

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
Топ:
Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении...
Комплексной системы оценки состояния охраны труда на производственном объекте (КСОТ-П): Цели и задачи Комплексной системы оценки состояния охраны труда и определению факторов рисков по охране труда...
Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает...
Интересное:
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Время на выполнение работы -2 часа
Цель:Научиться выполнять сварку пластин изцветных металлов и их спловов
1) в результате выполнения этой работы вы научитесь выполнять сварку пластин изцветных металлов и их спловов.
2) выполнение этой работы обязательно для допуска к экзамену
Оборудование и материалы 1. Сварочный пост постоянного тока с электроизмерительными приборами. 2. Пластины из А1 (IООХ 100Х8 мм). 3. Электроды ОЗА- 1, АФ 4аКр или другие. 4. Специальная струбцина
Справочная литература:
Чернышов Г.Г. Технология электрической сварки плавлением Глава 18 стр.399-427
Порядок выполнения работы
1. Собрать пластины в специальной струбцине, прихватить их по торцам и взвесить.
2. Определить массу металлического стержня электрода.
З. Подобрать диаметр электрода по толщине свариваемого металла и силу тока по диаметру электрода.
4. Наплавить валик поперек стыка длиной 60—80 мм, фиксируя режим и время сварки.
5. Охладить пробу, высушить, очистить от шлака. Взвесить пробу с наплавленным валиком, определить массу огарка.
6. Изменяя силу сварочного тока в сторону увеличения и уменьшения, наплавить еще два валика, руководствуясь вышеприведенными пунктами.
Контрольные вопросы
1. Факторы, затрудняющие сварку А1 и его сплавов.
2. Особенности технологии ручной сварки меди угольным и металлическим электродами.
З. Особенности аргонно -.дуговой сварки титана и его сплавов неплавящимся электродом; почему она производится на постоянном токе?
4. Операции, составляющие процесс подготовки А1 к сварке.
5. Почему при сварке деформируемых сплавов А1, упрочненных термической обработкой, прочность в зоне термического влияния уменьшается?
Практическое занятие № 6.
Тема: Отработка навыков зажигания дуги и поддерживания её горения
Время на выполнение работы 2 часа
Цель работы:
- приобретение практических навыков по возбуждению дуги и поддержанию устойчивого горения дуги;
- приобретение практических навыков по поддержанию устойчивого горения дуги
Ход выполнения работы:
1. Ознакомление с теоретическими сведениями зажигания дуги и поддерживания её горения
2. Изучить технологию навыков зажигания дуги и поддерживания её горения
3. Отработать навыки зажигания дуги и поддерживания её горения.
Сварочная дуга - разряд электрического тока в газовой среде. Электрические заряды в сварочной дуге переносятся заряженными частицами — электронами, а также положительно и отрицательно заряженными ионами.
Процесс, при котором в газе образуются положительные и отрицательные ионы, называется ионизацией, а такой газ — ионизированным.
Способы зажигания дуги:
1. Касанием, «впритык».
Дугу зажигают касанием электрода о поверхность свариваемого изделия и отводом его перпендикулярно вверх.
2. «Чирканием», «спичкой».
Электродом как спичкой чиркают по поверхности свариваемого изделия.
Технология зажигания дуги.
Зажигание дуги при сварке плавящимся электродом начинается с короткого замыкания электрода с основным металлом. Из-за шероховатости поверхности электродов касание при коротком замыкании происходит отдельными выступающими участками, которые мгновенно расплавляются под действием выделяющейся теплоты, образуя жидкую перемычку между основным металлом и электродом. При отводе электрода жидкая перемычка растягивается, сечение ее уменьшается, электрическое сопротивление и температура возрастают. Когда расплавленный металл перемычки достигает температуры кипения, пары металла легко ионизируются и возникает дуга. Возникновение дуги длится доли секунды.
Сварочная дуга:
- «короткая», L = 2 - 4 мм;
- «нормальная», L = 4 - 6 мм;
- «длинная», L свыше 6 мм.
Сварочные дуги классифицируются:
| Признак классификации | Виды |
| 1.По применяемым электродам | - дуга с плавящимся электродом - дуга с неплавящимся электродом |
| 2. По степени сжатия дуги | - свободная дуга - сжатая дуга |
| 3. По схеме подвода сварочного тока | - дуга прямого действия - дуга косвенного действия |
| 4. По роду тока | - дуга переменного тока (однофазная и трехфазная) - дуга постоянного тока |
| 5. По полярности постоянного тока | - дуга на прямой полярности - дуга на обратной полярности |
| 6. По виду статической вольтамперной характеристики | - дуга с падающей характеристикой - дуга с жесткой характеристикой - дуга с возрастающей характеристикой |
Процесс зажигания и строение электрической дуги
При дуговой сварке плавящимся электродом расплавление кромок свариваемых заготовок и электрода осуществляется за счет теплоты электрической сварочной дуги. Электрическая сварочная дуга - стационарный мощный электрический разряд при значительной плотности ток (0,5-100 А/мм2) в сильно ионизированной газовой среде между двумя электродами, одним из которых обычно являются свариваемые заготовки. В процессе горения сварочной дуги выделяется
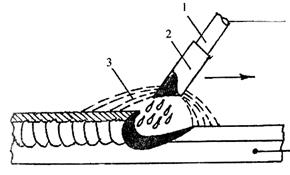
Рис.1.1. Схема электрической дуги при сварке металлическим электродом с покрытием 1 — электрод; 2 — покрытие электрода; 3 — газовая защита
большое количество теплоты, образуется яркое световое излучение, невидимые ультрафиолетовые и инфракрасные лучи, газы и пыль. Электрическая сварочная дуга (рис.1.1, а) состоит из катодного 3 и анодного 5 пятен и столба дуги 4. Снаружи она окружена ореолом 6, состоящим из смеси газов, паров и пыли. Для зажигания дуги необходимо легко коснуться стержнем с покрытием 2 электрода свариваемой заготовки (рис.1.1, б) с замыканием электрической цепи накоротко, после чего отвести электрод от заготовки на расстояние 2-4 мм. Происходит быстрый разогрев торца электрода за счет теплоты, выделяемой током короткого замыкания. После отвода электрода с разогретого торца металлического стержня, являющегося катодом, свободные электроны под действием электрического поля устремляются к аноду (заготовке). Им сообщается значительная кинетическая энергия. В межэлектродном зазоре электроны сталкиваются (соударяются) с молекулами и атомами воздуха и между собой. Эти соударения могут быть упругими и неупругими. При упругом соударении часть кинетической энергии электронов передается атому или молекуле воздуха. В результате температура в дуговом промежутке (столбе дуги) повышается до 6000-7000 °С. При неупругом соударении происходит ионизация молекулы воздуха с выделением электронов, положительных и отрицательных ионов. Электроны и отрицательные ионы продолжают движение к аноду и бомбардируют его поверхность. В результате торможения их движения происходит превращение кинетической энергии в тепловую и поверхность анода (анодное пятно) разогревается до t = 2600-3000 °С. Положительные ионы под действием сил притяжения движутся к катоду и, бомбардируя его поверхность, нагревают ее (катодное пятно) до 2000-2600 °С. В дуге постоянного тока прямой полярности (минус на электроде, плюс на заготовке) на аноде выделяется большее количество теплоты (41-42 % от общего количества Од), чем на катоде (36-38 %), в связи с тем, что анод подвергается более мощной бомбардировке заряженными частицами. В дуге переменного тока различие температур катодного и анодного пятен сглаживается вследствие их периодической смены с частотой, равной частоте тока (50 Гц).
Для устойчивого горения дуги необходимы постоянный межэлектродный зазор (длина дуги), определенные напряжение и ток в цепи, достаточная ионизация воздушного промежутка, стабильность свойств источника тока, питающего дугу.
Техника зажигания дуги
Зажигание дуги и поддержание ее горения
· Подготовка заготовки к сварке;
· Подбор сварочного тока;
· Установка электрода в электрододержатель;
· Зажигание сварочной дуги (чирканьем, впритык);
· Предупреждение о зажигании дуги.
Подвести электрод к поверхности заготовки, установить его под углом примерно 700 к поверхности заготовки на расстоянии примерно 20мм выше точки, где надо зажечь дугу. Опустить маску прежде, чем зажечь дугу. Подать предупреждение «Глаза!» Возбудить дугу. Отвести торец электрода на 2-5мм от поверхности заготовки и возбужденную дугу удержать в течении 5-10 секунд. Для этого, по мере сгорания электрода, постепенно подавать его к поверхности заготовки, выдерживая угол наклона и расстояние 2-5мм (длину дуги).
Возбуждение дуги и первый проход без поперечных колебаний
· Зачистить поверхность;
· Возбудить дугу и сделать первый проход без поперечных колебаний.
Длина дуги: 2-4мм.
Скорость перемещения электрода: 150 мм/мин.
Правильная длина дуги обеспечивает равномерное наплавление валика, плавный переход наплавленного металла к поверхности заготовки. Слишком длинная дуга приводит к плоской форме валика, к уменьшению провара, увеличению разбрызгивания электродного металла. Слишком короткая дуга приводит к неравномерному формированию наплавленного валика, прилипанию электрода к заготовке.
· Удаление шлаковой корки;
· Выполнение правил охраны труда;
· Причины возникновения брака, виды брака;
· Качество выполненной работы;
Контрольные вопросы
1. Что называется сварочной дугой?
2. Какие способы зажигания дуги Вам известны, перечислите?
3. Как влияет длина дуги на качество формирования валика?
2. Отработка навыков по возбуждению дуги (работа в парах).
Первоначальное возбуждение дуги при ручной дуговой сварке покрытыми электродами происходит после касания электродом изделия. При контакте электрода с изделием происходит короткое замыкание сварочной цепи, большой ток короткого замыкания расплавляет и испаряет металл в месте контакта. При последующем отрыве электрода от изделия, под действием напряжения источника питания между электродом и изделием возникает сварочная дуга. При сварке неплавящимся металлическим электродом для возбуждения дуги без касания электродом изделия на электрод и изделие подается высоковольтный разряд повышенной частоты от специального устройства поджига дуги. По условиям безопасности напряжение холостого хода источников переменно превышает 80 В, а источников постоянного тока - 90 В.
Зажигание дуги.
Возбуждение электрической дуги возможно осуществить двумя способами:
• быстрым прикосновением электрода к изделию «ВПРИТЫК» и медленным подъемом электрода на расстояние 5-6 мм от изделия.
• способом «СПИЧКОЙ», когда концом электрода быстро чиркают о поверхность изделия и медленно поднимают электрод на расстояние 5-6 мм от изделия.
Задание 1.1. Запустите тренировочный сеанс.
Зажгите дугу способом «ВПРИТЫК». Повторяйте зажигание дуги этим способами пока навык не станет устойчивым (зажиганию дуги с первого касания электродом изделия).
Задание 1.2. Запустите тренировочный сеанс.
Зажгите дугу способом «СПИЧКОЙ» Повторяйте зажигание дуги этим способами пока навык не станет устойчивым (зажиганию дуги с первого касания электродом изделия).
2. Отработка навыков по поддержанию устойчивого горения дуги (работа в парах).
Режим горения сварочной дуги определяют два параметра:
напряжение дуги - UД, сила сварочного тока - 1св
Длина дуги (LД):
Короткая L д = 1+4 мм
Средняя (нормальная) Lд = 3+6 мм
Длинная Lд> 6 мм
• При ручной дуговой сварке покрытым электродом Lд= (0,5+1,1) DЭЛ, где DЭЛ - диаметр электрода
Короткой дугой, как правило сваривают корневые проходы стыковых и угловых швов, а также выполняют сварку швов в пространственных положениях, отличных от нижнего.
Сварка короткой дугой, с точки зрения обеспечения высокого качества сварного шва, является наиболее эффективной.
Задание 2.1. Запустите тренировочный сеанс.
Зажгите дугу, способом наиболее предпочтительным для Вас. Установите электрод перпендикулярно к пластине и равномерно перемещайте его, поддерживая стабильное горение дуги, при произвольной траектории движения в течение не менее 1,5-2 мин. При этом длина дуги должна поддерживаться в пределах 1-5 мм.
Окончательный результат тренажа показан на экране компьютора.
3. Выводы (конспектная запись):
1. Возбуждение дуги происходит тем легче, чем выше напряжение холостого хода источника питания дуги. Для обеспечения надежного возбуждения дуги, напряжение холостого хода источника питания дуги должно быть не менее 40 В.
2.При установившемся устойчивом процессе горения сварочной дуги, напряжение дуги (Uд) зависит главным образом от ее длины (LСВ).
Практическое занятие № 7.
Тема: Отработка навыков техники сварки в нижнем положении стыковых швов
Время на выполнение работы 4 часа
Цель работы: Приобрести практические навыки сварки ручной дуговой сварки в нижнем положении стыковых швов
Ход выполнения работы:
4. Ознакомление с теоретическими сведениями
5. Изучить технологию сварки и наплавки в нижнем положении стыковых швов.
6. Изучить технологию сварки и наплавки в нижнем положении стыковых швов.
7. Рассчитать и выбрать параметры ручной электродуговой сварки (силу сварочного тока, диаметр, тип и марку электрода и др.) в зависимости от свариваемого материала и положения в пространстве.
8. Заполнить таблицу и дать подробное описание расчета режима (варианты – по порядковому номеру в журнале)
9. Отработать навыки техники сварки в нижнем положении стыковых швов
|
|
|

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...
© cyberpedia.su 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

