

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Топ:
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
Особенности труда и отдыха в условиях низких температур: К работам при низких температурах на открытом воздухе и в не отапливаемых помещениях допускаются лица не моложе 18 лет, прошедшие...
Интересное:
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Организационных работ по освоению нового изделия при помощи метода экспертной оценки
Вопросы для самостоятельной подготовки
1. Содержание процесса освоения новой продукции /1, с. 90/.
2. Принципы организации ускоренного освоения новых изделий /1, с. 51/.
3. Содержание организационной подготовки производства /1, с. 87/.
4. Социально-психологические проблемы производства новых изделий /1, с. 88/.
Цель работы: Закрепление знаний по вопросам содержания и организации подготовки производства нового изделия на этапе освоения. Приобретение навыков применения метода экспертной оценки для выбора факторов при нормировании трудоемкости работ на освоение.
Используемое программное обеспечение- программа Excel. Системные требования: операционная система Windows 2000, Windows 98; процессор Intel Pentium Ш 600 мГц, оперативная память 128 Мб
Содержание и порядок выполнения лабораторной работы
В качестве исходного материала для выполнения лабораторной работы служат данные табл. 13.
Порядок выполнения лабораторной работы
1. Определение нормируемого вида работ, выполняемого на этапе освоения нового изделия. (Задается преподавателем из табл. 13).
2. Выбор наименования осваиваемого изделия в соответствии со специальностью студентов, выполняющих лабораторную работу (табл. 13).
3. Выбор группы факторов, соответствующих заданному виду работ и осваиваемому изделию.
4. Подготовка анкет опроса и экспертов для проведения экспертной оценки (см. табл. 14).
(Для одного вида работ выбирается не менее 5 экспертов)
5. Проведение экспертной оценки значимости каждого фактора путем заполнения экспертами подготовленных анкет опроса. (Необходима предварительная проработка студентами-экспертами характера и содержания заданного вида работ по освоению).
|
|
6. Обработка результатов экспертной оценки: сведение данных опроса в единую таблицу 15; ранжирование данных таблицы в виде матрицы рангов (табл.16).
7. Расчет коэффициента конкордации W и средневзвешенных значимостей факторов у по формулам 23, 24, 25.
8. Построение по данным расчета гистограммы ранжировки факторов (см. рис. 2).
9. Выбор наиболее важных факторов, определяющих трудоемкость выполнения работы.
10. Формулировка выводов и предложений по результатам работы.
Методические указания
Величина нормируемого показателя (трудоемкости) складывается под влиянием многих факторов. Для работ по освоению производства новых изделий все факторы делятся на две группы: факторы, характеризующие сложность осваиваемого изделия и факторы, характеризующие организационные условия освоения на производстве. Например, для работ по освоению интегральных микросхем к факторам 1-й группы можно отнести: степень интеграции, размер кристаллов, уровень стандартизации техпроцесса, количество технологических операций и др., к факторам 2-й группы - степень готовности производства к освоению, его гибкости или когда предприятие осваивает микросхему впервые или уже имеет опыт освоения, т.е. идет переосвоение изделия.
Каждый из указанных факторов в отдельности может не оказывать решающего влияния на трудоемкость. Однако общее их влияние достаточно сильно.
Первоначальный выбор факторов производится в процессе только те, которые оказывают наиболее сильное влияние на трудоемкость.
Таблица 13 - Исходные данные для выполнения работы № 5
| Наименование осваиваемых изделий | |||
| Интегральная микросхема | Электропривод | Электрическая машина | |
| 1 | 2 | 3 | |
| Вид работы: Доработка конструкторско-технологической Документации с учетом промышленных условий производства | |||
| Наименование факторов влияния
| |||
| 1.Степень интеграции 2.Диаметр пластин 3.Количество фотогравировок 4.Количество базовых кристаллов в серии 5.Количество процессов 6.Количество технологических операций 7.Уровень стандартизации техпроцесса 8.Количество типономиналов в серии | Сложность привода Степень новизны конструкции Потребляемая мощность Квалификация разработчиков Универсальность Уровень стандартизации, нормализации и унификации Быстродействие КПД | Сложность конструкции Степень новизны Установленная мощность Квалификация разработчиков Компактность конструкции Уровень стандартизации, нормализации и унификации Значение КПД | |
| Вид работы: Проектирование и изготовление оснастки | |||
Продолжение таблицы13
| 1 | 2 | 3 | ||
| Наименование факторов влияния | ||||
| 1.Степень интеграции
2.Количество технологических операций 3.Количество типономиналов в серии 4.Количество наименований оснастки
5.Уровень стандартизации техпроцесса 6.Уровень по нормализации оснастки | Смежность конструкции Степень новизны
Количество наименований оснастки Уровень стандартизации, нормализации и унификации оснастки Потребляемая мощность КПД | Сложность конструкции Степень новизны Количество наименований оснастки Уровень стандартизации, нормализации и унификации оснастки Установленная мощность Значение | ||
| Вид работы: Проектирование и изготовление оснастки | ||||
| Наименование факторов влияния | ||||
| 1.Степень интеграции
2.Выход готовых изделий 3.Количество технологических операций 4.Площадь кристалла 5.Количество фотогравировок
6.Уровень стандартизации процесса 7.Количество типономиналов в серии
8.Размер опытных партий и установочных серий | Сложность конструкции Степень новизны
Технологичность конструкции
Вес, габариты Размер опытных партий и установочной серии Потребляемая мощность
Уровень автоматизации производственного участка КПД | Сложность конструкции Степень новизны Технологичность конструкции Вес, габариты Размер опытных партий и установочной серии Значение Уровень автоматизации производственного участка КПД | ||
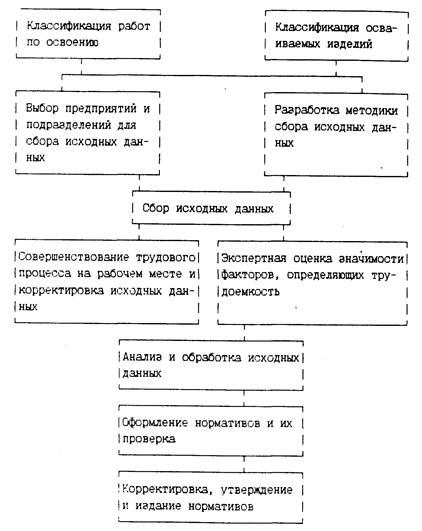
Рисунок. 2. - Схема последовательности разработки нормативов трудоемкости работ по освоению производства новых изделий
|
|
С этой целью используется метод экспертной оценки значимости факторов, включающий следующие четыре этапа: организация опроса; проведение опроса; обработка результатов опроса и получение оценок значимости факторов; анализ результатов. В качестве экспертов выбираются ведущие специалисты, имеющие большой опыт работы по освоению производства новых изделий.
При разработке анкет опроса важно четко поставить вопросы, обеспечив этим однозначность их понимания разными экспертами. В анкеты поместить все те факторы, которые были первоначально намечены на основе логического анализа и имеют наиболее широкое применение в технической документации и литературе. Пример анкеты представлен в табл. 14.
Таблица 14 - Анкета опроса специалистов для оценки значимости факторов, определяющих трудоемкость работ по освоению... (указывается наименование осваиваемого изделия).
| Ф.И.О., занимаемая должность эксперта | Наименование вида работ | Тип осваивания изделия |
| Значимость факторов в % | Наименование факторов | |
| Дата и подпись эксперта | ||
Примечание: Графа "Значимость факторов в %" заполняется с учетом того, что наибольший удельный вес должен падать на фактор, оказывающий наибольшее влияние на трудоемкость. Общая сумма значимостей факторов должна быть равна 100%.
Результаты опроса обрабатываются с помощью математических методов ранговой корреляции. Предварительно данные опроса экспертов сводятся в табл. 15.
Таблица 15
| № эксперта | Значимость факторов в % | ||||||||
| Номер фактора | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | … | |
| 1 2 3 … | |||||||||
Пусть m – общее количество экспертов, участвующих в оценке значимости факторов;
n – общее количество оцениваемых факторов.
По данным табл. 15 составляется матрица рангов (табл. 16)
Таблица 16 - Матрица рангов
| m/n | 1 | 2 | 3 | … | … | n | tj | Tj |
1
2
…
m

|
Примечание:
Примечание: tj - число повторений каждого ранга в j – м ряду;
|
|
 - суммарная ранжировка каждого из n факторов;
- суммарная ранжировка каждого из n факторов;
i - любой из оцениваемых факторов;
 (22)
(22)
Для оценки степени согласованности различных экспертов рассчитывается коэффициент конкордации (W) по формуле:
 (23)
(23)
 (24)
(24)
Коэффициент конкордации позволяет определить существует ли неслучайная согласованность во мнениях экспертов.
Чем ближе значение W к 1, тем выше будет степень неслучайной согласованности.
По данным матрицы рангов (рис. 3) определяется средневзвешенная значимость (у) для каждого из оцениваемых факторов по формуле:
 (25)
(25)
Для расчета W и yi целесообразно использовать ЭВМ. На основании рассчитанных по ф.25 значений у; строится гистограмма ранжировки факторов (рис. 3).
Гистограмма ранжировки факторов позволяет наглядно выделить наиболее важные факторы, характеризующиеся наибольшей величиной значимости (yi) и факторы, имеющие наименьшие величины значимостей.
Последние факторы предлагается опускать, оставляя значительно меньшее количество факторов, имеющих наибольшую степень влияния на трудоемкость.

Рисунок 3 - Гистограмма ранжировки факторов
Содержание отчета по практической работе
1. Изложение сущности метода экспертной оценки, особенностей применения его для выбора факторов влияния при нормировании работ по освоению новых изделий.
2. Исходные данные о виде работ, осваиваемом изделии и факторах влияния, анкета оценки значимости.
3. Сводная таблица результатов экспертной оценки и матрица рангов.
4. Расчет коэффициента конкордации W и средневзвешенных значимостей факторов у.
5. Гистограмма ранжирования факторов.
6. Выводы по результатам работы.
|
|
|

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!