
3,3
0,5
0,8
1,0
1,3
1,4
1,5
1,5
1,8
2,0
2,0
–
1,0
1,3
1,3
1,5
1,8
1,8
2,0
2,3
2,3
0,8
1,0
1,3
1,3
1,5
1,8
1,8
2,0
2,3
2,3
–
1,3
1,5
1,5
1,9
2,0
2,0
2,3
2,5
2,5
Таблица Г.2 – Операционные припуски на тонкое растачивание, мм
Интервалы размеров
Припуски на диаметр при растачивании
алюминия
бронзы и чугуна
стали
предварит.
окончат.
предварит.
окончат.
предварит.
окончат.
До 30
Св. 30 до 50
50 до 80
80 до 120
120 до 180
0,2
0,3
0,4
0,4
0,5
0,1
0,1
0,1
0,1
0,1
0,2
0,3
0,3
0,3
0,4
0,1
0,1
0,1
0,1
0,1
0,2
0,2
0,2
0,3
0,3
0,1
0,1
0,1
0,1
0,1
Таблица Г.3 – Операционные припуски на зенкерование, растачивание и развертывание, мм
Интервалы
диаметров
После сверления
После зенкерования или растачивания
Чистовое развертывание после чернового
зенкерование
растачивание
чистовое
растачивание
развертывание
развертывание
черновое
развертывание
От 3 до 6
Св. 6 до 10
10 до 18
18 до 30
30 до 50
50 до 80
80 до 120
120 до 180
–
–
0,8
1,2
1,5
–
–
–
–
–
0,8
1,2
1,5
2,0
2,0
2,0
–
–
0,5
0,8
1,0
1,0
1,3
1,5
0,15
0,2
0,3
0,3
–
–
–
–
–
0,2
0,2
0,3
–
–
–
–
0,15
0,2
0,2
0,2
–
–
–
–
0,05
0,1
0,1
0,1
–
–
–
–
Таблица Г.4 – Операционные припуски на фрезерование плоскостей, мм
Толщина
Черновое фрезерование после грубого
Чистовое фрезерование после чернового
ширина до 200 мм
ширина св. 200 до 400 мм
ширина до 200 мм
ширина св. 200 до 400 мм
Припуск на толщину при длине
до
100
св.
100
до
260
св.
260
до
400
до
100
св.
100
до
260
св.
260
до
400
до
100
св.
100
до
260
св.
260
до
400
до
100
св.
100
до
260
св.
260
до
400
Св. 6 до 30
30 до 50
50
1,0
1,0
1,5
1,2
1,5
1,7
1,5
1,7
2,0
1,2
1,5
1,7
1,5
1,5
2,0
1,7
2,0
2,5
1,0
1,0
1,0
1,0
1,0
1,3
1,0
1,2
1,5
1,0
1,0
1,3
1,0
1,2
1,5
1,0
1,2
1,5
Таблица Г.5 – Операционные припуски на наружное шлифование, мм
Интервалы
диаметров
Вариант 1
Вариант 2
Вариант 3
Окончательное шлифование термически обработанных и необработанных заготовок
Шлифование после
термообработки
Черновое
шлифование до термообработки
Чистовое
шлифование после термообработки
черновое
чистовое
Припуск на диаметр
От 3 до 6
Св. 6 до 10
10 до 18
18 до 30
30 до 50
50 до 80
80 до 120
120 до 180
180 до 260
260 до 360
0,2
0,3
0,3
0,3
0,4
0,5
0,5
0,8
0,8
0,8
0,15
0,2
0,2
0,2
0,3
0,3
0,3
0,5
0,5
0,5
0,05
0,1
0,1
0,1
0,1
0,2
0,2
0,3
0,3
0,3
–
0,2
0,2
0,3
0,3
0,3
0,3
0,5
0,5
0,5
–
0,3
0,3
0,4
0,4
0,5
0,5
0,8
0,8
0,8
Таблица Г.6 – Операционные припуски на внутреннее шлифование, мм
Интервалы диаметров
Вариант 1
Вариант 2
Вариант 3
Окончательное шлифование термически обработанных и необработанных заготовок
Шлифование после
термообработки
Черновое
шлифование до термообработки
Чистовое
шлифование после термообработки
черновое
чистовое
Припуск на диаметр
От 6 до 10
10 до 18
18 до 30
30 до 50
50 до 80
80 до 120
120 до 180
0,2
0,3
0,3
0,3
0,4
0,5
0,5
–
0,2
0,2
0,2
0,3
0,3
0,3
–
0,1
0,1
0,1
0,1
0,2
0,2
–
0,2
0,2
0,3
0,3
0,3
0,5
–
0,3
0,3
0,4
0,4
0,5
0,5
Таблица Г.7 – Операционные припуски на шлифование поверхностей, мм
Толщина
1-й вариант
2-й вариант
Окончательное шлифование термически обработанных и необработанных заготовок
Шлифование после термообработки
черновое
чистовое
ширина до 250
ширина св. 250 до 400
ширина до 250
ширина св. 250 до 400
ширина до 250
ширина св. 250 до 400
Припуск на толщину при длине
до 250
св. 250 до 400
до 100
св. 100 до 250
св. 250 до 400
до 250
св. 250 до 400
до 100
св. 100 до 250
св. 250 до 400
до 250
св. 250 до 400
до 100
св. 100 до 250
св. 250 до 400
6…30
0,3
–
0,3
–
–
0,2
–
0,2
–
–
0,1
–
0,1
–
–
30…50
0,5
0,5
0,5
0,5
0,5
0,3
0,3
0,3
0,3
0,3
0,2
0,2
0,2
0,2
0,2
50…80
0,5
–
0,5
–
–
0,3
–
0,3
–
–
0,2
–
0,2
–
–
Таблица Г.8 – Припуски на обработку торцов при разрезке сортового материала, мм
Длина отрезаемой части
Ширина режущего инструмента
при разрезке
Припуск на
подрезку торца
механической ножовкой
резцом
дисковой фрезой
До 20
Св. 20 до 30
30 до 50
50 до 60
60 до 70
70 до 100
5
3
3
4
5
7
–
3
3
4
2
–
3
Таблица Г.9 – Припуски на обтачивание деталей, мм
Диаметр детали
Черновое обтачивание термически не обработанных деталей
Чистовое обтачивание
термически
не обработанных
термически
обработанных
Припуск на диаметр при длине
до 200
св. 200
до 400
до 200
св. 200
до 400
до 200
св. 200
до 400
От 3 до 6
Св. 6 до 10
10 до 18
18 до 30
30 до 50
50 до 80
80 до 120
–
1,5
1,5
2,0
2,0
2,3
2,5
–
1,7
1,7
2,2
2,2
2,5
2,8
0,5
0,8
1,0
1,3
1,4
1,5
1,5
–
1,0
1,3
1,3
1,5
1,8
1,8
0,8
1,0
1,3
1,3
1,5
1,8
1,8
–
1,3
1,5
1,5
1,9
2,0
2,0
Примечание. При обтачивании деталей с уступами припуск назначают в зависимости от общей длины детали и наибольшего диаметра.
Таблица Г.10 – Припуски на обработку торцов, мм
Длина детали
Чистовая подрезка после
черновой
Шлифование после чистовой подрезки
Припуск при диаметре
до 30
св. 30
до 120
св. 120
до 260
до 30
св. 30
до 120
св. 120
до 260
До 10
Св. 10 до 18
18 до 30
30 до 50
50 до 80
80 до 120
120 до 180
180 до 260
0,5
0,5
0,6
0,6
0,7
1,0
1,0
1,0
0,6
0,7
1,0
1,0
1,0
1,0
1,3
1,3
1,0
1,0
1,2
1,2
1,3
1,3
1,5
1,5
0,2
0,2
0,2
0,2
0,3
0,3
0,3
0,3
0,2
0,3
0,3
0,3
0,3
0,3
0,4
0,5
0,3
0,3
0,3
0,3
0,4
0,5
0,5
0,5
Примечания:
1. Величина припуска указана на одну сторону.
2. Припуски и допуски установлены единые для термически обработанных и не обработанных деталей.
Таблица Г.11 – Обработка отверстий по 7-му и 8-му квалитетам в сплошном материале, мм
Таблица Г.18 – Припуски на шлифование отверстий после чистового растачивания
Диаметр
отверстия
Припуск на диаметр для вариантов обработки
Допуск на диаметр
1. Окончательное шлифование термически обработанных и не обработанных отверстий
2. Шлифование после термообработки
3. Шлифование
Чистовое растачивание под окончательное шлифование и черновое шлифование по 3-му варианту (9-й квалитет точности)
Черновое шлифование по 2-му варианту (8-й квалитет точности)
черновое
чистовое
чистовое до
термообработки
чистовое после
термообработки
От 6 до 10
Св. 10 до 18
18 до 30
30 до 50
50 до 80
0,2
0,3
0,3
0,3
0,4
–
0,2
0,2
0,2
0,3
–
0,1
0,1
0,1
0,1
–
0,2
0,2
0,3
0,3
–
0,3
0,3
0,4
0,4
–
+0,070
+0,084
+0,100
+0,120
–
+0,035
+0,045
+0,05
+0,06
Таблица Г.19 – Припуски на шлифование плоскостей после чистового фрезерования, мм
Диаметр отверстия
1-й вариант. Окончательное шлифование термически обработанных и не обработанных деталей при ширине
2-й вариант. Шлифование после термообработки
черновое
при ширине
чистовое
при ширине
до 200
св. 200 до 400
до 200
св. 200 до 400
до 200
св. 200 до 400
Припуск на толщину при длине шлифования
до 200
св. 200 до 400
до 200
св. 200
до 400
до 200
св. 200 до 400
до 250
св. 250 до 400
до 100
св. 100 до 400
до 250
св. 250 до 400
до 100
св. 100 до 400
до 250
св. 250 до 400
до 100
св. 100 до 400
Св. 6 до 30
0,3
0,5
0,3
0,5
0,2
0,3
0,2
0,3
0,1
0,2
0,1
0,2
Св. 30
0,5
0,3
0,2
Примечание. Припуски на шлифование материала толщиной менее 6 мм не нормируют.
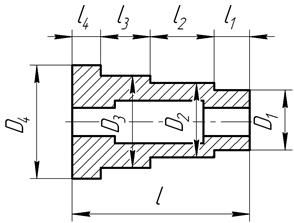
Таблица Г.20 – Припуски на механическую обработку втулок из цветных металлов и сплавов, мм
0,25 < l ≤ 2 D
Вид обработки
Диаметр обрабатываемой поверхности
До 18
Св. 18 до 50
Св. 50 до 80
Св. 80 до 120
Припуск на диаметр
1
2
3
4
5
Обработка отверстий в сплошном материале
Растачивание или зенкерование после сверления
Развертывание или предварительное шлифование после растачивания или зенкерования
Чистовое шлифование после предварительного шлифования; протягивание или точное развертывание после нормального развертывания
Тонкое развертывание или растачивание после протягивания или развертывания
Хонингование после точного развертывания или чистового растачивания
Притирка после тонкого развертывания или тонкого растачивания
0,80
0,20
0,12
0,10
0,008
0,006
1,00
0,25
0,14
0,12
0,012
0,007
1,10
0,30
0,18
0,14
0,015
0,008
–
–
–
–
–
–
Обработка наружных поверхностей вращения
Черновое или однократное обтачивание после литья:
в песчаные формы (в землю)
центрбежного
в кокиль или оболочковые формы
по выплавляемым моделям
под давлением
Продолжение таблицы Г.20
1
2
3
4
5
Чистовое обтачивание или предварительное шлифование после чернового обтачивания
Чистовое шлифование после предварительного шлифования или шлифование после однократного обтачивания
0,20
0,10
0,30
0,15
0,40
0,20
Обработка торцовых поверхностей
Черновое или однократное подрезание после литья:
в песчаные формы (в землю)
центробежного
в кокиль или оболочковые формы
по выплавляемым моделям
под давлением
Чистовое подрезание после чернового
Шлифование после чистового подрезания
0,80
0,65
0,40
0,25
0,15
0,12
0,05
0,90
0,70
0,45
0,30
0,20
0,15
0,06
1,00
0,75
0,50
0,35
0,25
0,20
0,08
1,10
0,80
0,55
0,40
0,35
0,25
0,08
Примечания:
1. Увод оси отверстия после сверления и начальное смещение оси не должны превышать следующих величин:
при диаметре отверстия в мм до 18 св. 18 св. 50
до 50 до 80
увод оси в мкм на 1 мм длины 1,3 0,8 0,5
смещение оси в мкм 20 27 35
2. Погрешность установки втулки в патроне при растачивании или зенкеровании не должна превышать в радиальном направлении 0,3 мм.
3. Припуски на торец указаны для совмещенного положения установочной и измерительной баз; при несовмещении баз припуск следует увеличивать на величину погрешности базирования, равную допуску на размер, связывающий установочную и измерительную базы.
Таблица Г.21 – Припуски на механическую обработку барабанов из цветных металлов и сплавов
Вид обработки
Диаметр обрабатываемой поверхности
До 18
Св. 18 до 50
Св. 50 до 80
Св. 80 до 120
Припуск на диаметр
1
2
3
4
5
Обработка литых отверстий
Черновое растачивание или зенкерование после литья:
в песчаные формы (в землю)
центробежного
в кокиль или оболочковые формы
Чистовое растачивание или протягивание после чернового растачивания
Протягивание, тонкое растачивание, нормальное развертывание или шлифование после чистового растачивания
Чистовое шлифование после предварительного
Чистовое шлифование после предварительного
Притирка после точного развертывания
2,70
2,40
1,30
0,25
0,10
0,05
0,10
0,008
2,80
2,50
1,40
0,30
0,15
0,08
0,12
0,010
3,00
2,70
1,50
0,40
0,20
0,08
0,15
0,015
3,00
2,70
1,15
0,40
0,20
0,10
0,15
0,020
Обработка торцовых поверхностей
Черновое обтачивание после литья:
в песчаные формы (в землю)
центробежного
в кокиль или оболочковые формы
2,00
1,60
0,90
2,10
1,70
1,00
2,20
1,80
1,10
Продолжение таблицы Г.21
1
2
3
4
5
Черновое обтачивание после литья:
в песчаные формы (в землю)
центробежного
в кокиль или оболочковые формы
Чистовое обтачивание или предварительное шлифование после чернового обтачивания
Предварительное шлифование после чистового обтачивания или тонкое обтачивание после чистового
Чистовое шлифование после чернового
Хронингование, отделка абразивным полотном или тонкое шлифование после чистового
Притирка, суперфиниширование или полирование после тонкого обтачивания






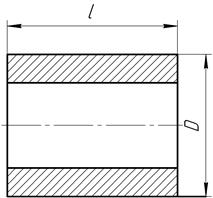 0,25 < l ≤ 2 D
0,25 < l ≤ 2 D