Время на выполнение работы 4 часа
Цель работы: Приобрести практические навыки сварки ручной дуговой сварки в нижнем положении угловых швов
Ход выполнения работы:
10. Ознакомление с теоретическими сведениями
11. Изучить технологию сварки и наплавки в нижнем положении угловых швов.
12. Изучить технологию сварки и наплавки в нижнем положении угловых швов.
13. Рассчитать и выбрать параметры ручной электродуговой сварки (силу сварочного тока, диаметр, тип и марку электрода и др.) в зависимости от свариваемого материала и положения в пространстве.
14. Заполнить таблицу и дать подробное описание расчета режима (варианты – по порядковому номеру в журнале)
15. Отработать навыки техники сварки в нижнем положении угловых швов
Сварка и наплавка в нижнем положении шва
Сварка угловых швов
При выполнении угловых швов наклонным электродом (рис. 2, а) жидкий металл под действием силы тяжести стремится стекать на нижнюю плоскость. Поэтому выполнение этих швов лучше производить "в лодочку" (рис. 2, б), в частности электродами, которые позволяют вести сварку опиранием покрытия на свариваемые кромки изделия.
Сварка "в лодочку" угловых швов для листов толщиной до 14 мм возможна без скоса кромок (двусторонняя сварка) или с частичной разделкой кромок и увеличенным размером притупления. Зазор между свариваемыми элементами не должен превышать 10% толщины листа.
Таблица. 3.
Режимы сварки угловых швов 'в лодочку' с опиранием электрода
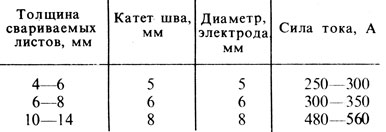
Примечание. Максимальные значения силы тока должны уточняться по данным паспорта электродов.
Однако не всегда можно установить сварное изделие для сварки "в лодочку"; тогда угловые швы выполняют наклонным электродом. В этом случае возможен непровар корня шва и кромки нижнего листа. Тщательный прогрев кромок свариваемых частей достигается правильным движением электрода, который следует держать под углом 45° к поверхности листов и производить поперечные движения треугольником без задержек или с задержками в корне шва. В процессе сварки электрод следует наклонять то к одной, то к другой плоскости листов.
Угловые швы в нижнем положении с катетами до 10 мм выполняют сваркой в один слой электродами диаметром до 5 мм, иногда без поперечных движений.
Угловые швы без скоса кромок с катетами более 10 мм могут выполняться в один слой, но с поперечными движениями электрода треугольником, причем лучший провар корня шва обеспечивается задержкой электрода в корне шва (см. рис. 52).
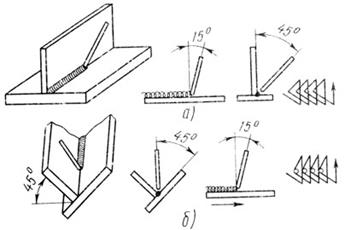
Рис. 2. Положение и движения электрода при сварке угловых швов: а - наклонным электродом, б – "в лодочку"
Угловые швы с односторонним или двусторонним скосом кромок применяют при изготовлении особо ответственных изделий.
Сварка тавровых швов
Скос кромок у стенки тавра делают под углом 50+5°. При толщине стенки до 4 мм шов со скосом кромки выполняют в один слой; при большей толщине сварка ведется в несколько слоев и проходов. При выполнении многослойных тавровых швов наклонным электродом швы обычно получаются с неравными катетами на полке и стенке. Поэтому при проектировании сварных изделий допускаются угловые швы с неравными катетами.
. Вариант №1
1. Подобрать режим ручной дуговой сварки для соединения в угол. Положение нижнее.
2. Отработать навыки техники сварки в нижнем положении угловых швов
Материал –Ст3пс.
Sме = 8 мм



 ГОСТ.5264-80 У2
ГОСТ.5264-80 У2
ГОСТ.5264-80 - 3-НЗ
Иаметр электрода
 Сила сварочного тока
Сила сварочного тока
Тип Марка электрода
Угол наклона электрода
Манипулятор
Полярность
Длина дуги
Род тока (пост. Переем.)
Вариант №2
1. Подобрать режим ручной дуговой сварки для соединения в угол. Положение нижнее.
2. Отработать навыки техники сварки в нижнем положении угловых швов
Материал –Ст3пс.


 ГОСТ.5264-80Т3 3
ГОСТ.5264-80Т3 3




 2
2
 Диаметр электрода
Диаметр электрода
Сила сварочного тока
Тип Марка электрода
Угол наклона электрода
Манипулятор
Полярность
Длина дуги
Род тока (пост. Переем.)
Вариант №1
3. Подобрать режим ручной дуговой сварки для соединения встык. Положение нижнее.
4. Отработать навыки техники сварки в нижнем положении стыковых швов
Материал –Ст3пс.




 ГОСТ.5264-80-Т1-2ω
ГОСТ.5264-80-Т1-2ω




 Диаметр электрода
Диаметр электрода
Сила сварочного тока
Тип Марка электрода
Угол наклона электрода
Манипулятор
Полярность
Длина дуги
Род тока (пост. Переем.)
Вариант №2
1. Подобрать режим ручной дуговой сварки для соединения встык. Положение нижнее.
2. Отработать навыки техники сварки в нижнем положении стыковых швов
Материал –Ст3пс.
 ГОСТ.5264-80 - 3-НЗ
ГОСТ.5264-80 - 3-НЗ




 Диаметр электрода
Диаметр электрода
Сила сварочного тока
Тип Марка электрода
Угол наклона электрода
Манипулятор
Полярность
Длина дуги
Род тока (пост. Переем.)
Вариант №3
1. Подобрать режим ручной дуговой сварки для соединения встык. Положение нижнее.
2. Отработать навыки техники сварки в нижнем положении стыковых швов
Материал –Ст3пс.



 ГОСТ.5264-80 С4
ГОСТ.5264-80 С4
Диаметр электрода
Сила сварочного тока
Тип Марка электрода
Угол наклона электрода
Манипулятор
Полярность
Длина дуги
Род тока (пост. Переем.)
Вариант №4
1. Подобрать режим ручной дуговой сварки для соединения встык. Положение нижнее.
2. Отработать навыки техники сварки в нижнем положении стыковых швов
Материал –Ст3пс.
ГОСТ.5264-80 С15
Д 



 иаметр электрода
иаметр электрода
Сила сварочного тока
Тип Марка электрода
Угол наклона электрода
Манипулятор
Полярность
Длина дуги
Род тока (пост. Переем.)
Вариант №5
1. Подобрать режим ручной дуговой сварки для соединения встык. Положение нижнее.
2. Отработать навыки техники сварки в нижнем положении стыковых швов
Материал –Ст3пс.
ГОСТ.5264-80 С15
Д иаметр электрода
Сила сварочного тока
Тип Марка электрода
Угол наклона электрода
Манипулятор
Полярность
Длина дуги
Род тока (пост. Переем.)
Практическое занятие № 9







