

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Топ:
История развития методов оптимизации: теорема Куна-Таккера, метод Лагранжа, роль выпуклости в оптимизации...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного...
Интересное:
Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски...
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
7.1 Приварка патрубка КИП к действующему трубопроводу с толщиной стенки трубы более 5 мм, с рабочим давлением до 14,0 МПа, должна выполняться ручной дуговой сваркой электродами с основным видом покрытия при давлении в трубопроводе в соответствии с требованиями РД-23.040.00-КТН-386-09. Приварка патрубка КИП к трубам с толщиной стенки мене 5 мм должна выполняться ручной дуговой сваркой электродами с основным видом покрытия на полностью освобожденном и очищенном от продукта трубопроводе.
7.2 На трубопроводах устанавливают патрубки КИП диаметром 36 мм (рисунок 7.1).
7.3 Патрубки изготавливают из стали 09Г2С по ГОСТ 19281 в заводских условиях, в том числе в подразделениях ОСТ, обладающих соответствующей организационно-технической структурой.
7.4 Патрубок устанавливается и приваривается к трубопроводу вертикально к верхней образующей трубы. Отклонение оси патрубка от вертикали более 3° не допускается. Расстояние между сварным швом патрубка и кольцевым стыком на трубопроводе должно быть не менее 100 мм. Расстояние между сварным швом патрубка и продольным сварным швом на трубопроводе должно быть не менее 100 мм. При сборке величина зазора между нижней кромкой патрубка и поверхностью трубы должна быть в пределах от 0,5 до 2 мм. В месте монтажа патрубка вантуза в трубопроводе высверливается отверстие диаметром 11+0,5мм.
7.5 Перед установкой патрубка необходимо удалить изоляционное покрытие на расстоянии не менее 100 мм от места приварки патрубка, поверхность магистрального трубопровода очистить от грязи, ржавчины и окалины до чистого металла. Для очистки металлической поверхности трубы применяется шлифмашинка с металлической щеткой или крупнозернистая наждачная бумага.
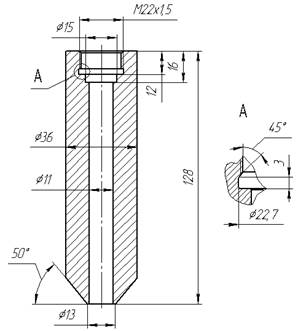
Рисунок 7.1 ‑ Патрубок для подключения приборов КИП
7.6 В месте установки патрубка должна быть проверена фактическая толщина стенки трубы и проведен неразрушающий контроль для выявления коррозионных и механических повреждений стенки, расслоений и трещин в стенке трубы в соответствии с требованиями РД-23.040.00-КТН-386-09. В случае наличия в контролируемой зоне недопустимых дефектов приварка конструкций к трубе запрещается.
7.7 Для выполнения всех слоев шва приварки патрубка КИП к трубе применяются электроды с основным видом покрытия тип Э50А по ГОСТ 9467/ AWS A5.1 E70 (16, 15, 18) независимо от класса прочности материала труб.
7.8 После установки патрубка на трубе, до установки прихваток, проводится предварительный подогрев свариваемых кромок с помощью газового подогревателя (газовой горелки). Температура предварительного подогрева от 100 ºС до 150 ºС. При температуре свариваемых кромок ниже 100 ºС прихватку и сварку проводить не допускается.
7.9 Производится прихватка патрубка к трубе. Длина каждой прихватки от 10 до 15 мм. Количество прихваток − 1-2 шт.
7.10 Сварка патрубка с трубой проводится по контуру угловыми швами. Режимы приварки патрубка к основной трубе приведены в таблице 7.1.
Таблица 7.1 - Режимы приварки патрубка к основной трубе
| Сварочные валики | Диаметр электрода, мм | Сварочный ток*, А |
| Первый (корневой) | 2,5/2,6 3,0/3,2 | от 50 до 80 от 80 до 110 |
| Заполняющие | 2,5/2,6 3,0/3,2 | от 50 до 90 от 80 до 120 |
| Облицовочный | 3,0/3,2 | от 80 до 130 |
| * Сварку выполняют на постоянном токе обратной полярности. | ||
7.11 Каждый слой шва должен быть очищен от шлака и брызг. Минимальное количество проходов ‑ четыре. Схема наложения валиков сварного шва в разделку кромок показана на рисунке 7.2.

Рисунок 7.2 ‑ Схема выполнения сварного шва приварки патрубка к трубе
7.12 Видимые дефекты на прихватках и в первом корневом слое (незаваренные кратеры, одиночные поры, скопление пор и др.) должны устраняться шлифмашинкой (абразивным кругом). Прихватки с недопустимыми дефектами (с трещинами, надрывами) должны быть полностью удалены шлифмашинкой и заварены вновь.
7.13 Видимые дефекты всех слоев шва должны быть устранены.
7.14 При приварке патрубка к трубопроводу перерывы в работе не допускаются.
7.15 После сварки проводится контроль выполненного сварного шва в соответствии с разделом 10 настоящих ОТТ.
7.16 Типовая технологическая карта по сварке патрубка для приборов КИП с трубой трубопровода представлена в приложении А настоящего документа.
7.17 Замена патрубков для приборов КИП должна проводиться в следующей последовательности:
- срезать дефектный патрубок при помощи механического инструмента, удалив остатки патрубка и сварного соединения предварительно загерметизировав отверстие в трубопроводе. Толщина стенки трубы в месте удаления патрубка не должна выходить за пределы минусового допуска;
- зачистить металлическую поверхность трубы на расстоянии не менее
50 мм от отверстия в трубопроводе, используя шлифмашинку с металлической щеткой или крупнозернистую наждачную бумагу до чистого металла;
- провести дефектоскопический контроль тела трубы и проконтролировать фактическую толщину металла в месте установки патрубка. Контроль толщины стенки трубы должен проводиться ультразвуковым толщиномером в месте удаления дефектного патрубка и на расстоянии до 50 мм от отверстия в трубопроводе;
- проконтролировать подготовленную зону с применением ультразвукового и капиллярного (магнитного) методов контроля на предмет отсутствия трещин»;
- в случае наличия в контролируемой зоне любых дефектов приварка к трубе патрубка не допускается. Ликвидация отверстия производится методом установки чопа. Для установки патрубка выбирается другое место. Выбор места установки производится в соответствии с 7.1-7.6 настоящих ОТТ;
- приварку патрубка производить в соответствии с 7.7 – 7.17 настоящих ОТТ.
7.18 Восстановление изоляционного покрытия на трубопроводе производится в соответствии с разделом 11 настоящих ОТТ.
|
|
|

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
© cyberpedia.su 2017-2025 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

