Точность геометрических параметров деталей характеризуется точностью не только размеров ее элементов, но и точностью формы и взаимного расположения поверхностей. Отклонения формы и расположения поверхностей возникают в процессе обработки деталей из-за неточности и деформации станка, инструмента и приспособления. В подвижных соединениях эти отклонения приводят к увеличению износа деталей вследствие повышенного удельного давления на выступах неровностей, к нарушению плавности хода, шумообразованию.
Отклонения формы и расположения поверхностей снижают не только эксплуатационные, но и технологические показатели изделий. Так они существенно влияют на точность и трудоемкость сборки и повышают объем пригоночных операций, снижают точность измерения размеров.
Таким образом, для обеспечения требуемой точности параметров изделия, его работоспособности и долговечности в рабочих чертежах деталей необходимо указание не только предельных отклонений размеров, но и указание допусков формы и расположения поверхностей.
Отклонением формы называется отклонение формы реальной поверхности от формы номинальной поверхности. Под номинальной понимается идеальная поверхность, номинальная форма которой задана чертежом.
Таблица
| Относительная точность
| Соотношение допусков формы и размера
| Применение
|
Нормальная (А) Плоская 
Круглая  Поверхности в подвижных соединениях при небольших скоростях относительных перемещений и нагрузках. Поверхности в соединениях с натягом, повышенных требованиях к точности центрирования. Поверхности в подвижных соединениях при небольших скоростях относительных перемещений и нагрузках. Поверхности в соединениях с натягом, повышенных требованиях к точности центрирования.
|
|
Повышенная (В) Плоская 
Круглая  Поверхности в подвижных соединениях при средних скоростях относительных перемещений и нагрузках, при повышенных требованиях к плавности хода. Поверхности в соединениях с натягом при повышенных требованиях к точности и прочности в условиях больших скоростей и нагрузок, ударов и вибраций. Поверхности в подвижных соединениях при средних скоростях относительных перемещений и нагрузках, при повышенных требованиях к плавности хода. Поверхности в соединениях с натягом при повышенных требованиях к точности и прочности в условиях больших скоростей и нагрузок, ударов и вибраций.
|
|
Высокая (С) Плоская 
Круглая  Поверхности в подвижных соединениях при высоких скоростях и нагрузках, высоких требований к плавности хода, снижению трения, герметичности уплотнения. Поверхности в соединениях с натягом при высоких требованиях к точности и прочности в условиях воздействия больших скоростей и нагрузок, ударов, вибраций. Поверхности в подвижных соединениях при высоких скоростях и нагрузках, высоких требований к плавности хода, снижению трения, герметичности уплотнения. Поверхности в соединениях с натягом при высоких требованиях к точности и прочности в условиях воздействия больших скоростей и нагрузок, ударов, вибраций.
|
|
Допуски формы и расположения поверхностей при необходимости указываются в чертежах одним из 2-х способов: условными обозначениями или текстом в технических требованиях. Применение условных обозначений предпочтительно. Указание допусков текстом в технических требованиях рекомендуется ограничить лишь теми случаями, когда требование нельзя указать условными обозначениями.
Выбор допусков формы цилиндрических поверхностей зависит от конструктивных и технологических требований, но, кроме того, связан с допуском размера. По определению поле допуска размера для сопрягаемых поверхностей ограничивает также и любые отклонения формы на длине соединения. Ни одно из них не может превысить допуска размера. Допуски формы должны назначаться только в тех случаях, когда они должны быть меньше допуска размера.
Отклонение от цилиндричности упрощенно может быть определено как полуразность между наибольшим и наименьшим диаметрами поверхности, измеренными в различных сечениях и направлениях.
Отклонение от круглости наиболее полно контролируется на специальных приборах - кругломерах, на которых реальный профиль сравнивается с траекторией точного вращения, осуществляемого шпинделем прибора.
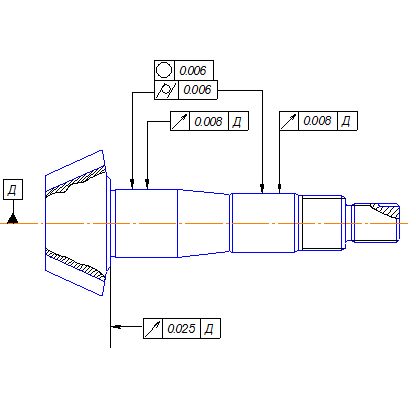
Торцевое биение. Перпендикулярность торцевой поверхности детали вращения может нормироваться несколькими способами:
допуском торцевого биения, который ограничивает отклонение от перпендикулярности.
допуском полного торцевого биения, если необходимо установить суммарный допуск перпендикулярности и плоскостности торца.
допуском перпендикулярности торцевой поверхности относительно базовой оси, если необходимо установить отдельные допуски перпендикулярности и плоскостности.
Допуск на шейку ведущей шестерни принимаю по табл. 2.18 [В.Д. Мягков, стр.393].
Допуск на торцевое биение шестерни принимаю по табл. 2.28 [В.Д. Мягков, стр.414].
Шероховатость поверхностей
Под шероховатостью поверхности понимается совокупность микронеровностей с относительно малыми шагами. Шероховатость поверхности в сочетании с другими ее характеристиками определяют состояние поверхности, и является одной из основных геометрических характеристик её качества.
Шероховатость поверхности играет большую роль в подвижных соединениях деталей, в значительной степени влияя на трение и износ трущихся поверхностей подшипников.
Уменьшение шероховатости поверхности вносит большую определенность в характер соединения деталей.
Прочность деталей также зависит от шероховатости поверхности. Разрушение детали, особенно при переменных нагрузках, в большой степени объясняется концентрацией напряжений, являющихся следствием имеющихся неровностей. Чем «чище» поверхность, тем меньше возможность возникновения поверхностных трещин от усталости металла.
Шероховатость поверхности связана также и с рядом других важных функциональных показателей изделий, таких как плотность и герметичность соединений, прочность сцепления и т.д. Шероховатость поверхности влияет на точность измерения деталей.
Способы нормирования шероховатости поверхности установлены в ГОСТ 2789 - 73 и распространяются на поверхности изделий, изготовленных из любых материалов и любыми способами.
Параметры, установленные в ГОСТ 2789 - 73 для количественной оценки и нормирования шероховатости поверхностей:
Ra - среднее отклонение профиля (ответственные поверхности).
Rz - высота неровностей по 10-ти точкам (неответственные детали).
Rmax - наибольшая высота неровности.
Sm - средний шаг неровности.
S - средний шаг местных выступов.
tp - относительная опорная длина профиля.
Выбор параметров для нормирования шероховатости должен производится с учетом назначения и эксплуатационных свойств поверхности.
Выбор базовой длины:
| Значения параметров шероховатости, мкм
| Базовая длина l, мм
|
| Ra
| Rz
|
|
| От 0,006 до 0,02 Св. 0,02 до 0,32 0,32 - 2,5 2,5 - 10,0 10,0 - 80,0 80,0 - 100,0
| От 0,025 до 0,1 Св. 0,1 до 1,6 1,6 - 10,0 10,0 - 40,0 40,0 - 320,0 320,0 - 1600,0
| 0,08 0,25 0,8 2,5 8 25
|
Значения шероховатости беру по табл. 2.66, стр.517. [В.Д. Мягков]:
Для шеек под подшипники ведущей шестерни принимаю: Ra 1,6 (шлифование).
На резьбу принимаю: Ra 3,2.
На шлицы принимаю: Ra 1,6. (Наружный диаметр, шлифование, центр. по D).
На торцы принимаю: Ra 3,2.
На неответственные поверхности принимаю: Rz 40.






