Лекция6 осень 2017
БАЗИРОВАНИЕ НА ПЛОСКОСТЬ И ДВА ОТВЕРСТИЯ
(продолжение)
Погрешности базирования
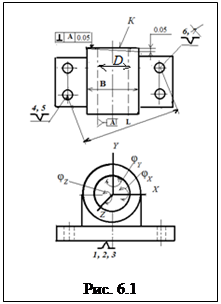 Рассмотрим образование погрешностей расположения заготовки и, соответственно, погрешностей выполнения требований точности на примере обработки корпуса подшипника (рис. 6.1).
Рассмотрим образование погрешностей расположения заготовки и, соответственно, погрешностей выполнения требований точности на примере обработки корпуса подшипника (рис. 6.1).
Корпус устанавливается на основание (установочная технологическая база – лишает 3 степени свободы) и на два отверстия (левое отверстие должно лишать 2-х степеней свободы, правое отверстие – 1-ой степени свободы). Для обеспечения правильного распределения лишаемых степеней свободы между выбранными технологическими базами левое отверстие устанавливают на короткий цилиндрический палец, а правое – на короткий срезанный палец.
Сопряжения базовых отверстий корпуса с установочными пальцами на приспособлении должны выполнятся по подвижной посадке и предполагают обязательные зазоры, в пределах которых корпус (заготовка) может самоустанавливаться со смещением относительно осей пальцев. Максимальное значение каждого из зазоров равно (рис. 6.2, а):
 (6.1)
(6.1)
Налицо скрытое несовмещение измерительной и технологической баз: измерительными базами являются оси базовых отверстий на заготовке, а технологическими базами –образующие линии цилиндрических отверстий, контактирующие с опорами-пальцами. Заготовка может сместиться параллельно самой себе вдоль осей X и Y, или встать с перекосом в плоскости ZOX.
Несовмещение измерительных и технологических баз должно сопровождаться погрешностями базирования. Наибольшие погрешности базирования будут в случае максимальных зазоров.
Для размеров, выполняемых вдоль осей ХиZ, максимальная возможная погрешность базирования равна(рис. 6.2, б):
 (6.2)
(6.2)
В пределах зазоров заготовка может установиться с перекосом, что приводит к образованию погрешности взаимного расположения обрабатываемых поверхностей на заготовке.
Например, на корпусе (см. рис. 6.1) требуется обеспечить перпендикулярность поверхностей А и К в пределах 0,05 мм.
Максимально возможный угол φперекоса заготовки определяют с помощью построения треугольника O1’O2’O2” (рис. 6.2, в).Меньший катет треугольника складывается из двух отрезков, равных половине максимальных зазоров в первом и втором отверстиях:
 (6.3)
(6.3)

Угол перекоса заготовки:
 (6.4)
(6.4)
Погрешность базирования по неперпендикулярности торца К к отверстию D (измеряется на длине В торца):
 (6.5)
(6.5)
Поскольку при обработке отверстия D на предыдущей технологической операции заготовка могла повернуться на угол φ в одном направлении (например, по часовой стрелке), а на операции фрезерования торца в противоположную сторону, то суммарная погрешность взаимного расположения торца К и отверстия D при обработке на разных технологических операциях – удваивается:
 (6.6)
(6.6)
При этом, полученное значение не должно превышать половину допуска на неперпендикулярность (поскольку, погрешность базирования –только часть погрешность установки).
Пути снижения погрешностей базирования:
1. Из формул 6.2, 6.6 следует, что погрешности базирования при рассматриваемом базировании будут тем меньше, чем меньше допуски на диаметры базовых отверстий на заготовке;
2. Погрешность базирования при перекосе будет тем меньше, чем больше расстояние L между базовыми отверстиями;
3. Погрешность взаимного расположения обрабатываемых поверхностей будет полностью отсутствовать при обработке поверхностей, взаимосвязанных требованиями точности расположения, на одной операции за один установ.
Рекомендации по выполнению этапов разработки.
Этап 1.Выявление действующих на заготовку сил до её закрепления и в процессе выполнения технологической операции. Выявленные силы рассчитывают и ранжируют по модулю и по степени опасности для смещения заготовки. Несущественные силы исключают из дальнейшего рассмотрения.
Инерционные силы принимают во внимание при:
· вращении заготовки со смещением центра масс относительно оси вращения,
· быстром подводе-отводе заготовки в зону обработки вместе с приспособлением,
· реверсах вращения,
· установке на опоры тела сложной формы.
Выявление опасных ситуаций.
Смещающие силы могут принимать разные значения по мере изменения положения заготовки относительно инструмента (или положения инструмента относительно заготовки). Причинами могут быть:
- неравномерность припуска;
- изменение плеч моментов сил;
- изменение размеров обрабатываемой поверхности;
- изменение прочностных характеристик удаляемого припуска.
 Направления сил резания определяются направлениями рабочих движений при выполнении данной технологической операции.
Направления сил резания определяются направлениями рабочих движений при выполнении данной технологической операции.
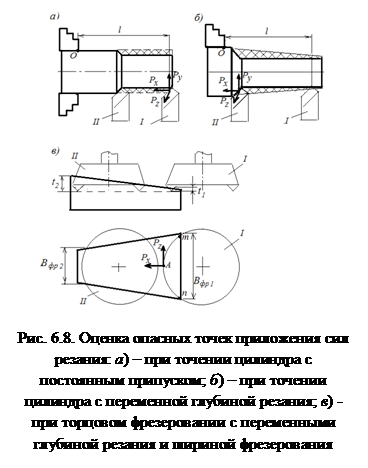
При анализе выявляют наиболее опасное сочетание точек приложения и направлений действия смещающих сил.
Далеко не всегда наиболее опасная ситуация очевидна. Например, на рис. 6.10, а, б сила Рy наиболее опасна на наибольшем удалении резца от кулачков патрона (положение I), а на рис. 6.210, б из-за переменного припуска опасным может оказаться положение резца II, где глубина резания наибольшая. На рис. 6.10, в наибольшие значения силы резания могут иметь место при положении II фрезы из-за большей глубинырезания, или в положении I фрезы из-за наибольшей ширины фрезерования. В таких и в подобных случаях необходимо произвести расчёт необходимого усилия закрепления W, и для дальнейшего проектирования выбрать ту ситуацию, где потребовалась наибольшая сила W.
Лекция6 осень 2017
БАЗИРОВАНИЕ НА ПЛОСКОСТЬ И ДВА ОТВЕРСТИЯ
(продолжение)
Погрешности базирования
Рассмотрим образование погрешностей расположения заготовки и, соответственно, погрешностей выполнения требований точности на примере обработки корпуса подшипника (рис. 6.1).
Корпус устанавливается на основание (установочная технологическая база – лишает 3 степени свободы) и на два отверстия (левое отверстие должно лишать 2-х степеней свободы, правое отверстие – 1-ой степени свободы). Для обеспечения правильного распределения лишаемых степеней свободы между выбранными технологическими базами левое отверстие устанавливают на короткий цилиндрический палец, а правое – на короткий срезанный палец.
Сопряжения базовых отверстий корпуса с установочными пальцами на приспособлении должны выполнятся по подвижной посадке и предполагают обязательные зазоры, в пределах которых корпус (заготовка) может самоустанавливаться со смещением относительно осей пальцев. Максимальное значение каждого из зазоров равно (рис. 6.2, а):
(6.1)
Налицо скрытое несовмещение измерительной и технологической баз: измерительными базами являются оси базовых отверстий на заготовке, а технологическими базами –образующие линии цилиндрических отверстий, контактирующие с опорами-пальцами. Заготовка может сместиться параллельно самой себе вдоль осей X и Y, или встать с перекосом в плоскости ZOX.
Несовмещение измерительных и технологических баз должно сопровождаться погрешностями базирования. Наибольшие погрешности базирования будут в случае максимальных зазоров.
Для размеров, выполняемых вдоль осей ХиZ, максимальная возможная погрешность базирования равна(рис. 6.2, б):
(6.2)
В пределах зазоров заготовка может установиться с перекосом, что приводит к образованию погрешности взаимного расположения обрабатываемых поверхностей на заготовке.
Например, на корпусе (см. рис. 6.1) требуется обеспечить перпендикулярность поверхностей А и К в пределах 0,05 мм.
Максимально возможный угол φперекоса заготовки определяют с помощью построения треугольника O1’O2’O2” (рис. 6.2, в).Меньший катет треугольника складывается из двух отрезков, равных половине максимальных зазоров в первом и втором отверстиях:
(6.3)
Угол перекоса заготовки:
(6.4)
Погрешность базирования по неперпендикулярности торца К к отверстию D (измеряется на длине В торца):
(6.5)
Поскольку при обработке отверстия D на предыдущей технологической операции заготовка могла повернуться на угол φ в одном направлении (например, по часовой стрелке), а на операции фрезерования торца в противоположную сторону, то суммарная погрешность взаимного расположения торца К и отверстия D при обработке на разных технологических операциях – удваивается:
(6.6)
При этом, полученное значение не должно превышать половину допуска на неперпендикулярность (поскольку, погрешность базирования –только часть погрешность установки).
Пути снижения погрешностей базирования:
1. Из формул 6.2, 6.6 следует, что погрешности базирования при рассматриваемом базировании будут тем меньше, чем меньше допуски на диаметры базовых отверстий на заготовке;
2. Погрешность базирования при перекосе будет тем меньше, чем больше расстояние L между базовыми отверстиями;
3. Погрешность взаимного расположения обрабатываемых поверхностей будет полностью отсутствовать при обработке поверхностей, взаимосвязанных требованиями точности расположения, на одной операции за один установ.
Условие установки на два цилиндрических пальца
Из-за погрешностей расстояния между осями пальцев на приспособлении (L ± Тп/2) и осями базовых отверстий на партии заготовок(L ± То/2) установка отдельных заготовок на приспособление может не состояться.
Для вывода условия установки примем одно из двух критических положений, когда заготовка ещё может установиться на пальцы: расстояние L между осями пальцев наибольшее в пределах допуска, а расстояние между осями отверстий наименьшее (рис. 6.3). При этом зазоры в сопряжениях базовых отверстий с пальцами оказались минимальными. Рассматривают размерную цепь в для этого случая:
 (6.7)
(6.7)
Преобразовав равенство и сократив в правой и левой части одинаковые сомножители и слагаемые, получим:
 (6.8)
(6.8)
- установка заготовки состоится, если сумма допусков на размер L равна сумме минимальных зазоров в сопряжениях пальцев с отверстиями:

Установка тем более состоится, если сумма допусков Т меньше суммы минимальных зазоров:
 (6.9)
(6.9)
Неравенство (6.9) называют условием установки заготовки на два цилиндрических пальца.
Из условия следует: для облегчения установки заготовки нужно уменьшать допуски на размер L и увеличивать зазоры в сопряжениях пальцев с отверстиями.
Первый путь выполнения условия (6.9) потребует повышения точности расположения отверстий на заготовке. Высокая точность расположения пальцев обычно не вызывает проблем, поскольку это делается однократно на координатно-расточном станке при изготовлении корпуса приспособления. А вот повышение точности размера L на партиях заготовок приведёт к существенному повышению стоимости заготовок.
Второйпуть – увеличение минимальных зазоров – сопровождается увеличением погрешностей базирования (см. выше). Это не всегда допустимо.





