Для сборки обечаек используем специализированные сборочные установки. Продольные стыки обечаек собираем на роликовой опоре с помощью гидравлических струбцин, снабженных двумя зажимными гидроцилиндрами, одним выравнивающим и одним стягивающим. Схема установки показана на рисунке 2.

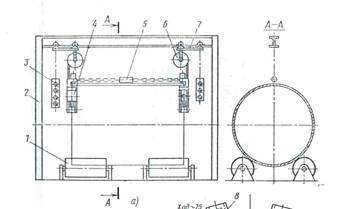
Рисунок 2 – Установка для сборки продольных стыков обечаек
1 – роликовая опора; 2 – несущая рама; 3 – пульт управления; 4 - гидравлическая струбцина для совмещения кромок; 5 – гидравлическая стяжка для выравнивания торцов обечаек; 6 – пружинная подвеска струбцин; 7 – тележка
Сборку обечаек по кольцевым стыкам производим на роликовом стенде с помощью самоходной скобы, оснащенной передним прижимом с пневмоцилиндром для совмещения кромок обечаек и задним прижимом с пневмоцилиндром для прижима правой обечайки к левой. Схема установки показана на рисунке 3.

Рисунок 3 – Установка для сборки обечаек по кольцевым стыкам
1, 3, 6 – пневмоцилиндры; 2 – винтовые упоры; 4 – скоба; 5 – тележка; 7 – направляющая вертикального перемещения скобы; 8 – привод перемещения тележки; 9 – привод вертикального перемещения скобы; 10 – рельсовый путь;
11 – роликовый стенд; 12 – 14 – конечные выключатели
Сварочное оборудование
В состав сварочных установок входят собственно сварочное оборудование - автоматы, полуавтоматы, источники питания и различного рада механическое оборудование, служащее для крепления и поворота свариваемых изделий, для перемещения изделия в направлении сварки, а также для установки и перемещения сварочных аппаратов и перемещения сварщиков.
 Автомат тракторного типа АДФ-1002 (рисунок 1). Автомат предназначен для сварки под флюсом на переменном токе и перемещается непосредственно по поверхности изделия. Он обладает небольшой массой, малыми размерами и высокой мобильностью, обеспечиваемой простотой его переноски на новое место сварки.
Автомат тракторного типа АДФ-1002 (рисунок 1). Автомат предназначен для сварки под флюсом на переменном токе и перемещается непосредственно по поверхности изделия. Он обладает небольшой массой, малыми размерами и высокой мобильностью, обеспечиваемой простотой его переноски на новое место сварки.
Подача электродной проволоки и перемещение трактора по поверхности изделия обеспечивается от одного приводного электродвигателя переменного тока. Скорость подачи и сварки настраивается с помощью сменных шестерен. Передачи механизмов подачи проволоки и перемещения трактора размещены в одном корпусе, который является несущей конструкцией трактора. К корпусу крепятся мундштуки, кассета с электродной проволокой, бункер для флюса, пульт управления.
Автомат тракторного типа АДФ-1002 позволяет выполнять сварку стыковых швов с разделкой кромок и без нее, угловых швов наклонным электродом и нахлесточных соединений. Швы могут быть прямолинейными и круговыми, в том числе на поверхности цилиндрических изделий и внутри, с минимальным внутренним диаметром изделия 1200 мм. При сварке круговых швов трактор движется по поверхности изделия со скоростью, равной линейной скорости изделия. Так как строго одинаковые скорости обеспечить достаточно сложно, то практически скорость трактора выбирают несколько меньшей скорости изделия, и возникающее отставание трактора компенсируют периодическими остановками изделия без остановки трактора, следовательно, без нарушения процесса сварки.
Высокая степень универсальности трактора АДФ-1002 достигается благодаря наличию комплекта сменных элементов.
Техническая характеристика автомата АДФ-1002 представлена в таблице 1.
Таблица 1 – Техническая характеристика сварочного автомата АДФ-1002
| Характеристика
| Значение
|
| Номинальное напряжение питающей сети при частоте 50 Гц, В
| 380
|
| Номинальный сварочный ток, А
| 1000
|
| Род тока
| Переменный
|
| Продолжительность включения (ПВ), %
| 100
|
| Диаметр электродной проволоки, мм
| 2,0 - 5,0
|
| Количество электродов, шт
| 1
|
| Скорость подачи электродной проволоки, м/ч
| 60 - 360
|
| Способ регулирования скорости подачи
| Ступенчато
|
| Тип подачи
| Независимый
|
| Скорость сварки, м/ч
| 12 - 80
|
| Вид внешней характеристики
| Жесткая
|
| Пределы регулирования:
сварочного тока, А
рабочего напряжения, В
|
300 - 1200
30 - 56
|
| Масса, кг
| 45
|
| Напряжение холостого хода, В
| 120
|
| Номинальная мощность, кВ∙А
| 125
|
| Габаритные размеры, мм
| 715 х 345 х 540
|
  
|
| Рисунок - Автомат тракторного типа АДФ-1002
|
Подвесной сварочный автомат А-1416
Подвесной самоходный сварочный автомат А-1416 предназначен для электродуговой сварки низкоуглеродистых и среднеуглеродистых сталей плавящимся электродом под флюсом на постоянном токе с независимой от параметров дуги скоростью подачи электродной проволоки и скоростью сварки.
Глубокое регулирование скорости подачи электродной проволоки и скорости сварки, получаемое сменными шестернями, обеспечивает широкий диапазон применения автомата. Комплектуется источником ВДУ 1202. Технические характеристики сварочного автомата приведены в таблице 2.
Таблица 2 – Технические характеристики сварочной головки А-1416
| Наименование параметра
| Значение
|
| Напряжение питающей сети трехфазного тока, V
| 380
|
| Частота питающей сети, Нг
| 50
|
| Номинальный сварочный ток, А:
|
|
| при ПВ = 100%
| 1000
|
| при ПВ = 60%
| 500
|
| Количество электродов, шт
| 1
|
| Диаметр электродной проволоки, мм
| 2-5
|
| Скорость подачи электродной проволоки, м/ч
| 47-509
|
| Регулирование скорости подачи электродной проволоки и скорости сварки
| ступенчатое
|
| Скорость сварки, м/ч
| 12-120
|
| Маршевая скорость, м/ч
| 950
|
| Вертикальное перемещение сварочной головки:
|
|
| ход, мм
| 75
|
| скорость
| от руки
|
| Регулировка (ручная) угла наклона электрода к вертикали, град.
| ± 25
|
| Способ слежения за стыком
| световой указатель
|
| Флюсоаппаратура:
|
|
| вместимость, дм3
| 25
|
| расход воздуха, м3/ч
| 30
|
| высота всасывания флюса, м
| 2
|
| Вместимость кассеты для проволоки, кг
| 30
|
| Емкость бункера для флюса, дм.куб.
| 10
|
| Габаритные размеры, мм
| 960x860x1860
|
| Масса, кг
| 1460
|

Рисунок 8 – Сварочный автомат А-1416
Сварочный трактор АДФ-1250
Сварочный трактор АДФ-1250 предназначен для сварки и наплавки изделий из малоуглеродистых сталей под флюсом. Сварка осуществляется на постоянном токе стальной электродной проволокой. Сварочный трактор производит сварку соединений встык с разделкой и без разделки кромок, угловых швов наклонным электродом, а также нахлесточных швов. Швы могут быть прямолинейными и кольцевыми. Трактор в процессе работы передвигается по изделию или по уложенной на нем направляющей линейке. Комплектуется источником ВДУ 1202.

Рисунок 9 – Сварочный автомат АДФ-1250
Технические характеристики сварочного автомата АДФ-1250 приведены в таблице 3.
Таблица 3 – Технические характеристики сварочного автомата АДФ-1250
| Наименование параметра
| Значение
|
| Номинальный сварочный ток при ПВ=100%, А
| 1250
|
| Род тока
| постоянный
|
| Потребляемая мощность отпитающей сети, ВА, не более
| 400
|
| Пределы регулирования сварочного тока, А
| 250-1250
|
| Диаметр электродной проволоки, мм
| 2-6
|
| Скорость подачи электродной проволоки, м/ч
| 12-360
|
| Скорость сварки, м/ч
| 15-100
|
| Угол поворота сварочной головки вокруг вертикальной оси
| 
|
| Угол поворота сварочной головки вокруг горизонтальной оси
| 
|
| Угол отклонения оси токоподвода от вертикальной оси
| 0-45о (вперед)
|
| Вертикальный сдвиг подающего устройства, мм
| 2-6
|
| Горизонтальный сдвиг подающего устройства перпендикулярно шву, мм
| 100
|
| Межосевое расстояние колес, мм
| 375
|
| Колесная колея, мм
| 290
|
| Вместимость кассеты для проволоки, кг
| 30
|
| Емкость бункера для флюса, дм.куб
| 10
|
| Габаритные размеры, мм:
|
|
| длина
| 1320
|
| ширина
| 630
|
| высота
| 980
|
| Масса трактора без электродной проволоки и флюса, кг, не более
| 145
|
Подвесная сварочная головка
В серийном и массовом производстве для изготовления балок значительной длины используются подвесные сварочные головки. Сварочная головка крепится на продольную балку, которая в свою очередь закреплена на жёсткой раме. Перемещение портала по рельсам осуществляется посредством приводных колёс от электродвигателя через редуктор и цепную передачу.
A2 S Mini Master представляет собой автоматическую сварочную систему, в конструкцию которой заложены требования малой массы, компактность и универсальность применения. Сварочная головка способна перемещаться по продольной балке, отслеживая незначительные отклонения изгиба геометрии поясных швов в горизонтальном положении. Кроме того, она приспособлена для сварки угловых швов с устойчивым поддержанием дугового процесса.
Подвесная головка A2 S Mini Master фирмы ESAB (рисунок 4) предназначена для высоко производительной сварки под флюсом.

Рисунок 4 – Сварочная головка A2 S Mini Master
Новый образец головки комплектуется такими приспособлениями как система позиционирования, система слежения по стыку, система подачи флюса и т.д. Применение электронного блока управления (рисунок 5) помогает максимально упростить работу сварщика. Тесная связь блока управления со сварочным источником обеспечиваем высокую стабильность сварочного процесса.

Рисунок 5 – Блок управления А2 РЕН
Таблица 3 – Технические характеристики сварочной головки A2 S Mini Master
| Параметры
| Значение
|
| Максимальный ток (ПВ 100%), А
| 800
|
| Диаметр проволоки, мм
| 1,6 – 4
|
| Скорость подачи, м/мин
| 2 – 9
|
| Габаритные размеры, мм
| 880×400×592
|
| Масса, кг
| 47
|
Полуавтомат сварочный
Данный полуавтомат отличается простотой и высокой надежностью. В совокупности с невысокой ценой и высокой ремонтной простотой данный полуавтомат наилучшим образом подходит для небольших производств.
Таблица 4 – Технические характеристики сварочного полуавтомата ПДГ – 508М
| Параметры
| Значение
|
| Напряжение сети, В
| 380
|
| Допустимая нагрузка, при ПВ 60%
| 500
|
| Пределы регулирования тока, А
| 60 – 5 00
|
| Напряжение холостого хода, В
| 12
|
| Диаметр проволоки, мм
| 1,2 – 2,0
|
| Масса, кг
| 24
|
|
|
|
| Продолжение таблицы 15
|
|
| Скорость регулирования подачи сварочной проволоки, м/ч
| 12 – 120
|
| Габаритные размеры, мм
| 470×365×383
|
Полуавтомат ПДГО510

Рисунок 7 - Сварочный полуавтомат ПДГО-510
Полуавтомат предназначен для сварки сплошной и порошковой проволокой в среде защитных газов стыковых, нахлесточных и угловых соединений.
Подающий механизм полузакрытого типа, внутри которого установлен 4-х роликовый редукторный привод, электромагнитный клапан, плата управления и газовый тракт. Органы управления сварочным режимом расположены на лицевой панели. Снаружи на отдельном кронштейне расположена кассета и тормозное устройство. Механизм подачи может быть также использован при работе непосредственно с полной бухтой электродной проволоки, уложенной на разматывающее устройство.
Стыковой узел с горелкой может быть двух видов: с евроразъемом или втычным соединением, что позволяет свободно работать с любым типом современных горелок.
Полуавтомат обеспечивает:
- плавную регулировку и стабилизацию скорости подачи сварочной проволоки и напряжения;
- управление газовым клапаном, подающим механизмом и сварочным источником от кнопки на горелке;
- изменение параметров режима в процессе сварки;
- регулировку длительности растяжки дуги и продувки газа до и после сварки.
Полуавтомат имеет следующие технические решения:
- использование 4-х роликового редукторного привода обеспечивает повышенное тяговое усилие и возможность работы с горелками длиной до 5 м;
- применение 15 кг еврокассеты сварочной проволоки;
- зубчатое зацепление подающего и прижимного роликов.
Техническая характеристика полуавтомата ПДГО-510 представлена в таблице 5.
Таблица 5 – Техническая характеристика сварочного полуавтомата ПДГО-510
| Характеристика
| Значение
|
| Напряжение питающей сети, В
| 48
|
| Диаметр электродной проволоки, мм: - стальная
- порошковая
| 1,2 - 2,0
1,6 - 3,2
|
Продолжение таблицы 19
| Характеристика
| Значение
|
| Скорость подачи электродной проволоки, м/ч
| 70 - 100
|
| Мощность привода, Вт
| 120
|
| Масса, кг, не более
| 15
|
| Габаритные размеры (Д х Ш х В), мм, не более
| 650 х 215 х 410
|
Для сварки выбираем горелку RF 45 (рисунок 9). Она предназначена для дуговой сварки в среде защитных газов во всех пространственных положениях сплошной и порошковой проволокой. Сварочная горелка имеет естественный тип охлаждения, надежную конструкцию, эргономичную рукоятку, что требуется для безупречной работы на различных сварочных операциях. Длина горелки 3, 4 и 5 м.
Горелки типа RF специально разработаны для российского рынка без сложных составляющих и отличаются повышенной надежностью и удобностью в эксплуатации.

Рисунок 9 – Горелка RF 45
Источники питания
Источник питания ВДУ-1001. Техническая характеристика выпрямителя ВДУ-1001 представлена в таблице 20.
Выпрямитель ВДУ-1001 –однокорпусный, стационарный. Его перемещают с помощью подъемных средств. Он может работать как с падающими, так и с жесткими внешними характеристиками. Выпрямитель предназначен для сварки в среде защитных газов и под флюсом, сварки открытой дугой и порошковой проволокой на автоматах с зависимой и независимой от напряжения дуги скоростью подачи электродной проволоки.
Универсальный выпрямитель обеспечивает плавное дистанционное регулирование выходных тока и напряжения, стабилизацию установленного режима сварки и выходных параметров при изменениях напряжения сети как при падающих, так и при жестких внешних характеристиках. Выпрямитель работает при принудительном воздушном охлаждении. Включение выпрямителя в силовую сеть и защита от кратковременных аварийных коротких замыканиях в цепях выпрямителя осуществляется сетевым автоматическим выключателем, защита от перегрузок в процессе работы – тепловым реле магнитных пускателей. В схеме предусмотрен емкостной фильтр от помех радиоприему, создаваемых дугой при сварке. 
Таблица 20 - Техническая характеристика выпрямителя ВДУ-1001
| Характеристика
| Значение
|
| Номинальный сварочный ток при ПВ=100%, А
| 1000
|
| Предел регулирования тока, А
| 300 – 1000
|
| Напряжение на дуге, В
| 24 – 66
|
| Напряжение холостого хода, В
| 24 – 66
|
| Первичное напряжение, В
| 380
|
| Мощность, кВ∙А
| 105
|
| Габаритные размеры, мм
| 950 х 1150 х 1850
|
| Масса, кг
| 750
|






