

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...
Топ:
Выпускная квалификационная работа: Основная часть ВКР, как правило, состоит из двух-трех глав, каждая из которых, в свою очередь...
Методика измерений сопротивления растеканию тока анодного заземления: Анодный заземлитель (анод) – проводник, погруженный в электролитическую среду (грунт, раствор электролита) и подключенный к положительному...
Интересное:
Национальное богатство страны и его составляющие: для оценки элементов национального богатства используются...
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Наиболее ответственная вспомогательная операция блокировка — соединение деталей или заготовок с приспособлением (наклейкой, механическим способом, методом оптического контакта, вакуумным креплением, посадкой в сепараторы и др.) для совместной дальнейшей их обработки. Сочетание приспособления и закрепленных на нем деталей или заготовок называется блоком. От правильного выбора способа блокировки, в зависимости от размеров и формы деталей, заданной точности зависит в большой степени качество изделия и экономичность технологического процесса.
Блокировка должна обеспечить:
1) закрепление максимально большого числа заготовок;
2) удобство обработки на данной операции (например: шлифовке, полировке);
3) удобство производить в процессе работы необходимые замеры;
4) надежность крепления при наиболее интенсивном режиме работы;
5) отсутствие механических повреждений и деформаций заготовок или деталей;
6) правильное и симметричное расположение обрабатываемых поверхностей относительно приспособления и обрабатывающего инструмента;
7) простоту и быстроту блокировки и разблокировки.
В оптическом производстве применяется несколько способов блокировки. Однако самым распространенным до сих пор является способ эластичного крепления.
Эластичное крепление. Применяется в мелкосерийном и массовом производстве для деталей средней точности. Эта операция включает в себя следующие переходы:
1. Наклейка на одну из обрабатываемых сторон детали смоляных подушек ручным способом или на специальном полуавтомате.
2. Зачистка второй обрабатываемой поверхности линзы
3. Притирка линз к тщательно зачищенной поверхности притирочного приспособления (гриб, чашка, планшайба).
|
|
4. Приклейка деталей к наклеечному приспособлению.
5. Охлаждение блока.
Толщина слоя смолы после охлаждения должна быть 0,1— 0,2d (d — диаметр линзы), но не менее 1 мм (для линз малого диаметра). Так, например, для линзы диаметром 30 мм высота смоляной подушки 3—6 мм. Диаметр смоляной подушки равен диаметру детали и делается с небольшой конусностью для удобства блокировки (рис. 5). Разблокировка производится в холодильнике, а иногда просто деревянным молоточком.
Заливка применяется для линз малого диаметра и малого радиуса кривизны. На притертые и соответственно расположенные на поверхности притирочного приспособления линзы капают сверху расплавленной смолой. Смола заполняет чашку, прогревает линзы и приклеивается к ним. Пока смола не затвердела, в нее вводится разогретое наклеечное приспособление, например гриб. После достаточного погружения в смолу и выравнивания с тем, чтобы оси приспособлений совпадали, блок охлаждается, После зачистки поверхность блока промывается растворителем и водой. Разблокировка производится разогревом блока.
Жесткое крепление. Применяется в массовом и крупносерийном производстве деталей с допусками на точность поверхностей от 0,5 кольца и более, на толщину от 0,05 мм и выше.
Для обработки первой стороны линзы (прессовки) жестко наклеиваются непосредственно на приспособление в специальные гнезда или площадки (рис. 6, а).

Рис. 5. Вид смоляных подушек
Приспособление разогревают до температуры около 100° С. Одновременно с этим слегка подогревают и детали. На крепежную поверхность приспособления наносят тонкий слой смолы или просмоленную матерчатую прокладку (при обработке второй стороны). После наложения линз палочкой максимально выживают смолу из-под детали. После обработки первой стороны (обдирка или фрезеровка, среднее и мелкое шлифование, полировка) всю поверхность детали покрывают лаком и в такой же последовательности обрабатывают с второй стороны.
|
|
Полужесткое крепление. Применяют для тонких линз с большим радиусом кривизны обрабатываемой поверхности. Линза наклеивается при помощи просмоленной матерчатой прокладки на металлическую шайбу в свою очередь, наклеенную на приспособление (рис. 6,б). В очковом производстве применяют наклейку разогретых заготовок непосредственно на смоляной слой. Для обеспечения точности такого крепления специальное приспособление формует на смоляном слое посадочные места обратной формы. Они определяют место линз при блокировке (рис. 6, в).
Механическое крепление. Чаще всего применяется при заготовительных операциях, например для крепления призм.
Детали ставят вплотную друг к другу в металлические приспособления с соответствующими вырезами. Крайние детали удерживаются винтовыми или пружинными зажимами. Под крайние детали подкладывают эластичную прокладку (резину, картон).
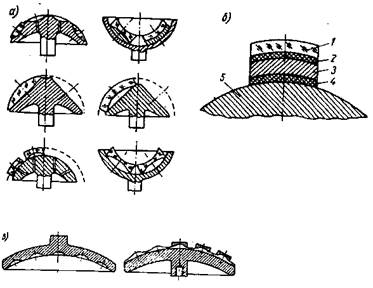
Рис. 6. Схема наклейки (жесткий и полужесткий методы):
а - жесткий метод; б - полужесткий метод; в - наклейка на смоляные выступы
(1 - линза; 2 - просмоленная матерчатая прокладка; 3 - сферическая пластинка;
4 - смола; 5 - приспособление наклеечное);
Гипсовка. Способ применяется чаще всего для крепления призм с допусками на углы от 3' и выше и крупных кусков стекла. Гипсовка состоит из заливки водного раствора гипса с цементом в приспособление в виде котелка, корпуса и т. п. (рис. 7) прямо на детали, притертые к планшайбе. Днище котелка крепится к кольцу винтами или другим способом. Часто ограничиваются оберткой притирочной планшайбы резиновым ободом. После затвердения гипса и закрепления в нем днища, установленного прямо в гипс, обод снимается. Промежутки между

Рис. 7. Схема гипсовки:
1 - призма; 2 - притирочная планшайба; 3 - пластинка; 4 - днище; 5 - кольцо корпуса призмами после затвердения гипса зачищают проволочной щеткой на глубину 2-3 мм и промывают.
Для обеспечения зачистки блока пространство между призмами до заливки засыпают мелко просеянными сухими древесными опилками, а металлический обод ставится на 3—4 пластинки толщиной 2—3 мм. Для защиты от влаги и осыпания гипса зачищенное пространство покрывают расплавленным парафином.
Разблокировка производится раскалыванием гипса деревянным молотком или на специальном разгипсовочном прессе. Использование пресса снижает трудоемкость процесса разблокировки и обеспечивает более высокое качество, так как почти все призмы полностью освобождаются от гипса.
|
|
Метод оптического контакта. При обработке деталей с точными поверхностями (до 0,05 кольца), угловыми размерами 1—2”, параллельностью 1 —10” (точные пластины, зеркала, клинья, призмы) применяется крепление оптическим контактом. При этом отполированные «с цветом» 0,5—2 кольца поверхности деталей тщательно очищаются и обезжириваются (спирт, эфир, беличья кисточка, батистовые салфетки) и плавно опускаются и прижимаются к также тщательно подготовленной полированной поверхности контактного приспособления. Нажим производят до исчезновения интерференционной картины. Промежуток между деталями замазывают лаком, или раствором шеллака в ректификате.
Контактные приспособления могут быть разной формы и размеров (рис. 8) в зависимости от формы и размеров


Рис. 8. Контактные приспособления для пластин и призм: а - контактная пластина с плоскопараллельными пластинками (1 - пластинки; 2 - контактная пластина); б - приспособление для призм и клиньев (1 - призмы; 2 - контактное приспособление) обрабатываемых деталей.
Поверхность их должна быть отполирована с точностью до 0,1—0,5 кольца. Если необходима параллельность, ее выдерживают до 1—2”. Точность углов также выдерживается строго, так как от точности угловых размеров, параллельности и качества поверхности контактных приспособлений зависит качество изделия.
При снятии с контакта применяют разогрев или охлаждение. Тонкие детали (0,1—0,5 мм) можно аккуратно снять лезвием бритвы или каплей эфира, налитой на поверхность детали.
Крепление в сепараторах. Сепараторы или разделяющие устройства применяют в заготовке и на окончательных операциях при точной доводке поверхности и угловых размеров. Сепаратор представляет собой обойму, имеющую вырезы, в которые закладываются обрабатываемые детали. Обработка таких деталей, например в заготовке, может вестись одновременно с двух сторон (рис. 9, а). Для точной доводки применяют толстые стеклянные пластины с вырезами разного диаметра, в которые закладываются различные детали (рис. 9, б). Вырезы не дают детали возможности упасть за пределы полировальника.
|
|


Рис. 9. Сепаратор: а — схема двусторонней шлифовки (1 — сепаратор; 2 — пластинки; 3 — шлифовальники); б—стеклянный сепаратор для механизированной доводки плоских деталей
Сам сепаратор в процессе работы все время исправляет поверхность полировальника, тем самым поддерживая его в хорошем состоянии, т. е. является и формовочным диском.
Если на детали (пластинке, клине) требуется увеличить или уменьшить угол клина, то на ее край наклеивают мягким воском груз, благодаря которому и происходит более сильное срабатывание нужного участка.
Соотношение площади отверстий и целой части сепаратора определяется расчетом.
|
|
|

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой...

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!