В сварочных трансформаторах применяется большое разнообразие способов регулирования сварочного тока. Регулирование тока можно осуществлять: ступенчато, плавно или ступенчато - плавно. Совмещение ступенчатого и плавного регулирования позволяет расширить диапазон регулирования тока при значительно меньших габаритах сердечника трансформатора.
Наиболее простым способом ступенчатого регулирования является секционирование обмоток трансформатора. С этой целью при изготовлении обмоток катушек трансформатора от некоторого числа витков её делают отводы и выводят их на клеммную доску. Регулирование тока производят изменением числа работающих витков обмотки трансформатора. Так как
 , (35)
, (35)
следует, что секционировать можно и первичную и вторичную обмотку или обе обмотки одновременно. Исходя из уравнения коэффициента трансформации видно, что одновременно с током изменяется и напряжение трансформатора:
 (36)
(36)
Изменение тока в этом случае производят, либо перестановкой перемычек, либо перестановкой кабеля с одной клеммы на другую на соответствующих выводных досках. Такой способ регулирования имеет ограниченное применение, так как он требует отключение трансформатора от сети во время перенастройки и может обеспечить только узкий диапазон регулирования тока. Кроме того, на перенастройку трансформатора на другой режим сварки требуется довольно много времени. Этот способ регулирования используется только в трансформаторах для ручной сварки, для тех производств, где не нужно часто менять режим сварки. В трансформаторе ТСМ - 250, предназначенном для сварки при строительных работах, где часто необходимо изменять сварочный ток, использован этот же способ регулирования тока, но секционирование вторичной обмотки обеспечивается навивкой сварочного кабеля на кожух трансформатора. Навивку производят согласно или встречно с вторичной обмоткой, обеспечивая этим увеличение или уменьшение сварочного тока.
В однофазных трансформаторах ступенчатое регулирование тока можно обеспечить, если каждую из его обмоток изготовить в виде двух катушек, а затем соединить их последовательно или параллельно между собой. Это обеспечит две ступени токов: при последовательном соединении - ступень малых токов; при параллельном соединении - ступень больших токов. Этот способ широко применяется в сочетании, с каким либо плавным способом регулирования, который обеспечивает возможность регулирования тока в пределах каждой ступени.
В трехфазных трансформаторах получение двух ступеней тока можно обеспечить переключением обмоток трансформатора со «звезды» на «треугольник». При соединении обмоток «звезда - звезда» - ступень малых токов, «треугольник - треугольник» - ступень больших токов, так как при соединении звездой:
 , (37)
, (37)
а при соединении «треугольником»:
 (38)
(38)
Этот способ так же используется при комбинированном способе регулирования сварочного тока.
Ранее в сварочных трансформаторах применялся способ плавного регулирования сварочного тока подвижным пакетом сердечника трансформатора. В настоящее время он сохранился лишь в трансформаторах для сварки трехфазной дугой. У таких трансформаторов сердечник делается не сплошным, а с подвижным пакетом, который, перемещаясь, изменяет воздушный зазор между неподвижной и подвижной частью сердечника. Чем больше величина воздушного зазора, тем больше сварочный ток.
В трансформаторах с увеличенным потоком рассеяния плавное регулирование тока можно обеспечить с помощью магнитного шунта, перемещающегося в окне сердечника между обмотками. При вдвижении шунт намагничивается, за счет основного потока трансформатора, увеличивая поток рассеяния, следовательно, сварочный ток уменьшается. Такой способ регулирования применяется в трансформаторах для ручной сварки, так как широкий диапазон регулирования тока приведет к значительному увеличению габаритов трансформатора.
Наибольшее применение в трансформаторах для ручной сварки получил способ плавного регулирования сварочного тока изменением расстояния между катушками первичной и вторичной обмоток. Если одну из обмоток сделать подвижной, а другую неподвижной, то при изменении расстояния между ними изменяется величина потока рассеяния, а, следовательно, будет изменяться сварочный ток. Чем больше расстояние между обмотками, тем больше поток рассеяния, а сварочный ток меньше.
Во многих трансформаторах с целью расширения пределов регулирования сварочного тока, а так же для уменьшения габаритов сердечника применяют, комбинированные способы регулирования тока - ступенчатое и плавное. Например, в одной из конструкций трансформатора регулирование тока может, осуществляется ступенчато параллельным или последовательным соединением катушек обмоток и плавно подвижным магнитным шунтом или перемещением одной из обмоток.
В некоторых трансформаторах плавное регулирование тока осуществляется с помощью неподвижного магнитного шунта с обмоткой управления. Магнитный шунт устанавливается неподвижно между обмотками трансформатора и имеет свою обмотку управления, которую запитывают постоянным током. При изменении величины постоянного тока в обмотке управления изменяется степень предварительного намагничивания шунта, поэтому его домагничивание происходит, то за счет большого, то за счет меньшего основного потока трансформатора, при этом изменяется сварочный ток. Если в обмотке управления шунта увеличить ток, то он сильнее намагнитится и на домагничивание отберет у трансформатора меньший поток, значит сварочный ток увеличится. Для расширения пределов регулирования тока в таких трансформаторах так же может быть использован один из способов ступенчатого регулирования. Такой способ регулирования позволяет регулировать ток в довольно широких пределах, а в конструкции трансформатора отсутствуют подвижные части, вызывающие вибрации.
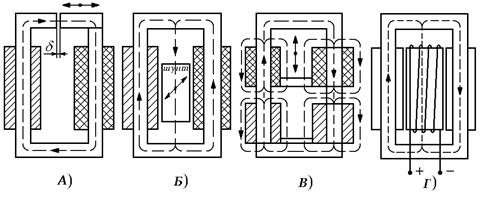
Рисунок 30 - Плавные способы регулирования тока в сварочных трансформаторах
а) подвижным пакетом сердечника;
б) подвижным магнитным шунтом;
в) подвижной обмоткой трансформатора;
г) неподвижным шунтом с обмоткой управления.






