

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Топ:
Генеалогическое древо Султанов Османской империи: Османские правители, вначале, будучи еще бейлербеями Анатолии, женились на дочерях византийских императоров...
Основы обеспечения единства измерений: Обеспечение единства измерений - деятельность метрологических служб, направленная на достижение...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного...
Интересное:
Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным...
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Национальное богатство страны и его составляющие: для оценки элементов национального богатства используются...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Продолжение приложения 15

Операция 035: Токарно-винторезная, станок:
Токарно-винторезный модели 16К20
Режущий инструмент: развертка насадная со вставными
ножами из твердого сплава Т15К6 ГОСТ 2209-82
Технологическая наладка – Операция 035: Токарно-винторезная (лист 3)
Продолжение приложения 15.

Режущий инструмент, применяющийся на операции 035 (лист 3)
Продолжение приложения 15

Однооперационная обработка на станке GDM 90 МС – Установ А (лист 4)
Продолжение приложения 15

Однооперационная обработка на станке GDM 90 МС – Установ Б (лист 4)
Продолжение приложения 15
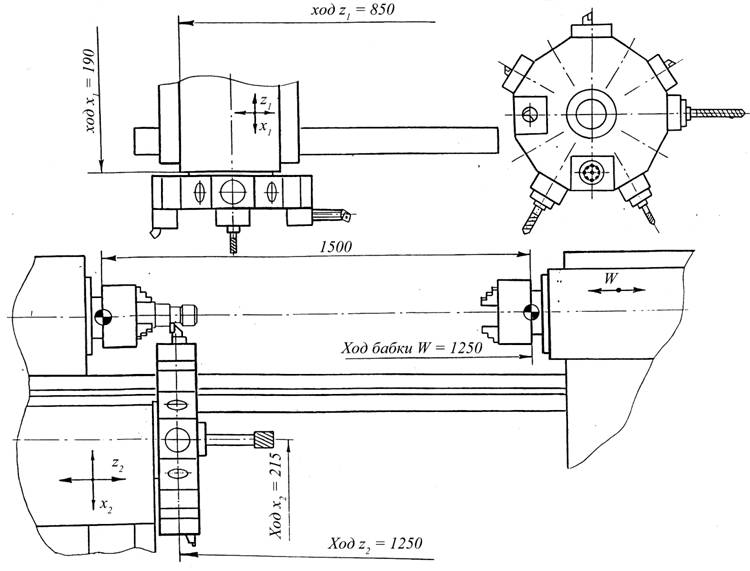
Рабочая зона станка GDM 90 МС (лист 4)
Продолжение приложение 15

Однооперационная обработка на станке GDM 90 МС – Установ А (продолжение) (лист 4)
Приложение 16
Примеры деталей, обрабатываемых на ГПМ
 а – Корпус редуктора с/х машин
а – Корпус редуктора с/х машин
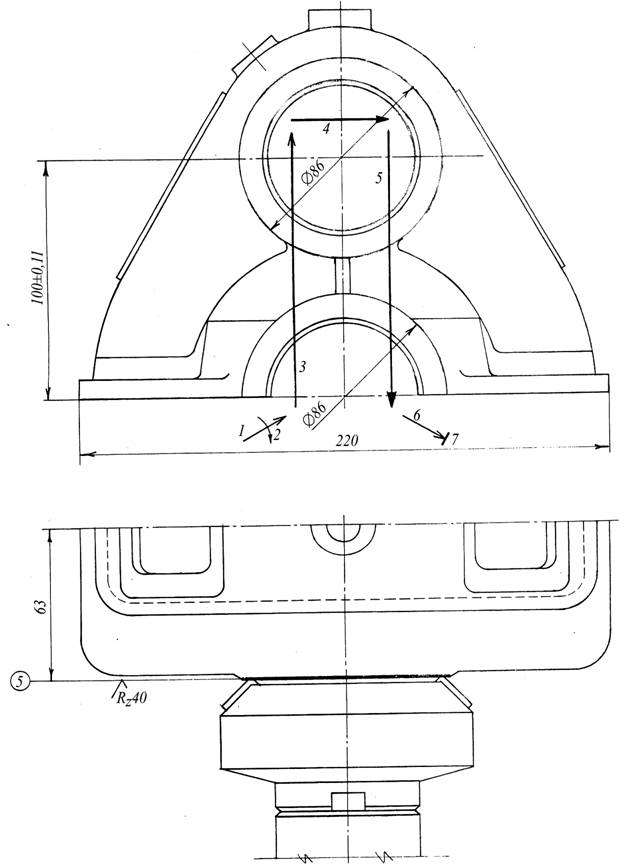
|  б – Корпус пневмогидроусилителя
б – Корпус пневмогидроусилителя
|

в – Крышка редуктора
Приложение 17
Компоновка приспособления УСПО для однооперационной обработки «Крышки редуктора» (Приложение 16, в)

| 
|
Приложение 18
Технологические наладки однооперационной обработки
«Крышки редуктора»
Продолжение приложения 18.

Продолжение приложения 18.

| N обр. поверхности | N техн. перехода | Инструмент | t, мм | S мм/об | V м/мин | ТО мин |
| 23, 24 | 8, 9 | Фреза 035-2223-1143 ТУ12-035-812-81 | 2,54 | 0,55 | ||
| Зенковка 2353-0137 ГОСТ 14953-80 | <1,0 | 0,32 | ||||
| 23, 24 | 11, 12 | Резец 2142-0592 ГОСТ 9797-84 | 0,37 | 0,12 | ||
| 4, 5 | 2, 3 | Фреза 01.2.0234.000.-00 ТУ2-035-910-83 | 3,2 | 0,45 |
Приложение 19
Компоновка приспособления УСПО для одноопрационной
Обработки «Корпуса редуктора»

Приложение 20
Технологические наладки одноопрацилнной обработки
|
|
«Корпуса редуктора»

Приложение 21
Компоновка приспособления УСПО для однооперационной обработки
«Корпуса пневмогидроусилителя» (приложение 16, б)

| 
|
Приложение 22
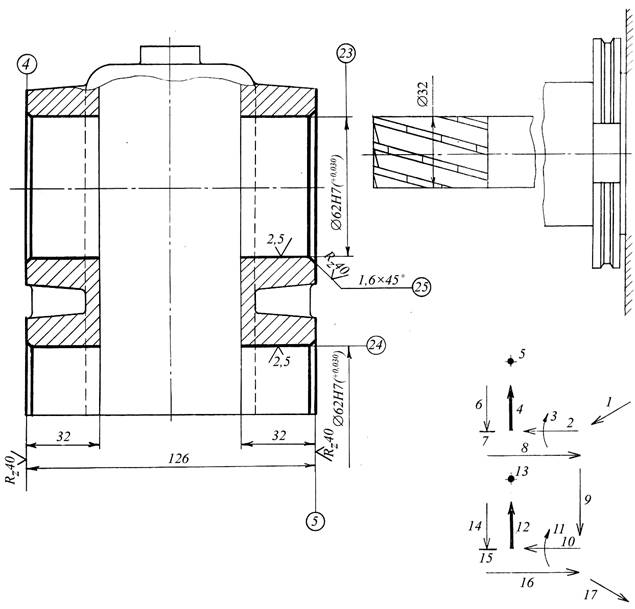
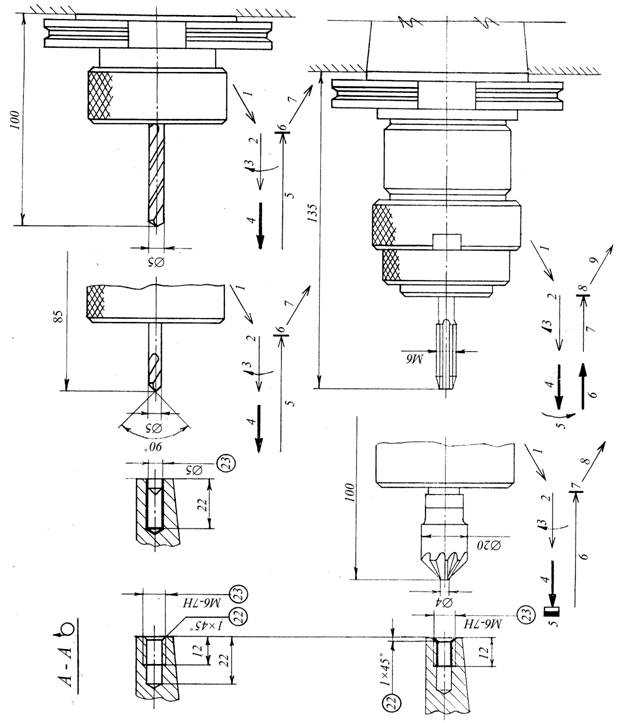
Технологические наладки однооперационной обработки «Корпуса пневмогидроусилителя»

Продолжение приложения 22.
Приложение 23.
Компоновка приспособления УСПО для однооперационной обработки
«Корпуса редуктора с/х машин» (Приложение 16, а)
|

Приложение 24.
Основные данные
Наибольшие размеры обрабатываемых деталей, мм.………………..1000*1000*1000
Наибольшая масса обрабатываемой детали (со столом-спутником и зажимным устройством), кг……………………………………………………………………..………………..4000
Размеры рабочей поверхности стола-спутника по ГОСТ 6569-75, мм:
Ширина…………………………………………………………………………..1250±0,1
Длина…………………………………………………………………………….1250±0,1
Диаметр выдвижного шпинделя, мм………………………………………………...125
Конец выдвижного шпинделя по ГОСТ 24644-81 со степенью точности конуса по ГОСТ 19860-74……………………………………………………………………..50АТ5
Наибольшее перемещение выдвижного шпинделя W, мм……………………….710
Наибольшее перемещение саней стола Z, мм:
Рабочее………………………………………………………………………………..1250
Общее…………………………………………………………………………………2250
Наибольшее перемещение саней шпиндельной бабки Y, мм…………………….1400
Наибольшее перемещение саней стойки X, мм:
рабочее………………………………………………………………………………..1150
общее………………………………………………………………………………….2250
Частота вращения шпинделя, об/мин…………………………………6,3-3150 (±10%)
Количество частот вращения шпинделя……………………………...Кратно 1 об/мин
Наибольший крутящий момент на шпинделе, Нм (кгсм)…………………...1765(180)
|
|
Наибольшее тангенциальное усилие резания при растачивании одноконечным резцом, закрепленным в выдвижном шпинделе, при вылете не более 200 мм, Н (кгс)……………………………………………………………………………..7850(800)
Передаточные отношения механической части привода:
в диапазоне I (до п = 500 об/мин) …………………………………………………...0,25
в диапазоне II (до га=3150 об/мин) ………………………………………………..1,575
Пределы рабочих подач:
по осям X, Y, Z, W, мм/мин1... …………………………………………….6000 (±10%)
по оси В, об/мин……………………………………………………………………1/360...1 (±10%)
Скорость быстрого перемещения:
по осям X, Y, Z, W, мм/мин……………………………………………………………………..1200.0 (±10%)
по оси В, об/мин……………………………………………………………….3,8 (±10%)
Наибольшее усилие подачи, Н (кгс):
по осям X, Y…………………………………………………………………15700 (1600)
по оси Z……………………………………………………………………...19600 (2000)
по оси W……………………………………………………………………....9800 (1000)
Емкость инструментального магазина, шт. …………………………………………..64
Наибольший диаметр инструмента, мм:
без пропуска гнезд…………………………………………………………………….125
с пропуском гнезд……………………………………………………………………..250
Наибольшая длина инструмента, мм………………………………………………...550
Наибольшая масса инструмента, кг…………………………………………………...30
Время смены инструмента, с…………………………………………………………..15
Количество накопителей столов-спутников…………………………………………...2
Емкость накопителя столов-спутников, шт. ………………………………………..…1
Время смены столов-спутников, мин…………………………………………………..3
Емкость магазина угловых головок, шт………………………………………………..2
Ремонтная сложность:
механической части, Rм………………………………………………………………160
электрической части, Ra………………………………………………………………170
Габаритные размеры модуля без приставного оборудования, мм, не более:
длина…………………………………………………………………………….8525±150
ширина…………………………………………………………………………..7485±150
высота……………………………………………………………………………5150±150
Площадь, занимаемая модулем с приставным оборудованием, м2, не более…..101.2
Масса модуля, кг, не более:
без приставного оборудования………………...………………………….. 43300 (±6%)
|
|
с приставным оборудованием……………………………………………...48500 (±6%)
Электрооборудование
Питающая электросеть:
род тока…………………………………………….…………..переменный трехфазный
напряжение, В……………………………………………………………….......380±10%
частота, Гц. ……………………………………………………………….. ………...50±2
Тип автомата на вводе…………………………………………………NZM11-400-R+V
Номинальный ток расцепителей вводного
автомата, А…………………………………………………………………………….400
Электродвигатели:
привода главного движения:
номинальная мощность, кВт…………………………………………………………...40
номинальная частота вращения, об/мин…………………………………………....1060
максимальная частота вращения, об/мин…………………………………………..2500
привода подач по осям X, Y, Z, W, и В:
номинальный вращающий момент, Нм……………………………………………….48
максимальная частота вращения, об/мин…………………………………………..2000
Суммарная мощность установленных на модуле электродвигателей, кВт……….163
Наибольшая суммарная мощность одновременно работающих электродвигателей, кВт……………………………………………………………………………………...114
Гидрооборудование
Марка масла в гидросистеме…………………………………………………………………………………….………..ИГП-18 ТУ38.101413-78 (допускается замена на Т22П ГОСТ 9972-74)
Класс чистоты масла по ГОСТ 17216-71………………………………………………………………………………...12
Вместимость бака гидростанции, дм3…………………….…………………………630
Насос гидроуравновешивания:
производительность, л/мин, не менее………………………………………………....65
номинальное рабочее давление, МПа (кгс/см2) ……………………....12±1,2 (120±12)
Насос гидроприводов вспомогательных перемещений:
производительность, л/мин, не менее………………………………………………....65
номинальное рабочее давление, МПа (кгс/см2) ………………………12±1,2 (120±12)
Насос смазки:
производительность, л/мин, не менее………………………………………………....15
номинальное рабочее давление, МПа, (кгс/см2)…………………………..1±0,1 (10±1)
Насос системы СОЖ:
производительность, л/мин, не менее………………………………………….…250/10
номинальное рабочее давление, МПа (кгс/см2) …………………...………0,5/1 (5/10)
|
|
Пневмооборудование
Номинальное рабочее давление сжатого
воздуха, МПа (кгс/см2), не менее……………………………………………….…0,4 (4)
Класс загрязненности сжатого воздуха по ГОСТ 17433-80………………………….12
Система отвода стружки
Размеры приемной части (ширина*длина), мм……………………………….285*3200
Угол подъема, град………………………………………….………………………….60
Система охлаждения масла
Производительность установки для охлаждения
масла, ккал/ч, не менее…...………………….……………………………………..12000
Система ЧПУ
Число осей модуля:
управляемых………………………………………….………………………………..…5
одновременно управляемых……………….……….……………………………………3
Дискретность перемещения:
по осям X, Y, Z, мм………………………………………….…………………..…..0,001
по оси W, мм…………………………….………………………………………….…0,01
по оси В, град………………………………………….…………………………….0,001
Цифровая индикация координат……………………………………….… X, Y, Z, W, B
Предварительный набор координат..………………………………….… X, Y, Z, W, B
Смещение начала отсчёта……………………………..В пределах всего перемещения
Объём запоминающего устройства, кбайт, не менее…………………………...……32
Программоноситель………………………….………..Восьмидорожечная перфолента
Продолжение приложения 26.
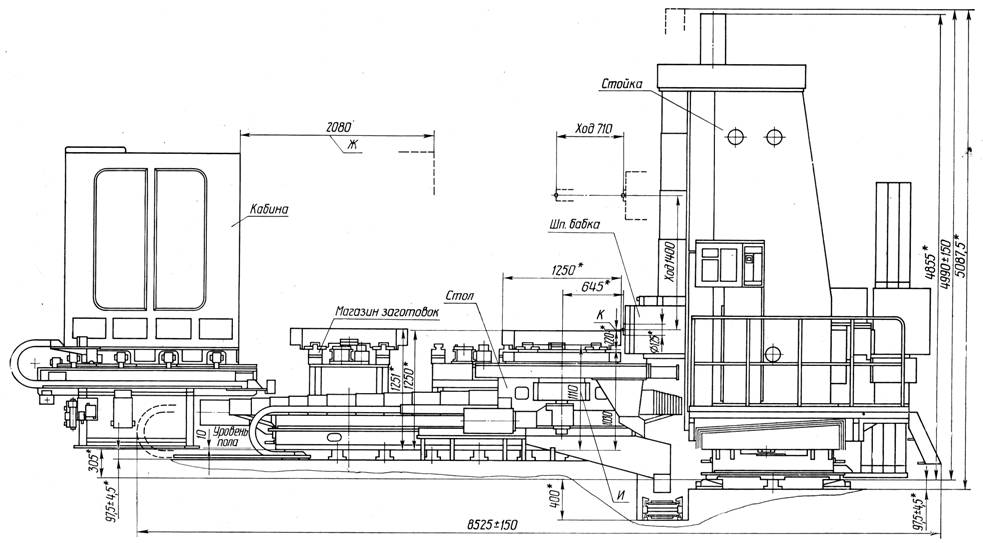
ОБЩИЙ ВИД
Продолжение приложения 26.
ОБЩИЙ ВИД (продолжение)

Продолжение приложения 26.
ОБЩИЙ ВИД (продолжение)

Продолжение приложения 26.
ГАБАРИТНЫЙ ПЛАН
Масштаб 1:100

Продолжение приложения 26.
Приложение 27.
ИВАНОВСКОЕ СТАНКОСТРОИТЕЛЬНОЕ ПРОИЗВОДСТВЕННОЕ
ОБЪЕДИНЕНИЕ ИМЕНИ 50-летия СССР
МНОГОЦЕЛЕВОЙ СВЕРЛИЛЬНО-ФРЕЗЕРНО-РАСТОЧНЫЙ
ГОРИЗОНТАЛЬНЫЙ СТАНОК С ПОДВИЖНОЙ СТОЙКОЙ
Модель ИР 500 МФ4 (ИР 500 ПМФ4)
Предназначен для высокопроизводительной обработки корпусных деталей массой до 700 кг из конструкционных материалов от легких сплавов до высокопрочных сталей.
Широкий диапазон частоты вращения шпинделя и скоростей подач позволяет производить сверление, зенкерование. развертывание, растачивание точных отверстий, связанных координатами, фрезерование по контуру с линейной и круговой интерполяцией. нарезание резьбы метчиками.
Наличие поворотного стола. устанавливаемого с высокой точностью (±5 с через 5°), расширяет технологические возможности станка, позволяет обрабатывать соосные отверстия консольным инструментом.
Повышенная степень точности станка (класс П) обеспечивает обработку отверстий 7, 8 квалитетам точности с шероховатостью поверхности Rа=2,5 мкм.
Категория качества станка—высшая.
Высокая степень автоматизации вспомогательных функции станка включает автоматическую смену инструмента и обрабатываемых деталей, позволяет встраивать его в автоматическую линию с управлением от ЭВМ.
|
|
Все узлы станка смонтированы на жесткой Т-образной станине, которая является общим основанием.
Лобовая бесконсольная шпиндельная бабка расположена внутри портальной стойки.
Поворотный индексируемый стол перемещается по отдельной станине, которая кренится на общем основании (станина станка).
Устройство автоматической смены инструмента с инструментальным магазином барабанного типа монтируется на верхнем торце стойки.
Все базовые детали имеют обребренную конструкцию и обеспечивают максимальную жесткость и виброустойчивость при высокопроизводительной обработке, гарантируют длительное сохранение точности.
Жесткий шпиндель с диаметром под передним подшипником 105 мм is конусом № 50 изготовлен из цементированной стали с высокой поверхностной твердостью НRC 62. Шпиндель монтируется в отдельном корпусе на прецизионных цилиндро-роликовых и упорно-радиальном шариковом подшипниках, что обеспечивает оптимальную точность, жесткость и виброустойчивость.
Гидромеханическое устройство зажима инструмента в шпинделе гарантирует надежность и быстродействие крепления режущего инструмента с усилием 1250 кг.
Привод шпинделя станка осуществляется двухступенчатой коробкой скоростей от электродвигателя постоянного тока мощностью 14 кВт. В диапазоне 21—174 об/мин на шпинделе обеспечивается постоянный момент, а в диапазоне 182—3000 об/мин— постоянная мощность.
Автоматическая ориентация шпинделя с управлением от ЧПУ и механической фиксацией расширяет технологические возможности станка, позволяет производить целую серию технологических циклов, в которых необходимо отвести резец от рабочей поверхности, не повреждая изделие.
Перемещение подвижных узлов по осям X, Y, 7, осуществляется от высокомоментных электродвигателей с постоянными магнитами, которые через упругие муфты высокой жесткости непосредственно соединены с прецизионными шариковыми винтовыми парами, обладающими нагрузочной способностью, жесткостью и долговечностью.
Силовое удержание узлов при резании осуществляется следящим приводом, что исключает необходимость применения зажимных устройств.
Совершенные электроприводы подач обеспечивают постоянное (до 0,2 с) время разгона и торможения, а следовательно, и минимальное время обработки запрограммированных перемещений.
Позиционирование осуществляется одновременно по трем координатным осям X, Y, Z.
В подвижных узлах станка применена система комбинированных направляющих, состоящих из прецизионных роликовых опор качения, установленных с предварительным натягом, и антифрикционного полимерного материала, обладающего низким коэффициентом трения и высокой демпфирующей способностью, что гарантирует высокую точность позиционирования, устойчивость станка при резании на максимальных режимах обработки. Направляющие изготовлены из высококачественной закаленной стали и отшлифованы с высокой точностью и чистотой поверхности.
Телескопическая защита, установленная на всех координатных перемещениях, надежно защищает направляющие и шариковые винтовые пары от попадания стружки и смазочно-охлаждающей жидкости и обеспечивает длительное сохранение точности станка. Непосредственно шариковые винты и накладные направляющие снабжены специальными средствами для защиты их от попадания стружки и грязи.
Встроенный поворотный индексируемый стол имеет 72 позиции через 5°. Установка стола происходит в автоматическом режиме.
Применение в качестве индексирующего элемента специальной муфты с торцовыми зубьями в сочетании с гидравлическим устройством зажимастола гарантирует точность поворота и надежность фиксации.
Для установки и крепления деталей на поверхность плиты-спутника имеется сетка для резьбовых отверстии.
Устройство автоматической смены инструментов, расположенное вне рабочей зоны, состоит из вращающегося инструментального магазина барабанного типа с кодированными гнездами емкостью на 30 инструментов и манипулятора.
Выбор инструмента в любой последовательности с последующей гидромеханиче ской фиксацией инструментального магазина осуществляется во время механической обработки.
Автоматическая смена плит-спутников обеспечивает работу станков в автоматическом режиме, исключая из технологического цикла обработки время на установку и снятие деталей.
Отдельно стоящее гидромеханическое поворотное (на 180°) устройство, установ ленное у станка справа, служит для загрузки-разгрузки, ориентации и фиксации плиты-спутника на поворотном столе станка.
Работа гидравлических механизмов на станке обеспечивается аксиально-поршневым насосом переменной производительности с автоматическим регулированием расхода масла (Qmаx—46 л/мин, Рmах=60 кгс/см2), что гарантирует быстродействие исполнительных органов (автоматической смены инструментов) и уменьшает нагрев рабочей жидкости.
печивает уравновешивание шпиндельной бабки. Масло гидросистемы охлаждается в теплообменнике с воздушным охлаждением.
Пневмосистема станка предназначена для обдува воздухом конусов шпинделя и инструмента, базовых платиков поворотного стола и базовых поверхностей плит-спутников при их автоматической смене. Работа пневмосистемы осуществляется автоматически с управлением от системы ЧПУ переключением воздухораспределителей.
Смазка всех трущихся деталей станка и подшипников шпинделя — автоматическая централизованная дозированная от отдельной установки; шестерен н подшипников глав-
ного привода—непрерывная циркуляционная от отдельного насоса, расположенного в гидростанции.
В станке предусмотрены подача жидкой и распыленной смазочно-охлаждающей жидкости в зону резания и сток в отдельно стоящий бак по сигналу с ЧПУ. Зона резания имеет ограждение для защиты оператора и окружающей среды от разбрызгивания эмульсин.
Устройство автоматической уборки стружки исключает затраты рабочего времени на уборку стружки вручную и облегчает условия труда рабочего-станочника.
Разработчик — СКБ расточных станков, г. Иван ово.
Приложение 28.
Станок модели ИР-500МФ4; 2 – электрооборудование; 3 – система управления измерением; 4 – УЧПУ; 5 – накопитель спутников; 6 – устройство смены спутников; 7 – спутник; 8 – устройство смены инструментов.
Продолжение приложения 15
Операция 035: Токарно-винторезная, станок:
Токарно-винторезный модели 16К20
Режущий инструмент: развертка насадная со вставными
ножами из твердого сплава Т15К6 ГОСТ 2209-82
Технологическая наладка – Операция 035: Токарно-винторезная (лист 3)
Продолжение приложения 15.
Режущий инструмент, применяющийся на операции 035 (лист 3)
Продолжение приложения 15
Однооперационная обработка на станке GDM 90 МС – Установ А (лист 4)
Продолжение приложения 15
Однооперационная обработка на станке GDM 90 МС – Установ Б (лист 4)
Продолжение приложения 15
Рабочая зона станка GDM 90 МС (лист 4)
Продолжение приложение 15
Однооперационная обработка на станке GDM 90 МС – Установ А (продолжение) (лист 4)
Приложение 16
Примеры деталей, обрабатываемых на ГПМ
|
а – Корпус редуктора с/х машин
|
б – Корпус пневмогидроусилителя
|
в – Крышка редуктора
Приложение 17
Компоновка приспособления УСПО для однооперационной обработки «Крышки редуктора» (Приложение 16, в)
|
|
|
Приложение 18
Технологические наладки однооперационной обработки
«Крышки редуктора»
Продолжение приложения 18.
Продолжение приложения 18.
| N обр. поверхности | N техн. перехода | Инструмент | t, мм | S мм/об | V м/мин | ТО мин |
| 23, 24 | 8, 9 | Фреза 035-2223-1143 ТУ12-035-812-81 | 2,54 | 0,55 | ||
| Зенковка 2353-0137 ГОСТ 14953-80 | <1,0 | 0,32 | ||||
| 23, 24 | 11, 12 | Резец 2142-0592 ГОСТ 9797-84 | 0,37 | 0,12 | ||
| 4, 5 | 2, 3 | Фреза 01.2.0234.000.-00 ТУ2-035-910-83 | 3,2 | 0,45 |
Приложение 19
|
|
|

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Таксономические единицы (категории) растений: Каждая система классификации состоит из определённых соподчиненных друг другу...

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!