
Приложение 26.
ЛЕНИНГРАДСКОЕ СТАНКОСТРОИТЕЛЬНОЕ ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ им. Я. М. СВЕРДЛОВА
ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ СВЕРЛ ИЛЬНО-ФРЕЗЕРНО-РАСТОЧНЫЙ Модель ЛР400ПМФ4М
Предназначен для обработки корпусных деталей размерами 1000Х1000х1000, массой до 3 т. ГПМ может работать в автономном режиме, а также в составе гибких производственных систем (ГПС), автоматизированных участков, технологических комплексов в режиме малолюдной или безлюдной технологии.
Класс точности — П.
ГПМ включает в себя технологическую единицу - многоцелевой станок с ЧПУ и средства автоматизации технологического процесса. Станок имеет поперечно-подвижную стойку, несущую шпиндельную бабку, установленную с возможностью вертикального перемещения. Шпиндельная бабка выполнена с горизонтальным выдвижным шпинделем и имеет механизм закрепления шпиндельных головок. Станок оснащен продольно-поворотным столом для установки столов-спутников; сменным инструментальным магазином с возможностью автоматической смены кассеты на 64 инструментальных гнезда или стационарными магазинами на 64, 96, 128, 160, 192, 288 гнезд; роботом-манипулятором напольного типа с автооператором для смены инструментов в шпинделе в сменной угловой головке с вертикальной осью и планшайбе; магазином для сменных инструментальных головок на три позиции; пристаночным накопителем столов-спутников на два - четыре стола-спутника; кабиной, ограждающей рабочую зону и смонтированной на санях; устройством подачи СОЖ; устройством сбора и удаления стружки и СОЖ; контрольно-измерительными средствами; устройством ЧПУ, обеспечивающим выполнение функций модуля в автономном режиме и возможность его связи с ЭВМ верхнего уровня.
ГПМ мод. ЛР400ПФ4М обеспечивает выполнение следующих технологических операций: сверление отверстий диаметром 5-30 мм, рассверливание отверстий до диаметра 50 мм, центрирование и зенкерование отверстий; черновое, получистовое и чистовое фрезерование плоскостей, пазов, уступов, в том числе контурное фрезерование поверхностей концевыми, торцевыми и дисковыми фрезами, включая чистовую обработку плоскостей фрезами из эльбора; черновое получистовое, чистовое растачивание отверстии; черновое, получистовое, чистовое растачивание отверстий до диаметра 250 мм однолезвийным инструментом и развертывание отверстий; нарезание резьбы в отверстиях метчиками (М6 - М27); межпереходные и межоперационные контрольно-измерительные операции с помощью измерительных головок.
Весь цикл обработки от подачи заготовки до съема готового изделия осуществляется, автоматически по программе.
Конструкция ГПМ позволяет производить обработку изделия с пяти сторон с одной установки.
Технологические возможности модуля расширены за счет оснащения магазином сменных головок.
Угловая головка позволяет обрабатывать изделие сверху вращением инструмента относительно вертикальной оси. Магазин сменных головок размещен на автономной станине. Смена головок осуществляется в автоматическом режиме путем непосредственного взаимодействия магазина головок и шпиндельной бабки станка.
Магазин сменных головок обеспечивает повышение производительности за счет сокращения времени на смену инструментальных головок, а также повышение точности, надежности и долговечности за счет исключения ударных нагрузок при смене головок в магазине и обеспечения защиты стыковочных поверхностей от загрязнения.
Инструментальный магазин выполнен с вертикальной осью поворота и имеет сменные инструментальные двух-трехъярусные кассеты в виде набора дисков, по периферии которых размещены гнезда под инструменты.
Смена инструментов в шпинделе станка, в магазине инструментов и в головках осуществляется роботом-манипулятором, две руки которого установлены с возможностью перемещения относительно четырехкоординатных осей.
Устройство для зажима инструмента в шпинделе станка обеспечивает высокую надежность фиксации зажатого инструмента, а также увеличение срока его службы.
ГПМ может быть оснащен съемной программируемой планшайбой, которая снимается и устанавливается в автоматическом режиме.
Изобретение обеспечивает программирование комбинаций вращательного движения планшайбы и радиального перемещения суппорта, повышение точности обработки, уменьшение габарита планшайбы, увеличение крутящего момента, обеспечение длительной и надежной работы расточного устройства, а также расширение функциональных возможностей станка без снижения его производительности, в частности, растачивание отверстий большого диаметра, обтачивание наружных поверхностей, обработку поверхностей сложного профиля, подрезку торцовых поверхностей большого диаметра.
В отличие от существующих аналогов ГПМ мод. ЛР400ПМФ4М имеет оригинальное выполнение шпиндельной бабки, шпиндельного узла и пневматического уплотнения, зажима инструментов, устройства уравновешивания вертикально-подвижного узла, магазина сменных инструментальных головок и решение задачи автоматизации установки и снятия тяжелых сменных головок путем непосредственной передачи любой головки в произвольном порядке из ячейки магазина на шпиндельную бабку, а также задачи автоматической смены инструмента в головках и планшайбе; новизна формы основных композиционных элементов и их новое взаимное расположение.
По сравнению с базовой моделью - многоцелевым станком 2В623ПМФ4 ГПМ мод. ЛР400ПМФ4М имеет следующие преимущества: коэффициент роста производительности повысился до 2,56 (за счет отмены операции разметки в связи с тем, что на ГПМ начало отсчета определяется с помощью измерительной головки в автоматическом режиме; сокращения времени установки детали, так как на ГПМ смена изделия производится в автоматическом режиме на столах-спутниках; увеличения скорости быстрых перемещений до 12 000 мм/мин; увеличения частоты вращения шпинделя до 3150 мин-1; обработки пятой стороны угловой головкой, устанавливаемой из магазина в автоматическом режиме);
штучное время обработки детали 79,9 мин;
время смены инструмента 15 с;
автоматическая смена инструмента и изделия;
автоматическая смена головок и планшайбы с возможностью автоматической смены инструмента;
автоматизированная уборка стружки;
автоматизированный периодический контроль начала отсчета координат;
автоматизированный контроль целостности мелких инструментов;
автоматизированный контроль правильности установки стола-спутника с заготовкой и выборочный контроль размеров;
автоматизированный учет фактического времени работы режущих инструментов;
занимаемая площадь 64,5 м2;
количество высвобождаемых рабочих 3,32 чел.
ГПМ может эксплуатироваться в качестве автономной производственной единицы. Норма обслуживания станка - один станочник 4-го разряда на четыре ГПМ в каждую смену.
Трудоемкость технического обслуживания для подготовки ГПМ к работе ориентировочно 2 - 3 ч в сутки, Общецеховые службы - ОТК, хранения и подготовки инструмента, приспособлений и заготовок, включая их закрепление на спутнике, должны обеспечивать в течение первой смены возможность работы ГПМ в течение второй и третьей смен без непосредственного участия станочника при минимальном вмешательстве общецехового обслуживающего персонала. Установленная безотказная наработка не менее 16 ч в сутки (не менее 80 ч в неделю). Срок службы до первого капитального ремонта - 14 лет при двухсменной работе.
Разработчик - Ленинградское СПО им. Я. М. Свердлова.
Основные данные
Наибольшие размеры обрабатываемых деталей, мм.………………..1000*1000*1000
Наибольшая масса обрабатываемой детали (со столом-спутником и зажимным устройством), кг……………………………………………………………………..………………..4000
Размеры рабочей поверхности стола-спутника по ГОСТ 6569-75, мм:
Ширина…………………………………………………………………………..1250±0,1
Длина…………………………………………………………………………….1250±0,1
Диаметр выдвижного шпинделя, мм………………………………………………...125
Конец выдвижного шпинделя по ГОСТ 24644-81 со степенью точности конуса по ГОСТ 19860-74……………………………………………………………………..50АТ5
Наибольшее перемещение выдвижного шпинделя W, мм……………………….710
Наибольшее перемещение саней стола Z, мм:
Рабочее………………………………………………………………………………..1250
Общее…………………………………………………………………………………2250
Наибольшее перемещение саней шпиндельной бабки Y, мм…………………….1400
Наибольшее перемещение саней стойки X, мм:
рабочее………………………………………………………………………………..1150
общее………………………………………………………………………………….2250
Частота вращения шпинделя, об/мин…………………………………6,3-3150 (±10%)
Количество частот вращения шпинделя……………………………...Кратно 1 об/мин
Наибольший крутящий момент на шпинделе, Нм (кгсм)…………………...1765(180)
Наибольшее тангенциальное усилие резания при растачивании одноконечным резцом, закрепленным в выдвижном шпинделе, при вылете не более 200 мм, Н (кгс)……………………………………………………………………………..7850(800)
Передаточные отношения механической части привода:
в диапазоне I (до п = 500 об/мин) …………………………………………………...0,25
в диапазоне II (до га=3150 об/мин) ………………………………………………..1,575
Пределы рабочих подач:
по осям X, Y, Z, W, мм/мин1... …………………………………………….6000 (±10%)
по оси В, об/мин……………………………………………………………………1/360...1 (±10%)
Скорость быстрого перемещения:
по осям X, Y, Z, W, мм/мин……………………………………………………………………..1200.0 (±10%)
по оси В, об/мин……………………………………………………………….3,8 (±10%)
Наибольшее усилие подачи, Н (кгс):
по осям X, Y…………………………………………………………………15700 (1600)
по оси Z……………………………………………………………………...19600 (2000)
по оси W……………………………………………………………………....9800 (1000)
Емкость инструментального магазина, шт. …………………………………………..64
Наибольший диаметр инструмента, мм:
без пропуска гнезд…………………………………………………………………….125
с пропуском гнезд……………………………………………………………………..250
Наибольшая длина инструмента, мм………………………………………………...550
Наибольшая масса инструмента, кг…………………………………………………...30
Время смены инструмента, с…………………………………………………………..15
Количество накопителей столов-спутников…………………………………………...2
Емкость накопителя столов-спутников, шт. ………………………………………..…1
Время смены столов-спутников, мин…………………………………………………..3
Емкость магазина угловых головок, шт………………………………………………..2
Ремонтная сложность:
механической части, Rм………………………………………………………………160
электрической части, Ra………………………………………………………………170
Габаритные размеры модуля без приставного оборудования, мм, не более:
длина…………………………………………………………………………….8525±150
ширина…………………………………………………………………………..7485±150
высота……………………………………………………………………………5150±150
Площадь, занимаемая модулем с приставным оборудованием, м2, не более…..101.2
Масса модуля, кг, не более:
без приставного оборудования………………...………………………….. 43300 (±6%)
с приставным оборудованием……………………………………………...48500 (±6%)
Электрооборудование
Питающая электросеть:
род тока…………………………………………….…………..переменный трехфазный
напряжение, В……………………………………………………………….......380±10%
частота, Гц. ……………………………………………………………….. ………...50±2
Тип автомата на вводе…………………………………………………NZM11-400-R+V
Номинальный ток расцепителей вводного
автомата, А…………………………………………………………………………….400
Электродвигатели:
привода главного движения:
номинальная мощность, кВт…………………………………………………………...40
номинальная частота вращения, об/мин…………………………………………....1060
максимальная частота вращения, об/мин…………………………………………..2500
привода подач по осям X, Y, Z, W, и В:
номинальный вращающий момент, Нм……………………………………………….48
максимальная частота вращения, об/мин…………………………………………..2000
Суммарная мощность установленных на модуле электродвигателей, кВт……….163
Наибольшая суммарная мощность одновременно работающих электродвигателей, кВт……………………………………………………………………………………...114
Гидрооборудование
Марка масла в гидросистеме…………………………………………………………………………………….………..ИГП-18 ТУ38.101413-78 (допускается замена на Т22П ГОСТ 9972-74)
Класс чистоты масла по ГОСТ 17216-71………………………………………………………………………………...12
Вместимость бака гидростанции, дм3…………………….…………………………630
Насос гидроуравновешивания:
производительность, л/мин, не менее………………………………………………....65
номинальное рабочее давление, МПа (кгс/см2) ……………………....12±1,2 (120±12)
Насос гидроприводов вспомогательных перемещений:
производительность, л/мин, не менее………………………………………………....65
номинальное рабочее давление, МПа (кгс/см2) ………………………12±1,2 (120±12)
Насос смазки:
производительность, л/мин, не менее………………………………………………....15
номинальное рабочее давление, МПа, (кгс/см2)…………………………..1±0,1 (10±1)
Насос системы СОЖ:
производительность, л/мин, не менее………………………………………….…250/10
номинальное рабочее давление, МПа (кгс/см2) …………………...………0,5/1 (5/10)
Пневмооборудование
Номинальное рабочее давление сжатого
воздуха, МПа (кгс/см2), не менее……………………………………………….…0,4 (4)
Класс загрязненности сжатого воздуха по ГОСТ 17433-80………………………….12
Система отвода стружки
Размеры приемной части (ширина*длина), мм……………………………….285*3200
Угол подъема, град………………………………………….………………………….60
Система охлаждения масла
Производительность установки для охлаждения
масла, ккал/ч, не менее…...………………….……………………………………..12000
Система ЧПУ
Число осей модуля:
управляемых………………………………………….………………………………..…5
одновременно управляемых……………….……….……………………………………3
Дискретность перемещения:
по осям X, Y, Z, мм………………………………………….…………………..…..0,001
по оси W, мм…………………………….………………………………………….…0,01
по оси В, град………………………………………….…………………………….0,001
Цифровая индикация координат……………………………………….… X, Y, Z, W, B
Предварительный набор координат..………………………………….… X, Y, Z, W, B
Смещение начала отсчёта……………………………..В пределах всего перемещения
Объём запоминающего устройства, кбайт, не менее…………………………...……32
Программоноситель………………………….………..Восьмидорожечная перфолента
Продолжение приложения 26.
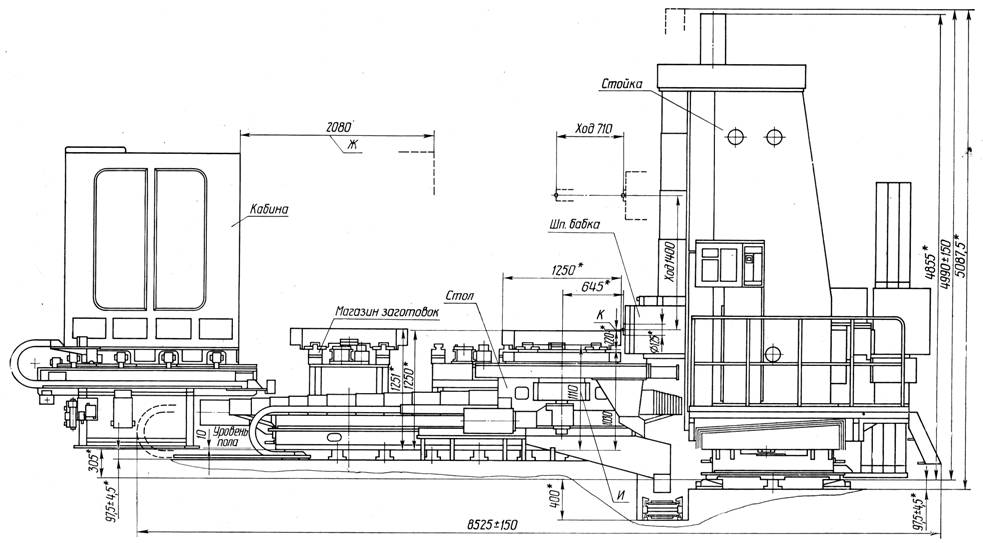
ОБЩИЙ ВИД
Продолжение приложения 26.
ОБЩИЙ ВИД (продолжение)

Продолжение приложения 26.
ОБЩИЙ ВИД (продолжение)

Продолжение приложения 26.






