Почти 60% объема сварочных работ при строительстве трубопроводов приходится на ручную дуговую сварку. Это соединение секций или отдельных труб в непрерывную нитку, сварка переходов через естественные и искусственные преграды, сварка захлестов, вварка катушек, крановых узлов, отводов и др.
Технология ручной дуговой сварки определяется прежде всего материалом труб, подлежащих сварке. В зависимости от марки стали трубы и условий эксплуатации выбирают сварочные материалы. После этого устанавливают технологию и технику сварки, а также схему организации работ, при этом руководствуются заданным темпом строительства трубопровода. При заданных сварочных материалах технология сварки зависит от диаметра и толщины стенки трубы.
Беспрекословным правилом при строительстве магистральных и распределительных трубопроводов есть требование к минимальному количеству слоев в шве. Для труб с толщиной стенки 6 мм и менее - 2 слоя, с толщиной стенки более 6 мм - 3 слоя.
Наиболее ответственным является корневой слой шва. Он должен надежно проплавлять кромки свариваемых труб и образовывать на внутренней поверхности шва равномерный обратный валик с усилением 1-3 мм. Допускается на отдельных участках стыка длиной не более 50 мм (на каждые 350 мм шва) ослабление корня шва (мениск) величиной до 10-15% от толщины стенки трубы. Наружная поверхность корневого слоя должна быть гладкой, мелкочешуйчатой и иметь плавное сопряжение с боковыми поверхностями разделки. Оптимальной формой наружной поверхности шва можно выполнять как шлифовальной машинкой, так и пневмомолотком в соответствии с требованиями инструкции.
При сварке труб диаметром 1020 мм и более после сварки корня шва рекомендуется выполнить подварку корневого слоя изнутри трубы в тех местах, где имеется не провар корня, и обязательно в нижней четверти периметра стыка (изнутри), т.е. на том участке, который при сварке корня шва снаружи выполнялся в потолочном положении. При ручной сварке корня шва поворотных стыков труб большого диаметра подварку выполняют по всему периметру стыка. Подеарочный шов обеспечивает провар корня, он должен иметь мелкочешуйчатую поверхность, плавно сопрягающуюся с внутренней поверхностью трубы без подрезов и других дефектов. Усиление подварочного шва должно составлять не менее 1 и не более 3 мм. Подварку выполняют электродами основного типа диаметром 3-4 мм.
Заполняющие слои шва надежно сплавляются между собой и проплавляют кромки свариваемых труб. После каждого слоя шва необходимо обязательно очищать поверхности шва от шлака.
Облицовочный шов имеет плавное очертание и сопряжение с поверхностью трубы, без подрезов и других видимых дефектов. Усиление шва должно быть не менее 1 и не более 3 мм. Ширина шва перекрывает ширину разделки на 2-3 мм в каждую сторону.
В конце смены сварной стык должен быть заварен полностью. Это требование вызвано тем, что трубопровод в течение суток претерпевает действие изменения температуры окружающего воздуха, которое особенно существенно при смене для ночью и ночи - днем. Изменение температуры вызывает возникновение в трубах и сварных стыках напряжений, которые могут быть весьма высокими.
Если стык заварен не полностью, то в ослабленном сечении шва напряжения могут превысить предел текучести и даже временное сопротивление разрушению металла шва и стык разрушится. Особенно опасна эта ситуация при отрицательных температурах воздуха, когда снижается пластичность металла.
В зависимости от типа рекомендуемых электродов существует 3 наиболее распространенных схемы сварки: сварка стыка электродами с основным покрытием, сварка стыка электродами газозащитного типа, сварка корня шва и горячего прохода электродами газозащитного типа, а заполняющих и облицовочного слоев - электродами с основным покрытием.
Сварку электродами с основным покрытием выполняют снизу вверх с поперечными колебаниями, амплитуда которых зависит от ширины разделки стыка. При поточно-расчлененном методе сварки каждый сварщик выполняет определенный участок шва, положение которого зависит от числа сварщиков, работающих одновременно на одном стыке. На трубах большого диаметра их число может достигать четырех. Как правило, если сварщиков двое, то они выполняют сварку снизу, от надира, и идут вверх по периметру в направлении (по циферблату часов) 6-3-12 и 6-9-12. При этом в потолочной части стыка замок следует смещать на 50-60 мм от нижней точки окружности трубы. В двух смежных слоях замки должны отстоять друг от друга не менее чем на 50-100 мм. Если сварщиков четверо, то первая пара варит участок стыка (по циферблату) 6-3 и 6-9, а вторая пара - 3-12 и 9-12.
Схема последовательности наложения двух слоев при сварке снизу вверх электродами с основным покрытием приведена на Рис. 1, а. Все последующие нечетные слои выполняют по схеме первого слоя, все четные — по схеме второго слоя. Римские цифры показывают последовательность сварки отдельных участков шва. В зависимости от пространственного положения сварки рекомендуются значения тока, приведенные в табл.1.
При использовании электродов с покрытием основного вида следует применять 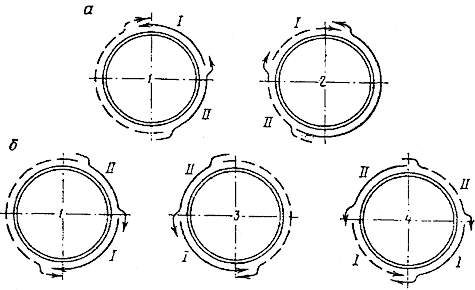 только аттестованные для трубопроводного строительства марки электродов.
только аттестованные для трубопроводного строительства марки электродов.
Рис. 1 Последовательность наложения слоев при сварке кольцевых стыков труб:






