Использование компьютерных технологий в допечатных процессах конца 80-х годов XX века привело к существенным изменениям, благодаря которым допечатные процессы практически прекратили традиционно разделяться на набор, репродуцирование и изготовление печатной формы.
В 1980-е годы альтернативой допечатным процессам стали компьютерные настольные издательские системы. Это явилось результатом развития персональных компьютеров, способных обрабатывать графику (например, Apple Macintosh), рабочих станций, профессионального программного обеспечения для верстки, графики и обработки изображений, а также языка описания страниц Postscript и лазерных фотовыводных устройств (имиджсеттеров) с высокой разрешающей способностью, оснащенных растровыми процессорами (RIP). Ком пьютерная издательская система обеспечила на одном компьютеризированном рабочем месте выполнение таких работ, как ввод и обработка текстовой и изобразительной информации, оформление графических элементов, верстку полос. Вовзаимодействии с экспонирующим выводным устройством компьютер взял на себя цветовые преобразования и растрирование полос для вывода их на фотопленку.
Существуют программы для цифрового монтажа печатного листа. Они включают спуск полос и размещение на них вспомогательных изображений (приводочные метки, метки обрезки и т.д.). В сочетании с крупноформатным экспонирующим устройством с компьютера осуществляется вывод на фотопленку в формате печатной машины. Технологии вывода «Компьютер – фотоформа» сегодня вполне отработаны.
К началу 90-х годов XX века НИС вошли в допечатные процессы весьма быстро и вытеснили прежние специализированные компьютерные системы для обработки и создания текстиллюстрационных полос, а также фотомеханическое оборудование. С середины 90-х годов XX века (а в глубокой печати еще раньше) все большее значение стали приобретать системы вывода информации «Компьютер – печатная форма» (CtP), где изображение записывают не на фотопленку, а непосредственно на формный материал. В глубокой печати цилиндр гравируют непосредственно с цифрового файла. Благодаря цифровым процессам значительно снижается материалоемкость допечатной ступени и в конечном счете все управление выполняется с одного компьютеризированного рабочего места. В настоящее время на полиграфических предприятиях работают офсетные печатные машины с интегрированным в них экспонирующим устройством для записи изображений прямо на формную пластину (Direct Imaging) «Компьютер – печатная машина». В связи с тем, что при технологии «Компьютер – печатная форма» экспонирование осуществляется не на фотопленку, а на формный материал на специальном струйном, термографическом или сублимационном устройстве, необходимо корректировать цифровые данные тщательно.
На рис. 2.28 изображено устройство цифровой допечатной стадии, которое осуществляет вывод информации по технологии «Компьютер – фотоформа» для изготовления цельнополосного спуска. Соответственно на рис. 2.29 представлен технологический процесс «Компьютер – печатная форма».
Технологические и организационные изменения в допечатных процессах потребовали коренным образом пересмотреть содержание и методы профессиональной подготовки кадров. Задачи, присущие трем классическим рабочим профессиям – наборщика, фотомеханика и оператора формных процессов, стали выполняться одним специалистом на компьютеризированном рабочем месте. В 1998 г. вГермании была введена и началось обучение новой профессии – медиадизайнер. Обучение по этой специальности позволяет готовить кадры, владеющие знаниями и навыками работы на оборудовании для цифровых допечатных процессов. Эта профессия сейчас считается самой востребованной в полиграфии.
Сегодня благодаря компьютерным издательским системам в принципе любой автор или художник-график, располагающий компьютером и соответствующим программным обеспечением, может взять на себя выполнение хотя бы части операций допечатных процессов. Несмотря на то, что для отдельных лиц этим открываются широкие возможности, рынок печатной продукции в настоящее время, к сожалению, наводнен изданиями низкого качества. Оформление печатных изданий с помощью компьютера как инструмента требует не только знаний соответствующих программных средств, но также умений и вкуса в плане набора и дизайна издания. Высокоподготовленных специалистов в этой области отличает, прежде всего, знание процессов печати и последующей обработки печатной продукции.
Схема на рис. 2.30 отражает эволюцию допечатных процессов – переход от отдельных видов работы, как набор, репродуцирование и монтаж, к цифровому процессу изготовления печатной формы.
 Рисунок 2.30 - Эволюция допечатных процессов путем оцифровывания сегментов обработки:
Рисунок 2.30 - Эволюция допечатных процессов путем оцифровывания сегментов обработки:
а обычные допечатные процессы (1980);
б цифровые допечатные процессы (1997)
Печать
Процесс переноса краски на бумагу (или на другой запечатываемый материал) посредством печатной формы называется печатью (рис. 2-31). За несколько веков было разработано большое количество способов печати, которые в зависимости от используе-
мой печатной формы подразделяются на четыре основных (рис.2-32).
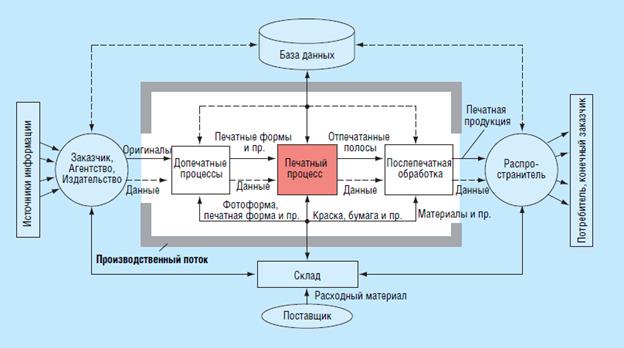
Рисунок 2.31 - Печатный процесс в производственном потоке изготовления печатной продукции

Рисунок 2.32 - Четыре основных традиционных способа печати
Высокая печатьВ этом способе печати верхние участки печатающих элементов (буквы, линии, растровые точки и т.д.) выступают над поверхностью формы и расположены в одной плоскости. Когда печатная форма покрывается краской, краска сцепляется с выступающими (печатающими) элементами и затем под давлением переносится на запечатываемый материал. Наиболее распространенным примером высокой печати являются типографская (книжная) печать. На протяжении нескольких веков этот способ высокой печати был доминирующим. К высокой печати относится и флексографская печать, которая с середины XX века в основном используется для печати на упаковке. В типографской книжной печати используется жесткая печатная форма (из металлического сплава), во флексографской печати – мягкая, эластичная печатная форма.
Глубокая печать.Здесь печатающие элементы на формном материале, наоборот, углублены. Печатная форма покрывается жидкой, низковязкой краской, избыток которой затем удаляется таким образом, чтобы остались заполненными краской только углубления в форме. Когда к форме прижимают запечатываемый материал, он «забирает» краску из углублений. Основными разновидностями глубокой печати являются ротационная глубокая печать, а также встречающаяся в области искусства печать с гравюр на меди и стали. Кроме того, этот способ используется при печати ценных бумаг.
Плоская печать.Печатающие и пробельные элементы располагаются в одной плоскости, но соответствуют различным материалам (например, алюминий и
полимерное покрытие) с отличающимися химико-физическими поверхностными свойствами. В процессе печати не подлежащие запечатыванию участки вначале обычно увлажняются для того, чтобы потом отталкивать краску. Затем на печатную форму нака-
тывается краска, и она «налипает» только на печатающие элементы. Главной разновидностью плоской печати является офсетная печать, являющаяся в настоящее время доминирующим способом печати.

Рисунок 2.33 - Четырехкрасочная офсетная печатная машина с центральным пультом управления, а также измерительной и регулировочной техникой:
а схема машины;
б машина с пультом управления (Speedmaster 74-4-P, Heidelberg)
Офсетная печать – непрямой способ печати, т.е. краска сначала переносится на промежуточный носитель (резиновое полотно), а оттуда – на запечатываемый материал (рис. 2.33).
Трафаретная печать.Печатная форма в трафаретной печати состоит из тонкой сетки (например, нейлона), причем, покрытие (шаблон) закрывает непечатающие элементы. Как и в глубокой печати, на печатную форму накатывается краска, а затем она проталкивается через форму ракелем (лезвием) на лежащий внизу запечатываемый материал.
Печатные системы.В каждом из этих способов печати наряду с печатной формой требуется также плоскость, которая прижимает к печатной форме подложку, чтобы перенести на нее краску. Печатный пресс Гутенберга представлял собой переделанный винный пресс, работающий по принципу «плоскость к плоскости», т.е. когда печатная форма и прижимающая плоскость располагались параллельно. Средне- и крупноформатные машины типографской печати XIX и XX веков работали по принципу «плоскость к цилиндру», т.е. с плоской
печатной формой и цилиндром, который «катится» по печатной форме. Доминирующие в настоящее время способы печати – офсетная, глубокая и флексографская – работают исключительно по принципу «цилиндр к цилиндру» для того, чтобы обеспечить запечатывание листа или полотна в печатной секции. Лишь так возможно добиться обеспечиваемой в настоящее время производительности машин, составляющей от 5000 до 100000 оттисков в час. Многокрасочные печатные машины, у которых несколько печатных секций, располагаются последовательно одна за другой, сконструированы по принципу «цилиндр к цилиндру».
На рис. 2.33 показана многокрасочная офсетная машина совместно с входящими в комплект контрольно-измерительными устройствами.

Рисунок 2.34 - Цех полиграфического предприятия
На рис. 2.34 эта машина показана в производственном процессе в печатном цехе типографии.
Четыре классических (традиционных) основных способа печати имеют одно общее: печатные изображения зафиксированы на механически стабильной печатной форме и поэтому неизменны. В результате этого с помощью одной и той же формы в печатной машине можно многократно воспроизвести одно и то же печатное изображение с высоким качеством.
С середины XX века были разработаны другие способы печати, называемые «бесконтактными» (NIP Non-Impact-Printing). В этих технологиях печатная форма возобновляется для каждого оттиска (как в электрофотографии). Краска так же может напрямую наноситься на подложку (без формы или другого промежуточного носителя), как в устройствах струйно-капельного типа. При этомможет печататься страница за страницей с изменением содержания. Однако при этом появляются ограничения в отношении качества и производительности.
Печатная система, основанная на электрофотографии (цифровая многокрасочная), представлена на рис. 2.35.

Рисунок 2.35 - Печатная система для четырехкрасочной печати (технология NIP: электрофотография):
a схема наклада;
б печатная система с подключенным сортирующим устройством для подборки отдельных листов (CLC 1000, Canon)
Некоторое время бесконтактные способы по качеству и скорости печати, а также из-за высокой стоимости оттиска не могли конкурировать с традиционными способами. В последние годы в связи с новыми разработками особенно продвинулся электрофотографический способ печати. Сегодня он является альтернативой традиционным способам в отдельных секторах рынка печатной продукции. Это особенно касается печатных работ с переменной информацией (например, для почтовых отправлений) и малотиражных работ.
Листовая и рулонная печать. Печатные машины изготавливаются как для листовой, так и рулонной печати. Листовые печатные машины состоят из самонаклада, одной или нескольких печатных секций и листовыводного устройства (рис.1.2-33). В самонакладе листы берутся из стопы, выравниваются и передаются в первую печатную секцию. Они проводятся через все секции с помощью системы захватов. На выводном устройстве запечатанные листы укладываются в стапель.
Рулонные печатные машины (рис. 2.36) сконструированы таким образом, что бумага, смотанная в рулон, подается на одну или несколько печатных секций, а после печати – непосредственно на дальнейшую обработку или снова наматывается в рулон.

Рисунок 2.36 - Рулонная офсетная печатная машина (Модель М-600, Heidelberg)
Для высококачественных печатных изданий машины рулонной печати оснащены сушильными устройствами, чтобы предотвратить отмарывание краски при дальнейшей обработке. При этом в офсетной печати используются краски, сохнущие при нагреве («Heatset»).
Газетная печать осуществляется в большинстве случаев красками, сохнущими без нагрева («Coldset»), не требующими специальных сушильных устройств, но обеспечивающими менее высокое качество. Глубокая и флексографская (высокая) печать требует сушильных устройств после каждой печатной секции (т.е. после запечатывания каждой отдельной краской).
Офсетные машины и машины бесконтактной печати могут быть как рулонными, так и листовыми, в то время как машины глубокой и флексографской печати конструируются почти исключительно в виде рулонных машин. Машины рулонного типа развивают существенно более высокие скорости печати, чем листовые, и имеют преимущества в простоте стыковки с отделочными устройствами. Рулонные машины обычно предназначены для выпуска определенного типа печатной продукции, например, газет, журналов, упаковки и бесконечных формуляров. Листовые машины имеют преимущество более быстрой заправки, меньших бумажных отходов в начале печати. В них можно легко менять формат и запечатываемый материал. На листовых машинах можно печатать почти все виды работ. Они используются там, где требуется высокое качество и гибкость.
Традиционные печатные машины за последние десятилетия были в основном автоматизированы. В настоящее время почти все машины предлагаются в комплекте с дистанционным пультом управления, посредством которого осуществляется доступ к большинству функций машины. Операции, которые раньше выполнялись только вручную, такие, как перенастройка формата, смена печатной формы, корректировка приводки и смывка валиков, теперь могут быть выполнены нажатием кнопки без участия человека. Цифровой интерфейс допечатного процесса позволяет установить подачу краски для конкретной печатной формы. Некоторые изготовители предлагают офсетные машины уже со встроенными системами «Компьютер – печатная форма», т.е. прямой записью изображений непосредственно в машине (DI – Direct Imaging). Машины бесконтактной печати (Non-Impact) в силу своей концепции уже высоко автоматизированы и практически полностью управляются компьютером.
В целом автоматизация печатных машин за последние двадцать лет привела к значительному увеличению их производительности и повышению качества печатной продукции, причем, при снижении затрат, а также улучшении рабочих мест в экономическом плане.
Послепечатная обработка
Послепечатная обработка продукции охватывает стадии, которые проводятся после запечатывания бумаги или другого материала (рис. 2-37).

Рисунок 2.37 - Послепечатная обработка в производственном потоке изготовления печатной продукции
Характер печатной продукции определяет и процессы ее обработки после печати. Они так же многообразны, как продукция: книги, газеты, коробки или этикетки. В этом разделе рассмотрены только некоторые, наиболее часто встречающиеся процессы.
Такие операции, как резка, фальцовка, подборка листов и переплетные работы, являются важными составными элементами конечного этапа производства печатной продукции. На рис. 2.38 изображена послепечатная обработка на резальных и фальцевальных машинах. На рис. 2.39 показан пример подборки и отделки сфальцованных листов. На рис. 2.36 показана рулонная офсетная машина, объединенная с фальцаппаратом и другим послепечатным оборудованием. Такая линия может производить готовые брошюры. Классическое переплетное производство, или цех по изготовлению книг в жестком переплете, сегодня осуществляет только часть послепечатных работ.

Рисунок 2.38 - Резальные и фальцевальные машины для послепечатной обработки (Heidelberg)
Рисунок 2.39 - Подборка сфальцованных листов и их дальнейшая обработка для изготовления брошюр (Prosettter 562, Heidelberg)
Ниже приведены наиболее важные виды процесса послепечатной обработки и связанные с ними соответствующие предприятия или цеха (отделения) обработки печатных изданий:
• книжные предприятия выпускают книги в твердых переплетах, а также брошюры с проклеенными корешками большими тиражами;
• газетно-журналъные типографии располагают ротационными машинами рулонной печати (офсетная или глубокая печать) с интегрированными агрегатами для послепечатной обработки (процессы выполняются в линию);
• предприятия по печати упаковки изготавливают различную продукцию в отдельных цехах (например, складные коробки) или в линию (например, полиэтиленовые пакеты);
• типографии по печати этикеток имеют высокую специализацию по послепечатной обработке с использованием автоматических резальных, высекальных и упаковочных машин;
• малые и средние типографии большей частью связаны с послепечатным производством других типографий, имеющих устойчивый, стабильный профиль заказов и изготавливающих коммерческую печатную продукцию: акциденцию, брошюры, сшитые внакидку или швейным скреплением.
Использование основных технологий послепечатной обработки может быть представлено следующим примером: брошюры бесшвейного скрепления промазываются клеем в области корешка и снабжаются обложкой из соответствующих материалов (например, для книг карманного формата, каталогов, товаров, рассылаемых по почте, телефонных справочников). Сшитые внакидку брошюры состоят из нескольких вложенных друг в друга двойных листов, прошитых в фальц проволокой (например, журналы, иллюстрированные периодические издания). Изготовление брошюр происходит в пять рабочих этапов, объясняемых ниже:

Рисунок 2.40 - Схемы спуска полос (8-страничная) для двух печатных листов при 16-страничной брошюре Схема для:
а шитья внакидку;
б бесшвейного клеевого скрепления
• Обрезка. Если на крупноформатных печатных машинах на одном печатном листе печатаются несколько фальцуемых листов (тетрадей) одинакового содержания, то они сначала должны быть разъединены. То же самое происходит при изготовлении обложек брошюр и разнообразных вставок (например, почтовых вложений). Резальные машины работают с ножами, которые могут прорезать стопу бумаги высотой до 20 см (рис. 1.2-38).
• Фальцовка. Сначала листы, включающие несколько печатных страниц, с помощью машины фальцуются в соответствии со схемой спуска полос (рис. 1.2-40). Под спуском понимается размещение страниц на печатном листе таким образом, чтобы после фальцевания и подборки нескольких сфальцованных листов страницы издания следовали бы одна за другой в правильном порядке. Спуск определяется уже на стадии допечатных процессов, но зависит всегда от послепечатной обработки.
При клеевом бесшвейном скреплении (рис. 2.40,б) отдельные сфальцованные листы размещаются один за другим, вследствие чего 1-й лист содержит страницы 1–8, а 2-й лист – страницы 9–16. При шитье внакидку сфальцованные листы вкладываются один в другой, при этом 1-й лист содержит внешние 8 страниц (1–4 и 13–16), а 2-й лист – внутренние 8 страниц (5–12) (рис. 2.40,а).
• Подборка или комплектовка. Если 32-страничная брошюра напечатана по 8 страниц на листе, то она будет состоять из 4 тетрадей. При тираже 1000 экземпляров после фальцовки получается 4 стопы по 1000 сфальцованных листов. Они должны быть разъединены и размещены в соответствии с заданием. Размещение друг за другом (для клеевого скрепления) называется подборкой и выполняется на специальных подборочных машинах. Вкладывание тетрадей одна в другую (для шитья внакидку) осуществляется последовательно. Оно большей частью выполняется на вкладочно-швейно-резальных агрегатах (ВШРА) (рис. 2.39), которые также выполняют рабочие операции по шитью и трехсторонней обрезке:
• Клеевое скрепление и шитье проволокой. Корешок подобранных тетрадей для клеевого скрепления брошюры сначала фрезеруется, чтобы облегчить проникновение клея. Затем корешок полностью обрабатывается клеем, большей частью расплавленным, накладывается обложка и приклеивается к корешку. Используемая в этом процессе машина клеевого скрепления может объединяться с имеющейся подборочной машиной и трехсторонней резальной машиной. В ВШРА вложенные друг в друга тетради будущей брошюры подводятся под проволокошвейные головки, которые прокалывают скобы и загибают их.
• Трехсторонняя обрезка. Листы соединенной таким образом брошюры еще не разделены по фальцу. Так как они на этой стадии не могут быть раскрыты, фальц должен быть обрезан. В своем большинстве брошюры обрезаются с двух или со всех трех сторон (верхнее поле, нижнее поле, лицевая сторона), что одновременно означает обрез брошюры до окончательного формата. Уже в процессе подготовки заказа на допечатной стадии следует учитывать эту обрезку и делать припуск, чтобы не произошло вырезания текста. Для трехсторонней обрезки имеются специальные машины с тремя ножами. В современных подборочношвейных агрегатах и машинах для клеевого (бесшвейного) скрепления оборудование для трехсторонней обрезки (триммер) большей частью уже встроено.
Послепечатная обработка в последние годы становится все более и более автоматизированной, однако еще не в той мере, как печать, и в гораздо меньшей степени, чем допечатные процессы. В послепечатных процессах требуется большее вмешательство человека в технологию, чем на допечатной и печатной стадиях (исключение составляет, например, интегрированная отделка в ротационных рулонных машинах). Поэтому в области послепечатных процессов предпринимаются меры по внедрению компьютерного управления производственными системами (Computer-integrated Manufacturing – CIM), чтобы и эта часть обработки не стала «узким местом» в изготовлении печатной продукции.








