Для нагрева стальных деталей при всех видах термической и химико - термической обработки основным оборудованием являются нагревательные нефтяные, газовые и электрические печи, ванны и агрегаты. Все оборудование термических цехов разделяется на основное, дополнительное и вспомогательное. К основному относится оборудование, применяемое для непосредственного выполнения технологических процессов термической обработки, которые связаны с нагревом и охлаждением металла: печи, ванны, установки пламенной закалки, установки ТВЧ, закалочные баки и т.д.
Дополнительное оборудование - это оборудование, используемое для операций, которые идут за закалкой и отпуском: моечные машины и промывные баки, правильные установки, дробеметные автоматы и т.д.
Вспомогательное оборудование - установки для приготовления твердого и жидкого карбюризаторов, газовых атмосфер, подъемно-транспортных машин, воздуходувок и т.д.
Наиболее совершенным оборудованием термических цехов являются автоматизированные и механизированные агрегаты, представляющие собой комплекс оборудования, который предназначен для выполнения технологических операций термической и химико-термической обработки, включая контроль и управление процессами.
Термические печи, применяемые в машиностроительной промышленности классифициру-ются по трем признакам: по технологическому, конструктивным особенностям и по источни-ку нагрева.
По технологическому признаку печи делятся в зависимости от операций, для которых они предназначены в термическом цехе: отжигательные, закалочные, цементационные, для азотирования и отпускные.
В зависимости от конструктивных особенностей печи подразделяются на: камерные, периодические и непрерывного действия, а в зависимости от применяемой тепловой энергии на: нефтяные, газовые и электрические.
Й разряд.
1. Отжиг - это первичная операция термической обработки, при которой стали нагре-вают выше критической точки Ас3 (или только выше Ас1 – неполный отжиг ) в зависимости от содержания углерода, выдерживают при этих температурах и затем медленно охлаждают вместе с печью.
Нагрев выше Ас3 обеспечивает полную перекристаллизацию стали. Медленное охлаждение при отжиге обязательно должно привести к распаду аустенита в перлитные структуры.
Цели и назначение отжига разнообразны. Отжиг применяют для снятия внутренних напряжений, повышения механических свойств металла, улучшения обрабатываемости режущим инструментом, снижения твердости и для подготовки структуры (выравнивание химического состава и структуры по сечению) к дальнейшей термической обработке.
В зависимости от температуры нагрева и назначения различают следующие виды отжига: полный, неполный, отжиг на зернистый перлит, изотермический, диффузионный.
Полный отжиг -осуществляется, главным образом, после горячей механической обработки и литья углеродистых и легированных сталей. Основной целью полного отжига кованых и литых деталей является измельчение зерна (исправления ферритной «видманштеттовой» структуры), смягчения металла для улучшения его обработки режущим инструментом и устранения внутренних напряжений. Это достигается нагревом, не превышающим 20-40 °С верхней критической точки Ас3 и медленным охлаждением с печью.
Время выдержки при температуре отжига обычно складывается из времени, необходимого для полного прогрева всей массы деталей, и времени, нужного для окончания структурных превращений. Температуру нагрева для деталей, изготовленных из углеродистых сталей, определяют по диаграмме состояния (рисунок 43), а легированных сталей - по положению критической точки Ас3, имеющейся в справочных таблицах.
| Рисунок 43 – Схема температур нагрева при различных видах отжига.
| |

В результате полного отжига деталей, изготовленных из доэвтектоидной углеродистой стали, получается пластинчатый перлит, а зерна феррита располагаются в виде разорванной сетки.
Неполный отжиг. Если до отжига структура стали была удовлетворительная, но сталь обладает повышенной твердостью и в деталях имеются внутренние напряжения, то целесообразнее применять неполный отжиг. Детали при таком отжиге нагревают при температуре выше точки Ас1, но ниже точки Ас3. Неполный отжиг изменяет структуру перлита, однако структура феррита может оставаться неизменной. Внутренние напряжения снимаются полностью, а сталь получает пониженную твердость и хорошо обрабатывается механически.
Отжиг на зернистый перлит (сфероидизация). Заэвтектоидные высокоуглеродистые инструментальные стали со структурой пластинчатого перлита имеют плохую обрабатываемость режущим инструментом. Поэтому заэвтектоидные углеродистые и легированные стали подвергают отжигу только на зернистый перлит.
Получение зернистого перлита достигается специальным видом отжига, близким по своему режиму к неполному отжигу. Сталь нагревают немного выше Ас1 с последующим охлажде-нием сначала до 700 °С, затем до 550-600 °С и далее на воздухе. Особенно важным для полу-чения зернистого перлита является точное соблюдение температурного режима, так как при очень медленном охлаждении зернистый перлит получается с крупными зернами, а часто с отдельными пластинками перлита, а при более быстром охлаждении образуется мелкозер-нистый (точечный) перлит. Поэтому для получения зернистого перлита применяют цикли-ческий или маятниковый отжиг. При таком отжиге сталь нагревают до 760-780 °С, после небольшой выдержки охлаждают вместе с печью до 680-700 °С и затем снова повторяют весь цикл несколько раз.
Изотермический отжиг. Этот вид отжига заключается в нагреве стали на 30-50 °С выше точки Ас3, охлаждении до температуры несколько ниже точки Аr1, изотермической выдержке при этой температуре для полного превращения аустенита и последующем охлаждении на воздухе. Изотермический отжиг позволяет сократить продолжительность циклов, используемых при обычном отжиге высоколегированной стали с 15-30 до 4-7 час. и дает однородную структуру. Такой отжиг особенно необходим для высокохромистых сталей с устойчивым аустенитом.
Диффузионный отжиг (гомогенизация). Он производится для устранения или уменьшения химической неоднородности, получаемой при затвердевании стальных слитков (дендритная ликвация). Выравнивание химического состава стали, уничтожение дендритной ликвации осуществляется путем диффузии (перемещения) атомов примесей из мест с высокой их концентрацией в места с низкой концентрацией. Для обеспечения хороших условий диффузии атомов диффузионный отжиг стали проводят при высоких температурах (1100-1200 °С), с длительной выдержкой (от 10-15 час.) и медленным охлаждением.
Длительная выдержка при высокой температуре приводит к укрупнению зерен. Для измель-чения зерен после диффузионного отжига часто применяют обыкновенный отжиг. Такому от-жигу подвергают слитки хромоникелевых, марганцовистых и других высококачественных ста-лей.
Рекристаллизационный (разупрочняющий) отжиг. При деформации стали в холодном состоянии происходит ее наклеп. Зерна феррита и перлита вытягиваются по направлению деформации. Вследствие этого наклепа искажается кристаллическая решетка, сталь становится более жесткой, твердой и пластичность ее резко падает. Для восстановления пластичности и устранения наклепа деформированную сталь (обычно листовую) подвергают рекристаллизаци-онному отжигу. Отжиг обычно производят при температуре 650-680 °С, в результате чего вместо старых вытянутых зерен в исходной структуре образуются новые, равновесные зер-на и сталь становиться мягкой и вязкой. Для сохранения чистой и блестящей поверхности холоднокатаных стальных листов и ленты рекристаллизационный отжиг производят в печах с нейтральной (не окисляющей) атмосферой.
Нормализация. Термическую операцию, при которой сталь нагревают до температуры 30 -50 °С выше верхних критических точек Ас3 (для доэвтектоидных сталей) и Асm (для заэвтек-тоидных сталей), выдерживают при этой температуре и затем охлаждают на спокойном воздухе, называют нормализацией. Нормализация есть разновидность отжига с несколько более скорым охлаждением. Нормализацией устраняют внутренние напряжения и наклеп, по-вышают механические свойства и подготавливают структуру стали для окончательной термической обработки.
При нормализации превращения аустенита происходят с большей степенью переохлаждения, чем при отжиге, поэтому перлит имеет более тонкую структуру. В результате нормализации сталь получает нормализованную с однородной, мелкозернистой структурой.
При нормализации среднеуглеродистых и малолегированных сталей образуется структура сорбитообразного перлита или сорбита и свободного феррита.
При этом прочность и ударная вязкость нормализованной стали значительно выше, чем отожженной. Например, у хромистой стали 40Х после отжига σв = 65,5кгс/мм², d= 21 %, aк = 5,65кгс/см², а после нормализации σв = 75,4кгс/мм², d= 20,9 %, aк = 7,8кгс/см².
Нормализация стали по сравнению с отжигом является более коротким процессом термичес-кой обработки, т. е. более производительным. Поэтому углеродистые стали целесообразнее нормализовать, а не отжигать.
2.Цементация -один из видов химико-термической обработки - насыщение поверхностного слоя деталей углеродом. Атомарный углерод поглощается поверхностью деталей, находящихся в нагретом (аустенитном) состоянии. В результате образуется цементованный слой на определенную глубину, для большинства тракторных и автомобильных деталей глубина цементованного слоя принимается равной 0,6 - 2,0 мм. Для твердой цементации применяют твердые карбюризаторы. Цементованные детали в твердом карбюризаторе проходят двойную закалку, так как задача цементации - получить высокую поверхностную твердость и износоустойчивость при вязкой сердцевине - не решается одной цементацией. Цементацией достигается лишь выгодное распределение углерода по сечению. Но последующая закалка с получением высокоуглеродистого мартенсита на поверхности, с сохранением низкой твердости и высокой вязкости сердцевины является операцией, окончательно формирующей свойства цементированной детали.
Недостатками твердой цементации являются значительная трудоемкость, невысокая произво-дительность, обилие угольной пыли и грязи.
Газовая цементация заключается в насыщении поверхности стальных деталей углеродом в атмосфере углеродосодержащих газов. Газовую цементацию широко применяют в машино-строении, т.к. она является прогрессивным и экономическим процессом. При газовой цемен-тации детали науглероживаются в 2-3 раза быстрее (глубины слоя до 10 мм), чем при твер-дой цементации, а цементованный слой получается более однородным. Она производится в механизированных методических (непрерывно действующих) конвейерных и шахтных печах, а также в безмуфельных агрегатах.
Выбор режима (температуры и времени выдержки) цементации определяется заданной глубиной цементованного слоя. С повышением температуры науглероживание резко возрас-тает. Однако повышение температуры ведет не только к увеличению науглероживания, но и к росту зерна аустенита в стали преждевременному прогару жароупорных муфелей и ре-торт, поэтому в практике производства цементацию производят при 920-930 °С. Цементацию рекомендуют вести так, чтобы содержание углерода в наружном слое не превы-шало 1,1 - 1,2 %. Более высокое содержание сообщает слою повышенную хрупкость. После цементации детали подвергают закалке и отпуску при низкой температуре 150-200 °С для снятия внутренних напряжений. Детали, цементованные в газовой атмосфере, подвергают одинарной закалке непосредственно из цементационной печи после предварительного под-стуживания с температуры цементации 920 – 930 °С до 800-840 °С. После закалки и отпуска структура цементованного слоя для стали 25ХГТ состоит из мелкоигольчатого мартенсита, незначительного количества остаточного аустенита и мелких карбидов, твердость поверхнос-ти 56-62 НRС, структура сердцевины - троостит или троостосорбит, ее твердость 28- 32 НRС. За глубину цементованного слоя принимают расстояние от поверхности до исходной структуры.
Для цементации применяют стали 25ХГТ и 25ХГМ. Наблюдается тенденция применять для цементации стали с более высоким содержанием углерода (0,25- 0,35 % вместо 0,10 – 0,20 %).
Более прочная сердцевина позволяет применять менее глубокие цементованные слои, что ве-дет к сокращению продолжительности процесса.
Недостатками твердой цементации являются значительная трудоемкость, невысокая производительность, обилие угольной пыли и грязи.
Существуют более экономичные процессы химико-термической обработки. Например,
нитроцементация по сравнению с газовой цементацией имеет следующие преимущества:
1) ускорение насыщения поверхности углеродом и азотом на 30-35 %;
2) использование более низких температур с минимальным разрушением и изнашиванием цементационных печей;
3) получение минимальных деформаций;
4) повышение износостойкости деталей;
5) повышение способности к закаливанию нитроцементованного слоя, что допускает полную закалку в масле.
3.Термообработка латуней и бронз.
Термообработка латуней применяется в основном для снятия напряжения и устранения микропористости, восстановления структуры. Закалка латуней не нашла практического применения. Латуни подвергаются отжигу. Отжиг проводиться для снятия наклепа и восстановления структуры. При отжиге детали загружаются в печь, нагретую до требуемой температуры.
Латуни, даже весьма незначительно деформированные, при хранении во влажной атмосфере растрескиваются, поэтому все изделия и полуфабрикаты надо подвергать низкотемпературному отжигу: изделия из латуни при 250- 270 °С, поковки - при 250-650 °С. Промежуточный отжиг при обработке латуни давлением, а также отжиг поковок произво-дится при температурах от 540- 720 °С в зависимости от марки сплава. Охлаждение после отжига производится на воздухе или с печью. Отливки из латуни, которые в процессе их обработки и эксплуатации должны иметь наименьшие деформации, отжигают при 300-350 °С с выдержкой 2-4 часа. Отливки из латуни ЛК80-3Л для устранения микропористости следует подвергать гомогенизации при 750- 760 °С в течение 1-1,5 час. При значительной пористости гомогенизацию следует производить два раза.
Термообработка бронз. В зависимости от химического состава бронзы разделяются на оловянистые (оловянные) и безоловянистые. При термической обработке загрузка изделий может производиться в печь, нагретую до требуемой температуры. Охлаждать после отжига изделия можно с печью или на воздухе. Температура отжига назначается в зависимости от толщины материала. Для лент, проволоки малого сечения (до 0,5 мм) можно рекомендовать температуру на 10 % ниже предлагаемой в справочниках.
Температура отжига в зависимости от марки находится в пределах 600 – 750 °С. Уточнить можно в любом справочнике.
Для облегчения обработки давлением отливки из ряда оловянистых бронз, подвергают гомогенизации при 700- 750 °С. Гомогенизация уменьшает дендритную ликвацию в бронзах и приближает их структуру к состоянию близкому к равновесному. Для снятия внутренних напряжений в отливках их отжигают при 550 °С, 1ч.
Отливки, обнаруживающие течь при гидравлических испытаниях, отжигают для повышения плотности по режиму: нагрев до 700- 710 °С, выдержка 2 часа на каждые 25 мм толщины и охлаждение вместе с печью.
Пружинную бронзу, поставляемую в нагартованном состоянии, нельзя подвергать отжигу для облегчения загибки. В отдельных случаях для этой цели разрешается отпуск при температуре 300-320 °С.
Алюминиевые бронзы, содержащие 9-11 % алюминия, а также никель, марганец и железо могут быть упрочнены термической обработкой (закалкой и дисперсионным старением). Например, твердость бронзы Бр.АЖН10-4-4 после закалки при 980 °С и отпуска при 400 °С повышается от 170-200 НВ до 400 НВ. При определенной скорости охлаждения (не меньше критической) протекает бездиффузионное сдвиговое превращение и образуется мартенситная структура
Бериллиевая бронза дисперсионно твердеющий сплав.
Закалку бериллиевой бронзы при 760-780 °С следует производить в воде с температурой не выше 20 °С, а время переноса изделия из печи в бак, должно быть самым коротким. Нерезкая закалка ухудшает пружинные свойства этой бронзы. Нагрев под закалку заготовок из бериллиевой бронзы лучше всего производить в атмосфере диссоциированного аммиака. Нагрев в среде диссоциированного аммиака дает возможность выявить брак материала до изготовления деталей, так как водород аммиака, соединяясь с окислами, находящимися в металле, образует вздутия или пузыри на поверхности заготовки.
При нагреве в обычной камерной печи в атмосфере воздуха следует применять следующие меры:
1) противень, на который укладываются изделия, должен быть чистым от грязи, масла и окалины.
2) изделия на противень укладываются равномерно. Нагрев навалом ухудшает качество изделий. Время выдержки нагретых изделий при 760- 780 °С, должно быть 8 -12 мин.
Облагораживание бериллиевой бронзы производить в воздушной печи или селитровой ванне при Т = 310 – 320 0С. Время облагораживания примерно 2-3 час.
Й разряд.
1. Закалка стали (см. разряд 1-2).
Закалочные среды.
Вода (без добавок) является резко охлаждающей средой. Скорость охлаждения металла в воде зависит от его температуры и температуры воды.
Закалочная способность масел ниже, чем воды. Масляные закалочные среды имеют ряд недостатков, образуют нагар на металле, выделяют дым и пар, разлагаются.
Закалочная способность эмульсионных сред умеренная. Закалочная способность расплавов солей и металлов наиболее низкая. Используют их реже, чем остальные среды, из-за сложностей в обращении. Применяют в качестве закалочной среды при изотермической и ступенчатой закалке.
При выборе закалочной среды скорость охлаждения стали должна быть выше критической, т.е. должна обеспечивать при охлаждении превращение аустенита в мартенсит.
Различные закалочные среды имеют различные скорости охлаждения от υ1 до υкр (см. рисунок 45).
Превращения в стали при охлаждении (распад аустенита).
Аустенит является устойчивым только при температуре выше 723 °С (точка Аr1). При охлаждении стали нагретой до аустенитного состоянии ниже точки Аr1 в интервале температур 650-500 °С, аустенит становится неустойчивым (область наименьшей устойчивости аустенита) - начинается его превращение. Свойства и строение продуктов превращения зависят от температуры, при которой происходил процесс его распада. Продуктами распада аустенита являются мартенсит, троостит и сорбит (см. разряд 1-2).
Превращение в аустените при постоянной температуре изображается в виде диаграммы изотермического превращения (рисунок 44). Особенностью диаграммы является измерение температуры через каждые 50 0С. По горизонтали оси диаграммы наносится время в логарифмической шкале. По вертикальной шкале – температура (слева), твёрдость (справа).
| Рисунок 44 – Диаграмма изотермического превращения аустенита для стали с 0,8 % С
| |

Охлаждая стальной образец до 700 0С и выдерживая его при этом температуре, видно, что в течение времени до точки а, т.е. до пересечения горизонтали, соответствующей 700 0С с кривой I, в аустените никаких превращений не происходит. Этот период времени называют инкубационным. В точке а начинается распад аустенита, продолжающийся до точки b, где происходит превращение из аустенита в перлит. Охлаждая образец до 650 0С, т.е. до точек начала а1 и конца b1 распада аустенита, можно заметить, что инкубационный период уменьшается, в результате чего образуется сорбит. При охлаждении образца до 500 0С (до точек а 2 и b 2) аустенит превращается в троостит. Ниже температуры 500 0С образуется структура, называемая бейнитом или игольчатым трооститом. Соединяя перечисленные точки получаются две С-образные кривые. Кривая I соответствует началу превращения, а кривая II – окончанию распада аустенита.
Точку Мн называют точкой начала мартенситного превращения, а точку Мк – точкой окончания мартенситного превращения.
На диаграмму изотермического распада аустенита можно нанести термические линии охлаждения от υ1 до υкр (рисунок 45).
| Рисунок 45 – Кривые охлаждения на диаграмме термического распада
| |
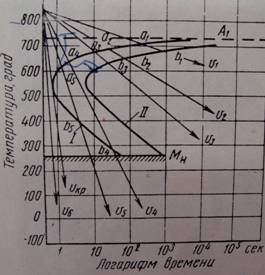
При медленном охлаждении образца со скоростью υ1 линия υ1 пересечёт кривую I и II в точках а1 и b1. При этих температурах, соответствующих положениям точек а1 и b1, произойдёт превращение аустенита в перлит. При большей скорости аустенит переходит в сорбит и т.д. Наконец при наибольшей скорости υкр в стали получается мартенсит. Такое охлаждение вызывает закалку. Наименьшую из скоростей охлаждения, при которой в закаливаемой стали из аустенита образуется только мартенсит, называют критической скоростью закалки.






