Система управления (СУ) любого автоматизированного оборудования в том или ином объеме включает элементы информационно-измерительной системы (ИИС), которые в совокупности участвуют в создании обратных связей (ОС) для стабилизации или оптимизации процессов обработки.
Источником выходных параметров СУ может служить непосредственно размер обрабатываемой детали (регулируемый размерный параметр)или какой-либо иной, связанный с ним функциональной зависимостью: положение режущей кромки инструмента, положение исполнительных органов станка (бабок, ходовых винтов и т.д.)
С точки зрения обеспечения качества обработки (размер и форма детали, качество поверхности) эти ОС обладают различной способностью к компенсации технологических погрешностей.
Точность ОС зависит от протяженности звеньев различных цепей станка, в состав которых входит регулируемый размерный параметр, и от погрешности размеров этих звеньев.
Это и надо учитывать при установке датчика информации о ходе процесса обработки изделия на узлах оборудования.
Рис.1. Схема возможного расположения датчиков положения
1 - Обрабатываемая деталь; 2 – Резец; 3 - Исполнительное устройство;
4 - Двигатель подач; 5 - Датчик информации; I-IV – вид обратной связи
Если выходным параметром системы управления служит размер обрабатываемой детали, то задача компенсации технологических погрешностей решается наиболее полно. Это обеспечивается ОС-I, которая охватывает всю размерную цепь системы СПИД (станок – приспособление – инструмент – деталь). Устраняется влияние тепловых и силовых деформаций системы, износа режущего инструмента, кинематических погрешностей передачи, возмущающих воздействий заготовки. Погрешность определяется лишь погрешностью измерительной системы и смещением зоны контроля - запаздыванием выдачи информации по отношению к моменту ее получения.
В остальных видах ОС "степень замкнутости" уменьшается, размерная цепь, охваченная ОС, уменьшается, и увеличивается количество некомпенсированных влияющих факторов (возмущающих воздействий). Все остальные ОС являются ОС по положению.
ОС-II - не компенсируются деформации детали, центров, возмущающие воздействия заготовки.
ОС-III - не компенсируется всё по ОС-II и дополнительно величина износа инструмента, деформация исполнительных устройств.
ОС-IV - является наименее точной ОС, она контролирует скорость вращения двигателя привода подач.
Вместе с тем следует отметить, что в настоящее время практически не получили распространения информационные устройства, использующие информацию о размере детали и ОС-I из-за сложности ее реализации ("затемненность" зоны резания). Размер детали обеспечивается косвенным образом, в основном по положению исполнительных органов (ОС-III), иногда рабочих органов (ОС-II), что естественно приводит к неполной компенсации технологических погрешностей и снижению точности обработки.
В станках с программным управлением чаще всего используют ОС-IV с датчиками положения, контролирующими угловые перемещения вала двигателя привода подачи (коррекции) [6]. В этом случае привод выступает как локальная система управления процессом обработки изделия.
Влияние звеньев цепей обратной связи на качество
Электропривода
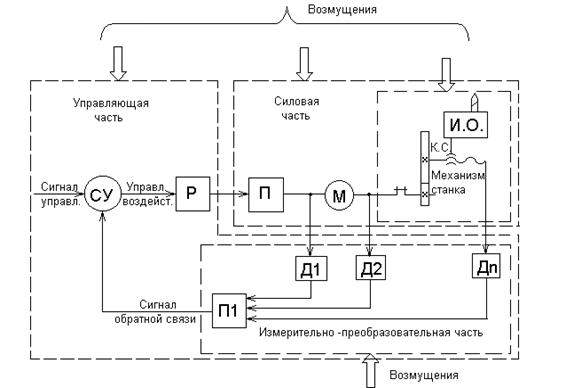
В общем случае в электропривод входит (рис.2) электродвигатель (М), питающийся от преобразователя (П) и приводящий в движение механизм металлорежущего станка, который включает в себя кинематическую связь (КС) и исполнительный орган (ИО) [7,8].
Эти элементы образуют силовую часть привода. Кроме того, электропривод как система управления замкнутого типа, включает в себя и управляющую часть, состоящую из регулятора (Р), сравнивающего устройства (СУ), реализующего в большинстве случаев отрицательную ОС, и измерительно-преобразовательной части, образующей систему обратной связи электропривода и включающей в себя датчики первичной информации (Д) и различного рода преобразующие устройства (П) (усилители, согласующие устройства, преобразователи, решающие устройства и тому подобное). При этом в замкнутой системе управления электроприводами имеют место два потока информации – сигнал управления, формирующий предписанные значения параметров технологического процесса, и сигнал обратной связи, формирующий информацию о действительном значении этих параметров посредством совокупности датчиков Д1 – Дn, первичная информация с которых является функцией пути (управление по положению), скорости (управление по скорости), тока (управление по нагрузке) и тому подобное. Совокупность этих двух потоков и формирует управляющее воздействие.
Следует также иметь в виду, что работа привода осуществляется при наличии возмущений, воздействующих на все его элементы и являющихся источником как его аддитивной, так и мультипликативной погрешности. При этом даже организация системы управления с регулированием по возмущению лишь теоретически позволяет создать полную инвариантную к возмущениям систему, практически же подобные системы нереализуемы.
Рис.2. Функциональная схема электропривода
Рассматривая электропривод, как замкнутую систему управления с результирующей передаточной функцией
W(p) =Wр(p)Wсч(p)/(1+Wр(p)Wсч(p)Wипч(p)),
где W(p) – передаточная функция соответственно, Р – регулятора, СЧ - силовой части, ИПЧ – измерительно-преобразовательной части, и принимая во внимание, что в области реальных частот
½Wр(jw)½Wсч(jw)½Wипч(jw)½>> 1,
можно заключить, что выходной параметр
Xвых(p) = W-1ипч(p)Xвх(p),
зависит только от обратной передаточной функции измерительно-преобразовательной части и сигнала управления.
При этом чувствительность
S(p) = dXвых(p)/dXвх(p) = W-1ипч(p)
зависит также только от обратной передаточной функции измерительно-преобразовательной части.
Погрешность отработки выходного параметра, возникающая под действием m возмущающих факторов, действующих на каждое i – ое звено привода
n
Dвых(p) = -Xвх(p)S W-2ипч(p)Dm(p)
m =1
также определяется лишь измерительно-преобразовательной частью.
Мультипликативная погрешность
DS(p) = W-2ипч(p) DW(p)(p)
также определяется только измерительно-преобразоательной частью.
Статический коэффициент привода равен
K = KрKсч/(1+KрKсчKипч),
Поскольку
KрKсчKипч >> 1,
то и статическая точность определяется статической точностью измерительно-преобразовательной части привода
K» 1/Kипч,
Частотная характеристика привода
W(jw) = Wр(jw)Wсч(jw)/(1+Wр(jw)Wсч(jw)Wипч(jw))
С учетом принятых допущений амплитудно-частотная характеристика (АЧХ) привода определяется выражением
W(jw)» 1/Wипч(jw),
Как видно АЧХ привода определяется частотными характеристиками его измерительно-преобразовательной части.
Следует иметь в виду, что все это не означает, что прямой тракт передачи энергии не оказывает влияния на характеристики электропривода в целом, а лишь подчеркивает значение его измерительно-преобразовательной части.
Таким образом, измерительно-преобразовательная часть, обеспечивающая в контуре управления электроприводом металлорежущих станков обратную связь (метрологическую интерструктуру), является в значительной мере оределяющей в обеспечении качества его работы.
Требования к цепям обратной связи электроприводов являются, с учетом их важности, традиционно высокими.
Таким образом, цепи ОС, являясь неотъемлемой частью системы управления электроприводом и играя решающую роль в формировании его передаточной функции в целом, в значительной степени определяют его статические и динамические характеристики.