Реализация функций АСУ ТП осуществляется в результате организованного взаимодействия технических средств, информационного и программного обеспечения, а также оперативного персонала.
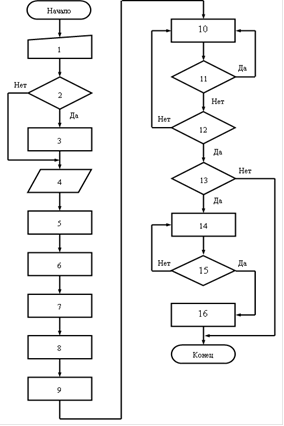
На рисунке 4 представлена блок-схема общего алгоритма функционирования АСУ ТП.
Реализация функций управления технологическим процессом крашения начинается с ввода в ЭВМ (блок 1) информации о номере каждой партии, назначенной к обработке на конкретном красильном аппарате, артикуле полотна, номере (шифре) цвета, массе партии.
Вводится также признак необходимости коррекции длительности операции крашения, который характеризует возникновение нежелательных ситуаций: простоев машин либо превышения для отдельных аппаратов режимного фонда времени.
Если требуется изменение признака (блок 2), то вводится желаемое значение длительности. Задача решается путем перехода от базовых технологических режимов к производным технологическим режимам, обеспечивающим требуемое качество красителя в растворе и длительность крашения (блок 3).
Следующий этап алгоритма (блоки 4 - 6) - расчёт и выдача на печать рецептуры красильного раствора, расчёт уровня раствора в красильном аппарате, доз химикатов и красителей, а также нормативной для заданной массы партии длительности ручных операций загрузки и выгрузки полуфабриката.
Блок 7 алгоритма осуществляет комплекс операций по подготовке технологического режима, который фактически должен быть реализован в определенном красильном аппарате.
Этот комплекс операций включает выбор из информационной базы АСУ ТП исходного регламентированного режима, внесение в случае необходимости в этот режим изменений, определенных на этапе коррекции управляющих параметров, запись характеристик этого измененного (рабочего) режима в определенной зоне оперативной памяти ЭВМ. После выполнения перечисленных действий выдается сигнал о готовности системы к ведению процесса крашения.
Красильщик с помощью кнопки «Пуск», расположенной на приборном щите, вводит в ЭВМ сигнал, по которому запускается внутренний счетчик текущего времени Т (блоки 8, 9). Содержимое счетчика каждую минуту сравнивается (блоки 10, 11) с нормативной длительностью Тр ручной операции загрузки полотна (полуфабриката) в красильный аппарат. Если до истечения времени Тр не поступает сигнала об окончании ручной операции с пульта красильщика, система выдает предупреждающий сигнал (блок 12).
После поступления сигнала об окончании операции загрузки осуществляется автоматическое программное управление процессом крашения в данном красильном аппарате. В системе предусмотрена возможность работы и в режиме ручного управления (блок 13).
Указание режима осуществляется красильщиком путем соответствующего переключения на приборном щите. При выборе автоматического режима система начинает программное управление процессом (блок 14). Осуществляется оно следующим образом: запускается счетчик текущего времени Т, из памяти ЭВМ последовательно выбираются значения моментов времени, в которые должны быть выполнены определенные команды (выдача уставок на локальные регуляторы, включение и выключение клапанов подачи и слива раствора и др.), и коды этих команд. Значения моментов выдачи команд сравниваются с текущим значением реального времени (содержимым счетчика времени); в случае совпадения этих значений происходит реализация соответствующих команд. При начальной установке счетчика времени в него записывается значение длительности крашения, которое затем каждую минуту уменьшается на единицу. Это позволяет в каждый момент установить время, оставшееся до окончания процесса. Когда содержимое счетчика становится равным нулю, выдается сигнал «Процесс закончен» (блок 15) и команда на выгрузку полотна (полуфабриката) из данного красильного аппарата (блок 16). Алгоритм управления процессом крашения в этом аппарате закончен.
В зависимости от мощности ЭВМ на нее возлагаются функции управления одновременно несколькими процессами, протекающими в различных красильных аппаратах. В этом случае ЭВМ работает в так называемом мультипрограммном режиме.






