Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...
Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории...
Welded joints in steel pipelines. Main types, design elements and dimensions
МКС 25.160.40 ОКП 06 0200 0000
Дата введения 1981-07-01
Постановлением Государственного комитета СССР по стандартам от 24 апреля 1980 г. N 1876 дата введения установлена 01.07.81
Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
ВЗАМЕН ГОСТ 16037-70
ИЗДАНИЕ (июль 2005 г.) с Изменением N 1, утвержденным в декабре 1990 г. (ИУС 3-91).
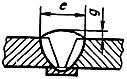
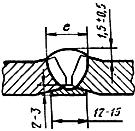
1. Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой. Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала. Требования настоящего стандарта являются обязательными. 2. В стандарте приняты следующие обозначения способов сварки: ЗП - дуговая сварка в защитном газе плавящимся электродом; ЗН - дуговая сварка в защитном газе неплавящимся электродом; Р - ручная дуговая сварка; Ф - дуговая сварка под флюсом; Г - газовая сварка. Для конструктивных элементов труб, арматуры и сварных соединений приняты следующие обозначения: - толщины стенок свариваемых деталей; - зазор между кромками свариваемых деталей после прихватки; - ширина сварного шва; - выпуклость сварного шва; - толщина подкладного кольца; - толщина шва; - притупление кромки; - ширина нахлестки; - длина муфты;
- катет углового шва;
- катет углового шва со стороны разъема фланца;
- наружный диаметр трубы; - фаска фланца.
1, 2. (Измененная редакция, Изм. N 1)
.
3. Основные типы сварных соединений должны соответствовать указанным в табл.1. Таблица 1
Тип соединения
Форма подготов- ленных кромок
Характер сварного шва
Форма поперечного сечения
Толщина стенки и минимальный наружный диаметр трубы, мм, для способов сварки
Условное обозначе- ние сварного соединения
подгото- вленных кромок
сварного шва
ЗП
ЗН
Р
Ф
Г
Стыковое соединение трубы с трубой или с арматурой
Без скоса кромок
Односто- ронний
2-5 25
2-3 10
2-5 25
4-6 133
1-3 150
С2
Односто- ронний на съемной подкладке
2-4 25
2-3
25
-
-
С4
Односто- ронний на остающейся цилиндри- ческой подкладке
2-3 25
С5
Со скосом одной кромки
Односто- ронний
3-20 25
-
3-20 25
С8
Односто- ронний на остающейся цилиндри- ческой подкладке
2-20 25
-
2-20 57
С10
Со скосом кромок
Односто- ронний
3-20 25
3-20 14
3-20 25
3-7 14-150
С17
Односто- ронний на съемной подкладке
2-40 25
2-40 10
2-40 25
6-40 377
-
С18
Односто- ронний на остающейся цилиндри- ческой подкладке
2-20 25
2-20 10
2-20 25
-
С19
Стыковое соединение трубы с трубой или с арматурой
Со скосом кромок
Односто- ронний с расплав- ляемой вставкой
4-20 25
4-20 25
4-20 25
С46
С криво- линейным скосом кромок
Односто- ронний
-
5-6 25
-
С47
С криво- линейным скосом кромок с расточкой
6-25 25
С48
Со скосом кромок с расточкой
Односто- ронний на остающейся цилиндри- ческой подкладке
6-20 25
6-20 25
6-20 57
С49
Односто- ронний на остающейся конической подкладке
С50
Со скосом кромок с раздачей
2-6 25
2-6 10
-
С51
С криволи- нейным скосом кромок с расточкой
Односто- ронний на остающейся цилиндри- ческой подкладке
7-60 25
7-60 25
7-60 57
7-60 377
С52
16-60 68
-
16-60 68
16-60 377
С53
Стыковое соединение секторов колен (отводов)
Со скосом кромок
Двусто- ронний
3-25 108
-
3-25 108
-
С54
Односто- ронний на съемной подкладке
С55
Стыковое соединение фланца с трубой
С двумя несиммет- ричными скосами двух кромок
Двусто- ронний
3-40 70
3-40 70
С56
Нахлесточное соединение промежуточного штуцера или ниппеля с трубой
Без скоса кромок
Односто- ронний
2-5 14
2-5 10
2-5 22
1-5 6-150
Н1
Нахлесточное соединение труб с раздачей одного конца трубы
2-20 14
-
2-20 25
1,6-7 14-150
Н3
Нахлесточное соединение труб муфтой
Без скоса кромок
Односто- ронний двойной
2-20 14
2-20 25
1,6-7 14-150
Н4
Угловое соединение фланца или кольца с трубой
Со скосом одной кромки
Односто- ронний с раздачей и развальцо- вкой
2-12 14
2-12 14
-
У15
Без скоса кромок
Двусто- ронний
2-15 14
-
2-15 14
У5
Со скосом одной кромки
Двусто- ронний
2-15 14
2-15 14
У7
С симмет- ричным скосом одной кромки
У8
Угловое соединение отростка с трубой равных размеров
Без скоса кромок
Односто- ронний
2-4 14
-
2-4 25
У16
Угловое соединение отростка, ответвительного штуцера или приварыша с трубой
Без скоса кромок
Односто- ронний
2-20 14
2-20 14
2-20 25
1-7 14-150
У17
2-25 14
2-25 14
2-25 25
У18
Угловое соединение отростка, ответвительного штуцера или приварыша с трубой
Со скосом одной кромки
Односто- ронний
4-25 14
4-25 14
4-25 25
У19
Односто- ронний на цилиндри- ческом усе
4-20
12
4-20
12
4-20
25
У20
Угловое соединение ответвительного штуцера или приварыша с трубой
Односто- ронний на съемной подкладке
У21
Примечание. В графе "Толщина стенки и минимальный наружный диаметр трубы для способов сварки" в числителе приведены предельные толщины стенок, а в знаменателе - минимальные наружные диаметры труб за исключением угловых соединений, для которых приведены предельные толщины стенок и минимальные наружные диаметры ответвлений (отростков, ответвительных штуцеров и приварышей); для соединений, выполненных газовой сваркой, в знаменателе приведены предельные значения наружных диаметров.
4. Конструктивные элементы и их размеры должны соответствовать указанным в табл.2-33.