Логическим управлением называют управление с помощью дискретных сигналов, принимающих конечное число фиксированных значений, и осуществляемое в соответствии с заданным алгоритмом управления. Обычно используют двухуровневые сигналы, обозначаемые условно «0» и «1».
Логическое управление используется для решения следующих задач автоматизации:
1) пуска и остановки технологических объектов с помощью некоторой последовательности действий;
2) перехода с одного режима на другой;
3) для управления периодическими процессами, когда необходимо циклическое выполнение некоторой последовательности дейстий;
4) защиты технологических объектов в аварийных и предаварийных ситуациях.
Автоматизация логического управления осуществляется с помощью аппаратных и программных средств, получивших название устройств или систем логического управления (УЛУ или СЛУ).
Структура устройств логического управления (УЛУ).
Рис.3.1. Структурная схема устройства логического управления
На схеме приняты следующие обозначения для блоков и сигналов:
УУ - управляющее устройство или автомат;
БТ – блок таймеров, предназначенный для организации всех задержек времени, требуемых в алгоритме управления;
ПУ – пульт управления, предназначенный для взаимодействия с человеком – оператором.
Х – множество сигналов от автоматических датчиков объекта;
U – множество управляющих сигналов, поступающих на двухпозиционные и трехпозиционные исполнительные механизмы объекта (например, клапаны, задвижки и т.п.);
Y – множество сигналов от кнопок и ключей ручного управления, находящихся на пульте управления;
I – множество сигналов, поступающих на пульт управления с целью включения/выключения элементов световой и звуковой сигнализации;
D – множество сигналов, управляющих таймерами в блоке БТ, т.е. включающих таймеры для отсчета требуемых выдержек времени;
Z – множество сигналов из блока таймеров, свидетельствующих об окончании требуемых выдержек времени.
При построении устройств логического управления в блоке БТ и ПУ обычно используются стандартные элементы автоматики, выпускаемые промышленностью, такие как реле времени, таймеры, светодиодные индикаторы и т.п.
Наиболее сложным при проектировании является блок управляющего устройства, т.к. его схема или программа работы существенно зависит от требований конкретного объекта и алгоритма управления.
Контроль параметров в интегрированных системах управления. Цели контроля. Методы и алгоритмы контроля. Характеристики систем контроля.
Цель контроля обнаружение событий или состояний технологического объекта или процесса требующих управляющих воздействий или вмешательства эксплуатационного персонала. При автоматизации объектов контроль является одной из первоочередных функций систем автоматизации.
При контроле различают следующие виды параметров:
1) контроль технического состояния оборудования (исправно – неисправно);
2) контроль параметров технологических процессов, например: P, T, L, Q;
3) контроль качества продукции (содержание воды и солей в товарной нефти);
4) контроль тех. эконом. пок-лей (производительность, себестоимость)
Основные операции контроля.
При контроле технического состояния параметров и качества продукции обычно требуется выполнение следующих операций.

X1…Xn - наблюдаются с помощью сенсоров или датчиков параметры технологического объекта или процесса.
1-первичная обработка данных, полученных с датчиков, т.е. фильтрация от помех, линеаризация характеристик и т.п..
2-формирование контролируемых величин Z с помощью вычислительных операций и других вспомогательных операций, обычно используемых при косвенном определении параметров.
3-формирование результата контроля с помощью соответствующего алгоритма контроля, классифицирующего состояние объекта или процесса на несколько непересекающихся множеств. Обычно используются два множества  и
и  .
.
Алгоритмы контроля обычно требуют выполнение логических операций сравнения.
К числу принципиальных вопросов контроля для автоматизации относятся выбор частоты контроля параметров и алгоритмов контроля.
1. Определение частоты контроля параметров.
В реальных условиях системы автоматизации не всегда возможно или целесообразно измерять контролируемые параметры непрерывно, в связи с этим все параметры обычно делят на две группы:
1) параметры, которые могут оказать влияние на состояние объекта или процесса своими мгновенными значениями, например: загазованность помещения, температура подшипников насосных агрегатов и т.д.;
2) параметры, кратковременные колебания которых не сказываются на состоянии или режиме работы объекта, такие параметры обычно контролируются по суммарному значению (количество жидкости), а также усреднённому значению на некотором интервале времени, например: средний расход жидкости, дебит скважины, технико-экономические показатели.
Параметры первой группы всегда желательно контролировать непрерывно. Если это невозможно, то требования все равно жесткие. Параметры второй группы целесообразно контролировать периодически.
2. Алгоритмы порогового (допускового) контроля.
В простейших наиболее распространенных случаях состояние объекта или процесса может контролироваться по одному или нескольким параметрам, для которых выделены области нормальных и анормальных, т.е. предаварийных и аварийных состояний. В этом случае основными алгоритмами контроля являются:
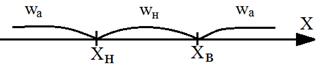 1) односторонний контроль
1) односторонний контроль

2) двусторонний контроль
 ,
,
где  и
и  - нижняя и верхняя уставки (пороги) параметра
- нижняя и верхняя уставки (пороги) параметра
Значение уставок и определяются технологическим требованием к нормальному режиму работы объекта. От правильности выбора этих уставок зависит эффективность контроля
3. Характеристики систем контроля.
Чтобы оценить качество автоматических систем контроля в частности, использующие алгоритмы порогового контроля используются следующие показатели:
| Состояние объекта
| Результат контроля
| Вероятность результата контроля
|

| 
| 
|
 -вероятность верного контроля
-вероятность верного контроля

 - вероятность «ложного» отказа
- вероятность «ложного» отказа
 -вероятность пропуска нарушения
-вероятность пропуска нарушения
+ =  -вероятность неверного контроля
-вероятность неверного контроля
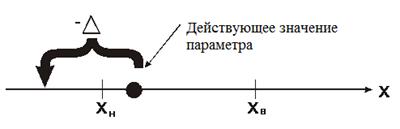 Основной причиной неверного результата контроля является наличие помех в результатах измерений.
Основной причиной неверного результата контроля является наличие помех в результатах измерений.
х – измеренная величина; Δ – помеха/погрешность измерений.