Ø Обработка прямоугольного паза G87
Подпрограмма представлена как постоянный цикл, параметры которого задаются по определенным адресам, а сам цикл вызывается кодом G87. Начальная точка исполнения цикла — центр паза.
Формат кадра вызова
G87 X...Y...Z...B...R...1...J... K...F...S...T...M...
X— Z, R - размеры паза (рис.33,а)
В – недоход фрезы до торца детали
1 – смещение фрезы для следующего прохода в процентах от диаметра (не более 40%)
J — условный код -1 или +1, определяющий направление обхода контура,
К — припуск по глубине, снимаемый за один ход,
F, S — режимы обработки,
Т — код инструмента,
М06 — команда на смену инструмента.

Рисунок 33 - Схемы обработки прямоугольного паза:
а — типовая схема; б — соосные пазы
На основе цикла можно построить УП для обработки достаточно сложных деталей.
Например, для детали с концентрично расположенными пазами (рис.33,б) фрагмент УП может быть следующим:
N15 Т04 D04 S1200 М0З М06 LF
N20 G87 Х120 Y80 Z -10 В2 R12 I30 К10 J-1 F60 LF Вызов постоянного цикла для обработки первого паза
N25 G79 Х150 Y 90 Z0 LF Запуск цикла в точке з координатами
N30 G87 X100 Y60 Z-10 B2 R1. I30 K10 J-1 F45 LF Вызов постоянного цикла для обработки второго паза
N35 G79 X150 Y90 Z -10 LF
N40 G87 X80 Y40 Z-10 B2 R12 I30 K10 J-1 F45 LF
N45 G79 X150. Y90. Z -20. LF
N50 G00 Z2 LF
Ø Обработка шпоночного паза G88
Подпрограмма представлена как постоянный цикл с форматом кадра вызова
G88 X… Y... Z... Б... К… F… Т... М…
Характер адресов кадра аналогичен предыдущему случаю.
Ø Постоянные циклы сверления G80-G89
Для обработки отверстий в большинстве систем ЧПУ существует несколько постоянных циклов. Эти циклы представляют собой подпрограммы, заданные в формальных параметрах в явном или неявном виде. Задание параметров в неявном виде предполагает использование для них слов с адресами Е1, Е2 и т.д., которым могут присваиваться определенные значения. Под видом неявного параметра могут присутствовать математические вычисления.
При программировании постоянных циклов сверления используются формальные параметры R1 и R2 (рис.34). Они относятся к оси шпинделя и определяют координаты быстрого позиционирования в плоскости обработки в точке начала обработки и координаты возврата в конце обработки; если R2 отсутствует, то R1 считается конечной координатой.
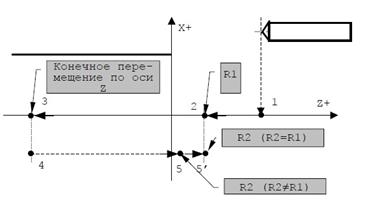
Рисунок 34 - Положение точек в циклах сверления
Постоянные циклы сверления включают следующие движения:
- быстрое позиционирование к оси отверстия (Т1);
- быстрый подход к плоскости обработки (размер R1);
- перемещение со скоростью рабочей подачи до запрограммированного размера Z (Т3);
- функции цикла на дне отверстия;
- возвращение на быстром ходу или со скоростью рабочей подачи к координате R1 (R2), если координата возврата отличается от координаты подхода R1.
Для изменения значения R2 необходимо программировать R1 и R2 в одном и том же кадре.
Примечание - Фаза ускоренного возврата производится, как движение с рабочей скоростью (G01) с быстрым ускорением.
В кадре, содержащем функцию вызова цикла G, не программируется никакое дополнительное движение осей, кроме самого цикла; цикл не приводится в действие, а кадр заносится в память системы. Цикл стартует координатами, запрограммированными сразу после кадра вызова.
После выполнения первого цикла для того, чтобы выполнить последующие циклы, идентичные первому, достаточно запрограммировать только координаты точек отверстия.
Продолжительность выдержки времени программируется трехбуквенным кодом TMR.
Все функции вызова циклов являются модальными. Невозможно программировать новый постоянный цикл без закрытия предыдущего постоянного цикла с помощью G80.
Ø Постоянный цикл сверления (G81)
Кадр программирования: G81 [R1..[R2..]] Z..

Рисунок 35 - Иллюстрация цикла сверления
N32 S1100 F95 T3 D3 M3M6
N33 G81 R3 Z-15 Задание параметров постоянного цикла сверления
N34 X15 Y15 Движение к точке 1 и выполнение цикла
N35 Y60 Движение к точке 2 и выполнение цикла
N36 X80 Движение к точке 3 и выполнение цикла
N37 Y15 Движение к точке 4 и выполнение цикла
N38 G80 Z50 M5 Отмена действия цикла
Пример обработки глухого отверстия:

N32 G97 S1000 T4 D4 M06 M03 M07
N33 G81 R5 Z-70 F45
N34 X0
N35 G80








