§ 10. МЕХАНИЗАЦИЯ КАМЕРНЫХ ПЕЧЕЙ
Развитие современной техники идет по пути создания высокопроизводительного оборудования, обеспечивающего качественную обработку и облегчающего труд рабочего. Первыми шагами в этом направлении явилась механизация подъема дверей и крышек печей с помощью механических, пневматических, гидравлических механизмов, а также механизация способов загрузки деталей в печи с помощью подъемных устройств, загрузочных машин и т. п. Следующей стадией механизации явилось продвижение деталей в печах, разгрузка печей и передача деталей на последующие операции. Здесь получили развитие автоматические процессы и, таким образом, были созданы поточные линии термической обработки.
Для получения деталей с неокисленной поверхностью используют нестандартные камерные печи с наклоняющимся подом в виде нихромовой плиты (рис. 41). Детали нагреваются в печи с контролируемой атмосферой, а затем подовая нихромовая плита наклоняется вручную и детали падают по закрытой трубе в закалочный бак, находящийся под печью. В результате этого облегчается труд рабочего и детали не окисляются. Под печи представляет собой поворачивающуюся вручную нихромовую плиту 5. Подъем й поворот пода осуществляются с помощью рычага 7, находящегося снаружи печи. Контролируемая атмосфера вводится в печь в двух местах: через камеру 2 у загрузочной дверцы и через заднюю стенку 4. Выпуск отработанного защитного газа производится вверх через трубку свода печи, где он сжигается, образуя пламя в виде свечи. Под печью находится небольшой конвейерный закалочный бак 6. Нагретые детали при повороте рычага попадают в закалочный бак через вертикальную трубу 1, конец которой опущен в закалочную жидкость и образует таким образом гидравлический затвор. Во время нагрева труба сверху перекрыта нихромовой заслонкой 3, связанной с подовой плитой. Такая печь удобна для нагрева под закалку мелких деталей. Производительность печи примерно 50 кг/ч.
В настоящее время внедряют новые конструкции камерных печей для светлой закалки, газовой цементации и нитроцементации. Эти печи в одном каркасе имеют две или три камеры для различ-
ных операций, например, для газовой цементации, подстужива-ния, непосредственной закалки. Закалочный бак расположен под одной из камер,и детали охлаждаются на опускающемся столе, не попадая на воздух.
На ЗИЛе была разработана электрическая механизированная камерная печь (рис. 42). Печь имеет две камеры — закалочную и нагревательную. Мощность печи 33 кет, максимальная температура 950° С, производительность печи 85 кг!ч. В печи используется контролируемая атмосфера — эндогаз. Расход ее составляет

Рис. 41. Печь с поворачивающейся подовой плитой
5 мУч. Работа ведется следующим образом. Поддон с деталями устанавливается на столик первой камеры, в нижней части которой находится закалочный бак. Далее с помощью цепи поддон по направляющим роликам попадает в камеру нагрева. После окончания нагрева та же цепь передвигает поддон обратно в первую камеру и устанавливает его на столик закалочного бака. Затем поддон погружается в закалочную жидкость. После закалки камера разгружается и загружается вновь. Печь может быть использована также для газовой цементации и нитроцемента-ции. Такого типа печи-агрегаты разных размеров и производительности разработаны ВНИИЭТО и имеют индекс СНЗА.
Конструкция печи такого типа показана на рис. 43. Эта печь поставляется комплектно с эндотермическим генератором, очистительными и смесительными устройствами, с приборами, регулирующими углеродный потенциал при цементации или нитро-цементации по точке росы [27].
|
|
|
|
|
|
| 1 1 ttt*'
| IK
| Ш
i Пг
I J-lft
|
|
|
|
|
Рис. 42. Камерная электрическая механизированная печь конструкции ЗИЛа:
J - форкшера; 2 - заслонка; 3 - опускающийся стол; 4- вентиляторы; S - крюк для передвижения поддона

Рис. 43. Универсальная механизированная электрическая печь аЛиндберг»
Некоторые конструкции этих печей имеют волнообразные, низковольтные электронагреватели из хромоникелевого сплава, называемые «кортерм». Нагреватели изготовляют в форме гофрированной ленты шириной 160—180 мм и устанавливают на боковых стенках печи. На каждой стенке данной печи уложено по две ленты, так что нагреватели почти полностью закрывают боковые стенки и являются излучателями тепла большой площади. Нагреватели покрыты керамической эмалью. Особенностью нагревателей также является то, что они работают под низким напряжением (10—15 в),~ прикосновение к выводам нагревателей совершенно безопасно. В одном корпусе с печью имеется камера подстуживания, масляный бак со своей системой охлаждения и циркуляции масла. Масло может быть подогрето с помощью электрических нагревателей. Внутри бака установлена механическая мешалка.
Контролируемая атмосфера подается в нагревательную камеру печи через свод. Для получения контролируемой атмосферы вблизи печи установлен эндогазовый генератор производительностью 14 м3/ч. Обогрев реторты генератора производится газом. Температура в реторте регулируется автоматически. В реторте помещен слой катализатора, через который проходит подготовленная в смесительном агрегате газовоздушная смесь. Сжигание ведется с коэффициентом избытка воздуха 0,25—0,27. Полученный эндогаз из реторты проходит последовательно через два воздушных холодильника, а затем направляется в печь. С помощью генератора можно получить газ с широким интервалом точки росы от —12 до +15° С (табл. 3), вследствие этого газ может быть использован для сталей, содержащих от 0,3 до 1,5% углерода при температурах 800—950° С.
Таблица 3 Химический состав газа
| ГаЗ
| Химический
| состав в %
|
| Температура
точки росы
в °С
|
СО
| н,
| Ма
| СО*
|
| Бедный......................
| 20 10
| 41,2 20
| 38 65,5
| 4,5
| —12,2 15,6
|
Точка росы определяется и автоматически поддерживается специальным прибором, обеспечивающим необходимый углеродный потенциал. Этот прибор состоит из двух датчиков температуры точки росы: один — для генератора, а другой — для печи. Для определения требуемой точки росы и углеродного потенциала в печи можно пользоваться графиком, показанным на рис. 44.
При цементации в богатый газ добавляется не более 10% природного газа. Добавлять природного газа более 10% не рекомендуется, так как это вызывает отложение сажи на деталях. Все процессы в печи и работа механизмов осуществляются автома-72
тически. Детали имеют после обработки светлую неокисленную поверхность. Операция травления для очистки деталей или инструментов не требуется. Производительность печи на операции закалки 120 кг/ч, на операции цементации 20 кг/ч.
| 0,Ь 0,6 0,8 1,0 %
Содержание углерода 8 стали.
Рис. 44. График зависимости между точкой росы и углеродным потенциалом
|
 Аналогичная конструкция печи, но с газовым нагревом в горизонтально расположенных U-образных радиационных трубах показана на рис. 45. Газовая камерная механизированная печь спроектирована ВНИПИ «Теплопроект». Она предназначена для термической и химико-термической обработки деталей и инструментов. Температура нагрева до 950° С. Печь£состоит из первой камеры или тамбура с закалочным баком '/подъемным столом /, второй камеры 3, с площадью пода 1,6 м2, в которой производится нагрев деталей или инструментов, механизмов толкания и выталкивания поддонов. В комплект оборудования включается также эндогазовый генератор, пульт управления и щиты с приборами, контролирующими температуру и автоматическое управление теплового и технологического процессов. Печь заключена в герметичный сварной кожух из листовой стали и сортового проката. Кладка стен и свода печи выполнена из огнеупорных и легковесных материалов. Печь отапливается природным газом. Сжигание газа производится в четырех U-образных радиационных трубах, расположенных горизонтально в два ряда по высоте вдоль боковых стен печи. Расход газа на отопление печи составляет 10 "мв/ч, расход воздуха—100 м3/ч. Давление газа и воздуха перед печью 400 мм вод. ст. Продукты горения отводятся под зонт. Качественная термическая обработка обеспечивается контролируемой атмосферой в печи, вводимой через свод.
Аналогичная конструкция печи, но с газовым нагревом в горизонтально расположенных U-образных радиационных трубах показана на рис. 45. Газовая камерная механизированная печь спроектирована ВНИПИ «Теплопроект». Она предназначена для термической и химико-термической обработки деталей и инструментов. Температура нагрева до 950° С. Печь£состоит из первой камеры или тамбура с закалочным баком '/подъемным столом /, второй камеры 3, с площадью пода 1,6 м2, в которой производится нагрев деталей или инструментов, механизмов толкания и выталкивания поддонов. В комплект оборудования включается также эндогазовый генератор, пульт управления и щиты с приборами, контролирующими температуру и автоматическое управление теплового и технологического процессов. Печь заключена в герметичный сварной кожух из листовой стали и сортового проката. Кладка стен и свода печи выполнена из огнеупорных и легковесных материалов. Печь отапливается природным газом. Сжигание газа производится в четырех U-образных радиационных трубах, расположенных горизонтально в два ряда по высоте вдоль боковых стен печи. Расход газа на отопление печи составляет 10 "мв/ч, расход воздуха—100 м3/ч. Давление газа и воздуха перед печью 400 мм вод. ст. Продукты горения отводятся под зонт. Качественная термическая обработка обеспечивается контролируемой атмосферой в печи, вводимой через свод.
Для равномерного распределения атмосферы в поду печи установлен осевой вентилятор. Контролируемая атмосфера должна иметь небольшое положительное давление. Избыточная атмосфера уходит в первую — закалочную камеру через неплотности заслонки. Футерованная наружная дверца печи плотно прилегает к стенке в результате прижима ее к направляющим с помощью специального устройства. При подъеме наружной дверцы включается газовая завеса. Через свод печи установлены две термопары 4, одна является контрольной, а другая используется для регулирования температуры. Детали, подлежащие термической обработке, укладывают на поддон размером 610 X 914 мм. Едино-
I
и
s
s
•О
o.
a>
5s-
S2S
ОС
as
a
к
га и к m n о
Q.
Я
is Я л
I
к
го X
о.
S*f
и
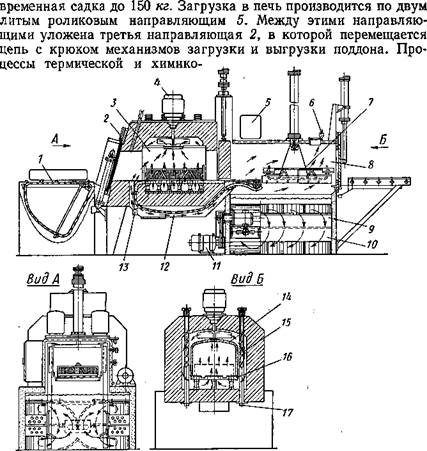
Рис. 46. Камерная механизированная печь с вертикально расположенными радиационными трубами фирмы Ипсен:
1 — автоматизирован и ое загрузочное устройство; 2 — дверца печи; 3 — камера нагрева; 4 — охлаждаеыый водой двигатель вентилятора; 5 — пневматические механизмы; 6 — устройство для выпуска отработанной атмосферы; 7 — опускающийся стол; 8 — охладительная камера; 9 ■— закалочный бак; 10 — система нагрева и охлаждения ДЛЯ авто-мэтического контроля температуры наела; // — двухскоростной двигатель для турбннкн Масляного бака; 12 — цепной транспортер; 13 — устройство для впуска контролируемой атмосферы; 14 — экранирующее полумуфельное устройство; /5 — радиационные трубы; 16 — керамический под; 17 — газовые закрытые горелкн
термической обработки и работа механизмов в печи ведется автоматически. Печи такого типа имеют индекс ТНЗМА.
Другая конструкция печи, но с вертикально расположенными радиационными трубами изготовляется фирмой Ипсен (рис. 46). Печь предназначена для газовой цементации или нитроцемен-тации. В печи осуществляется полная автоматизация и широкое оснащение новейшим оборудованием и приборами, Сюда относится эндотермический генератор, прибор для определения и регули-
рования углеродного потенциала по точке росы. Рабочая температура в камере нагрева до 1100° С. Цементующий [или нитро-цементующий газ вводится в печь и попадает также в камеру охлаждения. Во время работы печи загруженные в приспособления детали после нагрева и выдержки в нагревательной камере передвигаются с помощью цепи в охладительную камеру. Детали могут охлаждаться медленно в атмосфере цементующего газа или быстро в масляном закалочном баке, над которым находится та же атмосфера. Закалочный бак снабжен нагревательными в охлаждающими змеевиками для поддержания необходимой температуры масла, а также насосом для быстрого охлаждения закалочной среды (количество циркулирующего масла в закалочном баке составляет 18 мя/ч.)
Для получения минимальных деформаций при закалке температура масла должна быть 150—200° С. Во время охлаждения одной партии деталей в нагревательную камеру печи может быть загружена другая партия. Эта печь может быть использована для обработки мелких, средних и крупных деталей. Для достижения хороших результатов обработки необходимо контролировать температуру печи, закалочного масла, состава газа и постоянство точки росы газа. Производительность печи до 125 кг/ч. Эта печь в отношении нагрева менее рациональна, чем предыдущая, так как горизонтально расположенные радиационные трубы дают более равномерный нагрев, смешение газа и воздуха при этом происходит по всей длине трубы.
§ И. КАРУСЕЛЬНЫЕ ПЕЧИ
Для нагрева однотипных деталей применяют карусельные печи, имеющие цилиндрическую форму. Вращающийся вокруг вертикальной оси под имеет диаметр 1,5—6 м (в отдельных случаях больше). Загрузка деталей производится в одно окно, выгрузка — в другое. В небольших печах загрузка и выгрузка ведутся через одно окно. Скорость движения пода рассчитывается так, чтобы времени полного оборота пода было достаточно для нагрева деталей. Вращение пода производится с помощью передаточного механизма от электродвигателя.
Карусельные печи работают на мазуте, газе и электроэнергии. Эти печи имеют более высокую производительность, чем камерные печи тех же размеров, и по сравнению с другими механизированными печами требуют меньше площади, но ряд недостатков препятствует их широкому распространению. Иногда карусельные печи строят с вращающимся сводом. В этом случае детали не укладывают на под, а подвешивают на крючки из жароупорной стали, укрепленные в своде.
К недостаткам карусельных печей относится трудность создания: равномерной температуры в рабочем пространстве печи, механизации загрузки и выгрузки деталей, герметичности. Печь, 76
показанная на рис. 47, не имеет этих недостатков. Сжигание газа в печи происходит в U-образных горизонтально расположенных радиационных трубах 1. Часть радиационных труб подвешана в рабочем пространстве печи, а другая часть размещена под вращающимся подом. Под 4 печи укреплен на валу из жаропрочной стали. Вращение вала создается приводным механизмом 5, установленным на своде печи. Нагрев детали в данной печи происходит в контролируемой атмосфере. Поступление защитного газа и циркуляция его осуществляются с помощью вентилятора 3 через нижнюю часть печн. Нагрев деталей может производиться на поддонах. После окончания нагрева поддон с помощью автоматического устройства передается через рабочее окно 2 в механизированный закалочный бак.
| Рис. 47. Карусельная газовая печь с радиационными трубами
|
Газовые карусельные печи с защитной атмосферой, разработанные ВНИПИ«Теплопроект»,свращающим-ся кольцевым подом обозначаются ТАЗК(Т — термическая пламенная, А — с вращающимся подом, 3 — с зящитной атмосферой, К —под кольцевой).
Электрические карусельные печи с контролируемой (защитной) атмосферой, разработанные ВНИИЭТО, обозначают САЗ (здесь С — нагрев сопротивлением, другие буквы имеют то же обозначение, что и для газовых печей). Электрическая карусельная печь типа САЗ-11.5.3/10 показана на рис. 48. Мощность печи — 40 кет. Печь предназначена для нагрева до 950° С в контролируемой атмосфере стальных деталей под закалку. Кожух печи цилиндрической формы состоит из основания и съемного колпака. Каждая из этих двух частей герметично сварена из листовой и профильной стали. Основание печи имеет два слоя: легковесный шамотный кирпич и ультра легковес. Стены и свод печифутерованы в три слоя: легковесный шамот, ультралегковес и минераловатные плиты. Вращающийся под представляет собой литой диск из жаропрочного сплава. Внешний диаметр пода 11 дм, а внутренний 5 дм. Вращение пода осуществляется от привода через коническую зубчатую передачу. Привод размещен на станине под печью и состоит из электродвигателя постоянного тока и двух червячных редукторов. Детали находятся в печи в течение 14—60 мин. Нагревательные элементы изготовлены из проволоки диаметром 9 мм сплава Х27Н70ЮЗ и имеют зигзагообразную форму. Печь имеет две тепловые зоны, которые питаются от понизительных трансформаторов. Система газоподвода состоит из двух параллельных линий: подачи газа и подачи азота. Перед входом в печь обе линии сходятся в одну. Линии снабжены ротаметрами, сигнализаторами падения давления и кранами.

|
Для предохранения от попадания воздуха в печь через загрузочный проем у дверцы имеется газовая завеса. Газовая завеса состоит из горелки с отверстиями, инжекционного смесителя, запальника, регулятора давления и электромагнитного вентиля. Газ подается из городской сети или от другого источника. Расход защитного газа 15 м3/ч, производительность печи 100 ке1ч. Такие печи изготовляют на Новосибирском заводе электротермического оборудования.
12. ПЕЧИ С ШАГАЮЩИМ ПОДОМ
Механизация передвижения деталей применяется в печах с шагающим подом. Эти печи используют для нагрева под закалку и нормализацию однотипных деталей значительной длины. Печи изготовляют проходными, т. е. с одного конца печи производится

Рис. 49. Печь с шагающим подом:
а — схема работы печей с шагающим подом; в — устройство печи; / — кожух; 2 — футеровка; 3 — гидроцилиндр привода балки; 4 — нагреватели; 5 — плунжер; 6 — шагающая балка; 7 — дверца; 8 — механизм открывания дверцы
ные балки совершают подъемно-поступательное и возвратное движение. Подвижные балки пода совершают замкнутое движение по кругу, или по эллипсу Б или по прямоугольнику В (рис. 49, а). Подъем и движение этих балок происходит через определенные промежутки времени от специального рычажного и эксцентрикового механизма, находящегося под подом печи. Таким образом, балки, поднимаясь над подом, поднимают детали, лежащие поперечно на поду, а затем переносят их вперед при поступательном движении и опускают на новое место пода, постепенно передвигая детали от загрузочного конца печи к выгрузке. В других конструкциях таких печей весь под состоит из шагающих




















 балок. В таких печах деталь переносится первыми балками, опускается на следующую группу подвижных балок и вновь переносится. Одним из основных недостатков этих печей является сильный подсос воздуха через щели в поду, что способствует, окислению металла деталей. Поэтому в печах других конструкций щели тщательно изолируют с помощью песочных и водяных затворов, что делает возможным даже применение контролируемой атмосферы. Печи с шагающим подом могут быть мазутными, газовыми и электрическими. Производительность печей от 150 кг до нескольких тонн в час, скорость передвижения деталей в печи 1—7 м!мин, рабочая температура 950° С. Во ВНИИЭТО были разработаны два типа электронечей с шагающим подом: ОКБ-274 (мощность 330 кет) для отжига сварных конструкций и ОКБ-308 (мощность 630 кет) для нагрева плужных отвалов и других деталей.
балок. В таких печах деталь переносится первыми балками, опускается на следующую группу подвижных балок и вновь переносится. Одним из основных недостатков этих печей является сильный подсос воздуха через щели в поду, что способствует, окислению металла деталей. Поэтому в печах других конструкций щели тщательно изолируют с помощью песочных и водяных затворов, что делает возможным даже применение контролируемой атмосферы. Печи с шагающим подом могут быть мазутными, газовыми и электрическими. Производительность печей от 150 кг до нескольких тонн в час, скорость передвижения деталей в печи 1—7 м!мин, рабочая температура 950° С. Во ВНИИЭТО были разработаны два типа электронечей с шагающим подом: ОКБ-274 (мощность 330 кет) для отжига сварных конструкций и ОКБ-308 (мощность 630 кет) для нагрева плужных отвалов и других деталей.
Устройство электрической печи с шагающим подом представлено на рис. 49, б. Под такой печи состоит аз неподвижной части и двух движущихся металлических балок, зафутерованных огнеупорным кирпичом. Балки передвигаются (рис. 49, о), т. е. поднимаются вверх, снимают с неподвижного пода детали и передают их вперед вдоль печи. Подъем и опускание балок осуществляются с помощью гидравлических плунжеров, а горизонтальные движения — с помощью одного гидроцилиндра.
Нагреватели расположены в печи ОКБ-274 на продольных стенах и своде, а печь ОКБ-308 имеет съемные нагреватели, расположенные только на своде. Каждая печь снабжена маслона-порной установкой высокого давления и трансформаторами для понижения напряжения. В печи ОКБ-308 используется в качестве защитной атмосферы генераторный газ.
§ (3. РОЛЬГАНГОВЫЕ ПЕЧИ
Рольганговые печи предназначаются для отжига листов и полуфабрикатов штамповок, деформированных в холодном состоянии, а также для отжига трансформаторной стали. Особенностью этих печей является большая камера охлаждения. Электрическая печь (рис. 50) ОКБ-885 состоит из камеры нагрева 2 и камеры охлаждения 5. Перед камерой нагрева устроена форкамера 1. Нагрев в камере 2 осуществляется зигзагообразными проволочными нагревателями 7, которые расположены на своде и поде печи. Для выема подовых нагревателей и роликов должен быть предусмотрен зазор 2100 мм от стенки печи. Футеровка камеры 6 нагрева имеет огнеупорный слой из легковесного шамота и теплоизоляционный слой из диатомита и менераловатных плит. Камера охлаждения 5 разделена на две секции: в первой секции листы охлаждают до температуры 200—300° С в атмосфере защитного газа; охлаждение производят водой, которая циркулирует в рубашках на стенках печи и в роликах рольганга; во второй секции охлаждение ведется нагнетаемым воздухом до 50—80° С. Детали

|
транспортируются через печь рольгангом 3, который приводится во вращение двумя приводами 4. Для отжига листов применяется контролируемая атмосфера типа ПСА-08 (4,5—10% Нг, остальное азот). Максимальная производительность печи ОКБ-885 при отпуске листов толщиной 0,35 мм и коэффициенте заполнения пода 90% составляет 1500 каЫ. Эти печи имеют индекс СРЗ (печь сопротивления, рольганговая, с защитной атмосферой).
Рольганговые печи могут входить в агрегаты, состоящие из закалочной печи, механизированного закалочного бака, моечной машины, электропечи с рольганговым или конвейерным подом для низкотемпературного отпуска и камеры охлаждения. В этих агрегатах обеспечены полная механизация и автоматизация процессов термической обработки. Они обозначаются индексом СРЗА, например, СРЗА-6.80.4/3 или СРЗА-8.80.4/3 и т. п. Цифры показывают соответственно ширину, длину и высоту рабочего пространства в дм.
§ и. печи с пульсирующим подом
В печах с пульсирующим подом детали передвигаются по поду, который периодически встряхивает их с помощью эксцентрикового механизма. Пульсирующий под представляет собой плиту с бортами, состоящую из двух частей, соединенных между собой электросваркой. Часть пода, находящаяся в рабочем пространстве печи, изготовлена из жаропрочной стали Х23Н18, а часть, находящаяся вне печи, — из стального литья. Пульсирующий под лежит на специальных катках, вмонтированных в кладку печи (рис. 51, а). Механизм пульсации / работает по следующей схеме. Подвижной под 2 (рис. 51, б) из жароупорной стали получает периодически толчки от механизма, состоящего из пружин / штанги 3, связанной с подом, и конусного диска с кулачком 4. Диск находится на валу 5, который получает вращение от электродвигателя. Когда кулачок находится в верхнем положении, то пружины сжаты и под сдвинут влево. Когда же диск при вращении поворачивается, то кулачок соскакивает и штанга вместе с подом печи под действием пружины резко отбрасывается вправо. В результате под испытывает резкие толчки, а детали передвигаются по поду и попадают в закалочный бак. Такие печи применяют для нагрева под закалку мелких деталей—шариков, болтов шпилек, иголок и др., а также и для более крупных деталей, например подшипниковых колец.
В этих печах можно применять контролируемую атмосферу. Защитный газ подается через специальную газоподводящую систему. Эти печи имеют газонепроницаемые кожухи, а со стороны загрузки, кроме того, установлена форкамера и устроена газовая завеса, которая работает постоянно, так как загрузочная дверца печи все время находится в одном положении (немного приподнята). Детали загружают на выступающий из печи пульсирующий 82
6*













































 под, затем, по мере прохождения печного пространства, они нагреваются до заданной температуры, выдерживаются и подаются с другого конца пода через разгрузочную трубу в закалочный бак. Труба опущена в масло, вследствие чего образуется затвор и детали не попадают на воздух, и поэтому не окисляются. В основном изготовляют электрические печи с пульсирующим подом. ВНИИЭТО разработал много конструкций печей с пульсирующим подом с различной производительностью. Эти печи имеют индекс СИЗ (например, СИЗ-2.8.1/9, СИЗ-4.20.1/9 и др.). Печь СИЗ-2.8.1/9 мощностью 12 кет имеет производительность 20 кг/ч, детали находятся в печи от 6 до 40 мин. Печь СИЗ-4.20.1/9 мощностью 90 кет имеет производительность 160 кг!ч, время нахождения деталей в печи от 10 до 90 мин. В обеих печах используется защитная атмосфера. Расход защитного газа в печи СИЗ-2.8.1/9 достигает 5 м3/ч, в печи СИЗ-4.20.1/9—26 мУч.
под, затем, по мере прохождения печного пространства, они нагреваются до заданной температуры, выдерживаются и подаются с другого конца пода через разгрузочную трубу в закалочный бак. Труба опущена в масло, вследствие чего образуется затвор и детали не попадают на воздух, и поэтому не окисляются. В основном изготовляют электрические печи с пульсирующим подом. ВНИИЭТО разработал много конструкций печей с пульсирующим подом с различной производительностью. Эти печи имеют индекс СИЗ (например, СИЗ-2.8.1/9, СИЗ-4.20.1/9 и др.). Печь СИЗ-2.8.1/9 мощностью 12 кет имеет производительность 20 кг/ч, детали находятся в печи от 6 до 40 мин. Печь СИЗ-4.20.1/9 мощностью 90 кет имеет производительность 160 кг!ч, время нахождения деталей в печи от 10 до 90 мин. В обеих печах используется защитная атмосфера. Расход защитного газа в печи СИЗ-2.8.1/9 достигает 5 м3/ч, в печи СИЗ-4.20.1/9—26 мУч.
В газовых печах с пульсирующим подом для использования контролируемой атмосферы применяют муфелирование пламени, т. е. сжигание газа ведется в радиационных трубах. Такие печи обозначаются ТИЗ.
§ 15. БАРАБАННЫЕ ПЕЧИ
Для нагрева под закалку различных мелких деталей, а также деталей шарико- и роликоподшипников на заводах изготовляют механизированные газовые и электрические барабанные муфельные печи. Газовые и электрические печи могут быть непрерывного или периодического действия. Принцип работы барабанных печей непрерывного действия заключается в том, что детали подлежащие термообработке, поступают в барабан со шнековым устройством для продвижения. На выгрузочной стороне барабана имеется отверстие, через которое нагретые детали высыпаются в специальный рукав, а оттуда в закалочный бак или приемную емкость. Газовые барабанные печи имеют индексы ТБЗН (с защитной атмосферой непрерывного действия) и ТБЗП — периодического действия. В печах периодического действия загрузка и выгрузка производятся одновременно. В этом случае барабану не требуется шие-ковых направляющих.
По окончании цикла термической обработки барабан при Помощи соответствующих приспособлений наклоняется, и все детали высыпаются в бак или приемную емкость. Нагрев печей производится природным газом, а также мазутом. Печи оборудуются рекуператорами для подогрева воздуха. При использовании газа среднего давления с применением инжекционных горелок воздух не подогревают и рекуператоры не устанавливают. Продукты горения отводятся под зонт и далее в вытяжную систему. Кладка выполнена из шамотного легковесного и диатомитового кирпича или с теплоизоляционной засыпкой и заключена в сварной механический каркас с обшивкой из листовой стали. Печи уста-
навливают на фундамент. Муфель печи и шнековое устройство изготовляют из жаростойкой стали. Печи типа ТБЗН могут входить в состав закалочно-отпускных или цементационных агрегатов.
Большее распространение получили барабанные электриче
ские печи, которые имеют индекс СБЦ и СБЗ — с цементацион
ной и с защитной атмосферами, СБО — для низкого отпуска.
В закалочных печах СБЗ (рис. 52) используется защитная атмо
сфера. В печах СБЗ и СБО обрабатывают детали весом до 0,3 кг,
| время пребывания деталей в этих печах от 1
до 1,5 ч, производительность от 15 до 240 кг/ч. В печах для цементации СБЦ детали
| -Трансформатор -Электроды
|

 У5
У5
Рис. 53. Механизированные соляные печи-ванны с вращающейся крестовиной и перебросом корзин в закалочный бак
весом до 0,3 кг находятся в печи от 5 до 12 ч. Производительность при одном барабане 5—8 кг/ч, при двух барабанах 10—25 кг/ч. При обработке деталей в этих печах во время транспортирования их по шнековому барабану они могут получать забоины.
§ 16. МЕХАНИЗИРОВАННЫЕ ПЕЧИ-ВАННЫ
ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕЛКИХ ДЕТАЛЕЙ
Существует много конструкций механизированных печей-ванн. В такие печи детали загружают с помощью проволочных корзин/ (рис. 53), которые поддерживаются в ванне с помощью вращающей-
ся крестовины 2. Полный оборот крестовина совершает в заранее установленный интервал времени. Как только корзина сделает полный оборот, ее поднимает перебрасывающий механизм 4 и быстро поворачивает на 180°, опрокидывая над закалочным баком 7. Таким образом, нагретые детали попадают в закалочный

Рис. 54. Автоматизированные соляные печи-ванны с подъемно-поворотным краном
бак, в котором установлена сетка 6, поднимающаяся вручную поворотом рычага 5. В ванне имеется один привод для вращения крестовины 3 и другой — для перебрасывающего механизма 8; оба привода связаны между собой электрической цепью и работают синхронно. Функции рабочего заключаются в загрузке очередной корзины и в выгрузке деталей из закалочного бака.
В другой конструкции, представляющей собой полностью механизированный и автоматизированный агрегат с индексом СВСА-35 х 2,5/8,5 (рис. 54), используется карусельное приспособг ление 1. Камера сушки 6, печь-ванна 3, закалочный бак 4 и моечный бак 5 расположены по окружности. Подвески или корзины переносятся с помощью подъемно-поворотного крана. Подъем осуществляется специальным пневмоцилиндром 2 с воздухораспределителем, управляемым через реле времени, Это обеспечивает выдержку закаленных деталей над.масляным баком для стекания масла. Такие агрегаты изготовляются Наманганским трансформаторным заводом. Габаритные размеры 4320 X 4755 X Х3050 мм, производительность 80 кг!ч. Это оборудование служит для термической обработки пружин, дисков и других деталей.
ГЛАВА IV











