Спр констр-инструм Баранчиков
Косилова
Развёртка – режущий инструмент, который нужен для окончательной обработки отверстий после сверления, зенкерования или растачивания. Развёртыванием достигается точность до 6-9 квалитета и шероховатость поверхности до Ra = 0,32…1,25 мкм.
А - сверление. В - растачивание. С - развертывание. D - зенкерование. E,G - зенковка. F - цековка. H - нарезка резьбы.
Высокое качество обработки обеспечивается тем, что развертка имеет большое число режущих кромок (4-14) и снимает малый припуск. Развёртка выполняет работу при своём вращении и одновременном поступательном движении вдоль оси отверстия. Развертка позволяет снять тонкий слой материала (десятые-сотые доли миллиметра) с высокой точностью. Помимо цилиндрических отверстий развертывают конические отверстия (например под инструментальные конусы) специальными коническими развертками.
Не следует путать развертку с зенкером. Последний является получистовым инструментом для получения отверстий невысокой точности, имеет меньшее число режущих кромок, другую заточку.
Развертки классифицируются:
По типу обрабатываемого отверстия: Цилиндрические, Конические (под различные инструментальные, котельные (заклепочные) и другие конуса), Ступенчатые.
По точности: С указанием квалитета для цилиндрических, С указанием качества (черновые, промежуточные, чистовые) для конических, N1..N6 — цилиндрические развертки с калиброванным припуском для последующей шлифовки инструмента слесарем в требуемый размер, Регулируемые (раздвижные, разжимные, шкворневые).
По способу зажима инструмента: Ручные с квадратным хвостовиком под вороток, Машинные с цилиндрическим хвостовиком, Машинные с коническим хвостовиком, Машинные насадные (для установки на соответствующую оправку, обычно для инструмента больших размеров).
Развертки предназначены для изготовления точных отверстий и обеспечивают высокое качество обработанной поверхности. Различают развертки машинные и ручные, а по форме обрабатываемого отверстия - цилиндрические и конические. Развертки имеют 6-16 зубьев, распределяемых по окружности, как правило, неравномерно, что обеспечивает более высокое качество обработанной поверхности. Развертки могут быть с цилиндрическим или коническим хвостовиком.
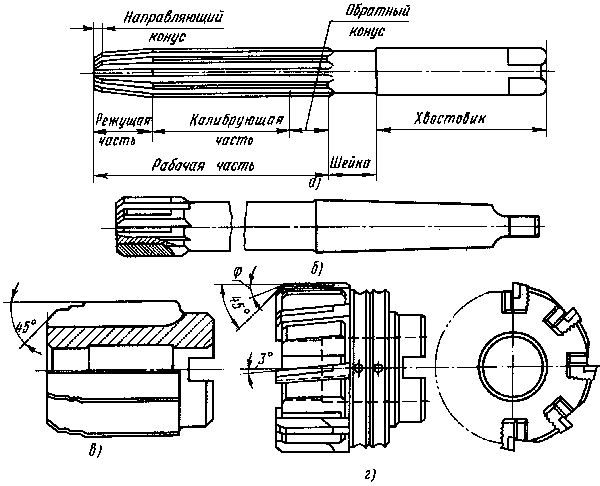
а) - ручная с цилиндрическим хвостовиком, б) - машинная цельная с коническим хвостовиком, в) - машинная цельная насадная, г) - машинная сборная со вставными ножами, оснащенными пластинами из твердого сплава
Ручная цельная развертка с цилиндрическим хвостовиком (смотри рисунок) состоит из рабочей части, шейки и хвостовика. Рабочая часть включает в себя направляющий конус с углом при вершине 90 градусов, режущую, калибрующую часть и обратный конус. Режущая часть выполняет основную работу резания. У ручных разверток длину режущей части делают значительно большей, чем у машинных. Угол режущей части развертки составляет 2j. При обработке сквозных отверстий j=0,5-1,5 градуса У ручных разверток, j=12-15 градусов у машинных разверток и разверток, оснащенных пластинами из твердых сплавов, j=30-45 градусов. При обработке глухих отверстий j=45 градусов у ручных разверток, j=60 градусов у машинных разверток и j=75 градусов у твердосплавных разверток. Калибрующая часть служит для направления развертки при резании и калибровании отверстия. Обратный конус уменьшает трение развертки об обработанную поверхность и снижает величину разбивки отверстия. У ручных разверток диаметр около шейки меньше калибрующего на 0,005-0,008 мм, у машинных - на 0,04-0,08 мм. Передний угол g=0 градусов у чистовых разверток из быстрорежущих сталей, g=5-10 градусов у черновых разверток из быстрорежущих сталей и g=0-5 градусов у твердосплавных разверток. Задний угол на режущей и калибрующей частях разверток a=6-10 градусов.
РЕЗАНИЕ МАТЕРИАЛОВ
1. Раскрыть содержание понятий: лезвия, поверхностей режущего клина, кромок, радиуса при вершине и округления кромки (на примере прямого проходного резца, выполнить эскиз)
Клин – важнейший элемент любого режущего инструмента, который проникает в обрабатываемый материал, осуществляя работу пластической деформации по срезанию припуска и отделению стружки(1.1).
Режущая часть инструмента конструктивно содержит лезвие (1.2) которое входит во взаимодействие с заготовкой при срезании припуска. Лезвие – клин, или совокупность клиньев, выполняющих работу резания и включенных в элемент инструмента (головка, зуб, нож, перо и др.)
Клин оформлен поверхностями, пересечение которых под определенными углами дают кромки, а пересечение кромок дают точки. Все эти элементы и параметры, определяющие их взаимное положение, относится к геометрическим параметрам лезвия.
Рассмотрим геометрические параметры лезвия на примере прямого проходного токарного резца. (1.3)

Передняя поверхность Аγ – поверхность лезвия инструмента, контактирующая в процессе резания со срезаемым слоем и стружкой.
Задняя главная поверхность Аα – задняя поверхность лезвия, примыкающая к главной режущей кромке.
Задняя главная поверхность А’α – задняя поверхность лезвия, примыкающая к вспомогательной режущей кромке.
Задняя поверхность Аа - поверхность лезвия инструмента, контактирующая в процессе резания с поверхностями заготовки.
Режущая кромка К - кромка, образуемая пересечением передней и задней поверхностей лезвия:
— главная режущая кромка К - это ее часть, формирующая большую сторону сечения срезаемого слоя;
— вспомогательная режущая кромка К' - часть режущей кромки, формирующая меньшую сторону сечения срезаемого слоя.
Вершина лезвия В — участок режущей кромки в месте пересечения двух задних поверхностей (главной и вспомогательной режущих кромок).
Радиус вершины rВ (рис. 1.4) - это радиус кривизны переходного участка при пересечении кромок в вершине лезвия.


Радиус округления режущей кромки ρ (рис. 1.5) — радиус кривизны режущей кромки в ее сечении нормальной секущей плоскостью.
Перечисленные геометрические элементы универсальны и характеризуют лезвие инструмента для любого вида обработки резанием.
Таким образом, режущий клин оформляется геометрическими элементами, которые являются важнейшими характеристиками лезвия инструмента.
2. Раскрыть содержание понятий и охарактеризовать поверхности на заготовке при резании (на примере прямого проходного резца), а также движений резания: главного и движения подачи (подач и видов подач), касательного и суммарного движения, их скоростей?
Для того, чтобы произвести обработку со снятием стружки, необходимо определенным образом расположить относительно друг друга заготовку и инструмент. Затем заготовке и инструменту или обоим задать движением. Относительное движение и будет определять движение резания (рис. 1.6), при этом различают следующие виды движения:
— главное движения резания Dr - прямолинейное поступательное или вращательное движение заготовки или режущего инструмента, происходящее с наибольшей скоростью в процессе резания. Это движение характеризуется скоростью главного движения резания V;
-— движение подачи Ds? характеризуемое скоростью движения подачи Vs - прямолинейное поступательное или вращательное движение инструмента или заготовки, скорость которого меньше скорости главного движения резания. Движение предназначено для того, чтобы распространить отделение слоя материала на всю обрабатываемую поверхность.

Обрабатываемая поверхность 1 - это поверхность заготовки, частично или полностью удаляемая в процессе обработки. Обработанная поверхность 2 - поверхность, образованная на заготовке в результате обработки.
Поверхность резания R - поверхность, образуемая режущей кромкой в результирующем движении резания.
Подача S - отношение расстояния, пройденного рассматриваемой точкой режущей кромки или заготовки в движении подачи к числу циклов, или их долей.
Цикл движения - это полный оборот, ход или двойной ход режущего инструмента или заготовки.
Доля цикла - часть оборота, соответствующая угловому шагу зубьев режущего инструмента.
Ход - это движение в одну сторону при возвратно-поступательном движении.
Подача на оборот S0 - подача, соответствующая одному обороту инструмента или заготовки.
Подача на зуб Sz - подача, соответствующая повороту инструмента или заготовки на один угловой шаг зубьев режущего инструмента.
Подача на ход Sx - подача, соответствующая одному ходу заготовки или инструмента.
Подача на двойной ход S2x - подача, соответствующая одному двойному ходу заготовки или инструмента.
Путь резания l - суммарное расстояние, пройденное рассматриваемой точкой режущей кромки в контакте с заготовкой в результирующее движении за рассматриваемый интервал времени.
Касательное движение Dk - прямолинейное поступательное или вращательное движение режущего инструмента, скорость которого меньше скорости главного движения резания и направлена по касательной к режущей кромке. Движение предназначено для того, чтобы сменять контактирующие с заготовкой участки режущей кромки. Скорость касательного движения - Vк.
Результирующее движение резания De - суммарное движение режущего инструмента относительно заготовки, включающего Dr, Ds и Dk. Скорость результирующего движения – Ve.
Таким образом, взаимодействие заготовки и инструмента характеризуется как их взаимным положением, так и относительным движением, а также скоростью этого движения.
3. В чем суть понятий инструментальной, статической и кинематической систем координат, а также понятий плоскостей основной и резания?
Система обработки в целом или любой из ее элементов должны рассматриваться в системе координат, соответствующей поставленной задаче. Различают три системы координат.
Инструментальная система координат (ИСК) - прямоугольная система координат с началом в вершине лезвия, ориентированная относительно геометрических элементов режущего инструмента, принятых за базу (рис 1.7).
Статическая система координат (ССК) - прямоугольная система координат с началом в рассматриваемой точке режущей кромки, ориентированная относительно направления скорости главного движения резания (рис. 1.8).

Кинематическая система координат (КСК) - прямоугольная система координат с началом в рассматриваемой точке режущей кромки, ориентированная относительно направления скорости результирующего движения резания (рис. 1.9).

Таким образом, для решения тех- нологической задачи для данной системы обработки резанием необходимо определиться с одной из общих систем координат (ИСК, ССК, КСК).
Для определения углов, пол которыми наклонены поверхности, формирующие лезвие, приняты дополнительные координатные плоскости. Они образуют локальную систему координат внутри любой из указанных выше общих систем координат.
Основная плоскость РV — координатная плоскость, проведенная через рассматриваемую точку режущей кромки перпендикулярно направлению скорости главного или результирующего движения резания в этой точке (рис. 1.10).

Плоскость резания Рп - координатная плоскость, касательная к режущей кромке в рассматриваемой точке и перпендикулярная основной плоскости (рис. 1.11)
4. Что такое локальная система координат, её составляющие: основная, плоскость резания и секущая плоскость, а также секущие плоскости вспомогательная и нормальная, рабочая плоскость (выполнить эскиз)?
Для определения углов, пол которыми наклонены поверхности, формирующие лезвие, приняты дополнительные координатные плоскости. Они образуют локальную систему координат внутри любой из указанных выше общих систем координат.
Основная плоскость РV — координатная плоскость, проведенная через рассматриваемую точку режущей кромки перпендикулярно направлению скорости главного или результирующего движения резания в этой точке (рис. 1.10).
Плоскость резания Рп - координатная плоскость, касательная к режущей кромке в рассматриваемой точке и перпендикулярная основной плоскости (рис. 1.11).
Определение и оценку углов и других геометрических параметров принято рассматривать в секущих плоскостях (рис. 1.12).
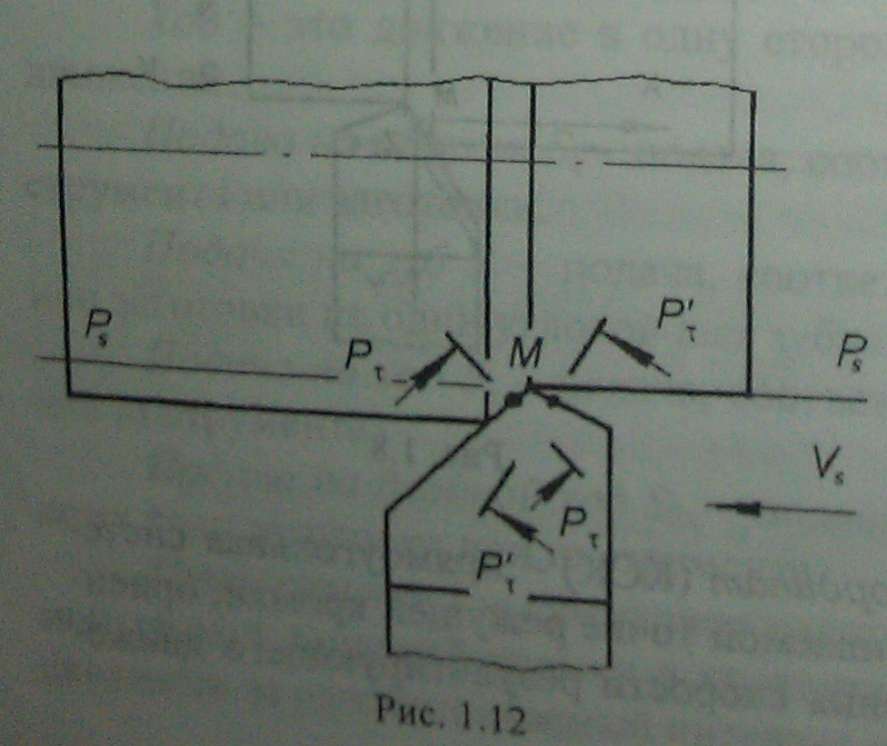
Главная секущая плоскость Рτ - координатная плоскость, проведенная в рассматриваемой точке главной режущей кромки перпендикулярно линии Пересе- чения основной плоскости и плоскости резания, В системах координат эта плоскость обозначается соответственно Рτи, Рτс, Рτк.
Вспомогательная секущая плоскость Р’τ - координатная плоскость, проведенная в рассматриваемой точке вспомогательной режущей кромки перпендикулярно линии пересечения плоскостей, проведенных аналогично основной плоскости и плоскости резания. В системах координат эта плоскость обозначается соответственно Р’τи, Р’τс, Р’τк.
Нормальная секущая плоскость Рн - плоскость, перпендикулярная режущей кромке в рассматриваемой точке.
Секущая плоскость схода стружки Рс - это плоскость, проходящая через направление схода стружки и скорости резания в рассматриваемой точке режущей кромки.
Рабочая плоскость Рs - плоскость, в которой расположены направления скоростей главного движения и движения подачи.
Таким образом, локальная система координат, образованная основной плоскостью резания и одной из секущих плоскостей и помещенная в рассматриваемую точку, может быть использована для оценки геометрических параметров лезвия в этой точке.
5. Как определяются углы лезвия в главной и вспомогательной секущих плоскостях (выполнить эскиз на примере прямого проходного резца?
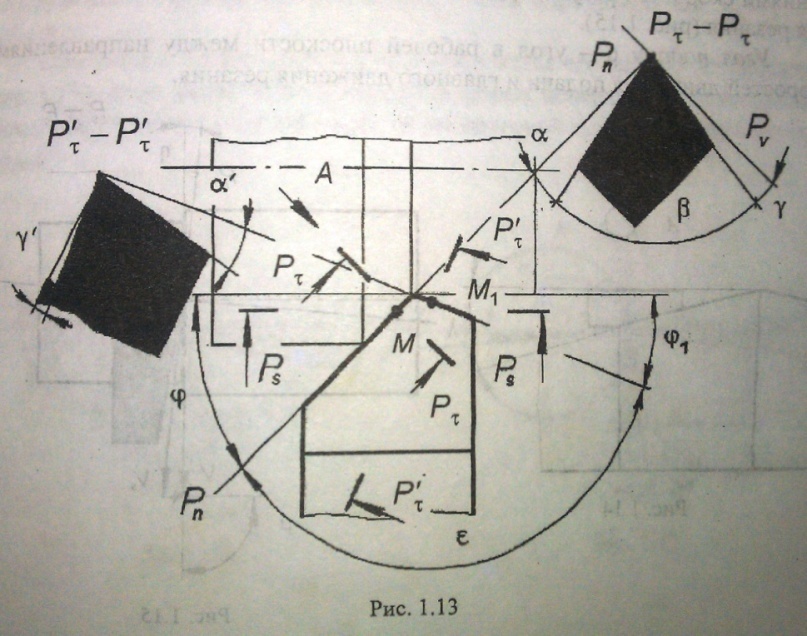
Определение углов наклона поверхностей, оформляющих лезвия относительно принятых координатных плоскостей, рассмотрим на примере прямого проходного резца (рис. 1.13).
Определение углов производится в задних точках главной или вспомогательной кромки лезвия.

Передний угол γ - угол в главной секущей плоскости между передней поверхностью лезвия и основной плоскостью. В принятых системах координат и указанных выше секущих плоскостях передний угол имеет следующие обозначения:γи, γс, γк, γн, γs.
Передний угол может быть равен нулю и иметь отрицательные значения, что видно по верхнему эскизу сечения Рτ - Рτ (см. рис. 1.13). Отрицательные значения передних углов (в отличие от положительных значений) создают на фаске лезвия сжимающие напряжения, что может быть использовано при затачивании твердосплавных режущих инструментов применяемых на получистовых и черновых операциях для материалов групп обрабатываемости Р, М, К и S, а также для чистовых операций группы обрабатываемости Н. Современные инструментальные сплавы, употребляемые для сменных многогранных пластин (СМП), позволяют обрабатывать с положительными значениями угла материалы групп Р, М, К и S на чистовых операциях, а материалы группы N - на всех операциях.
Задний угол а - угол в секущей плоскости между задней поверхностью лезвия и плоскостью резания.
Угол заострения β - угол в главной секущей плоскости между передней и задней поверхностями лезвия.
Угол наклона кромки λ - угол в плоскости резания между режущей кромкой и основной плоскостью (рис. 1.14).
Угол в плане φ - угол в основной плоскости между плоскостью резания и рабочей плоскостью, вспомогательный угол в плане— φ1.
Угол скорости резания η - угол в рабочей плоскости между направлениями скоростей результирующего движения резания и главного движения резания (рис. 1.15).
Угол подачи μ - угол в рабочей плоскости между направлениями скоростей движения подачи и главного движения резания.

Таким образом, углы, под которыми в рассматриваемой точке и в выбранном сечении расположены поверхности лезвия, вместе с кинематическими параметрами определяют геометрические параметры формообразования обработанной поверхности при резании.
6. Как определить координатные плоскости – основную и резания, а также - углы лезвия в плане и в плоскости резания?
Для определения углов, пол которыми наклонены поверхности, формирующие лезвие, приняты дополнительные координатные плоскости. Они образуют локальную систему координат внутри любой из указанных выше общих систем координат.
Основная плоскость РV — координатная плоскость, проведенная через рассматриваемую точку режущей кромки перпендикулярно направлению скорости главного или результирующего движения резания в этой точке (рис. 1.10).
Плоскость резания Рп - координатная плоскость, касательная к режущей кромке в рассматриваемой точке и перпендикулярная основной плоскости (рис. 1.11).
Определение и оценку углов и других геометрических параметров принято рассматривать в секущих плоскостях (рис. 1.12).
Главная секущая плоскость Рτ - координатная плоскость, проведенная в рассматриваемой точке главной режущей кромки перпендикулярно линии Пересе- чения основной плоскости и плоскости резания, В системах координат эта плоскость обозначается соответственно Рτи, Рτс, Рτк.
Вспомогательная секущая плоскость Р’τ - координатная плоскость, проведенная в рассматриваемой точке вспомогательной режущей кромки перпендикулярно линии пересечения плоскостей, проведенных аналогично основной плоскости и плоскости резания. В системах координат эта плоскость обозначается соответственно Р’τи, Р’τс, Р’τк.
Нормальная секущая плоскость Рн - плоскость, перпендикулярная режущей кромке в рассматриваемой точке.
Секущая плоскость схода стружки Рс - это плоскость, проходящая через направление схода стружки и скорости резания в рассматриваемой точке режущей кромки.
Рабочая плоскость Рs - плоскость, в которой расположены направления скоростей главного движения и движения подачи.
Таким образом, локальная система координат, образованная основной плоскостью резания и одной из секущих плоскостей и помещенная в рассматриваемую точку, может быть использована для оценки геометрических параметров лезвия в этой точке.
Определение углов наклона поверхностей, оформляющих лезвия относительно принятых координатных плоскостей, рассмотрим на примере прямого проходного резца (рис. 1.13).
Определение углов производится в задних точках главной или вспомогательной кромки лезвия.

Передний угол γ - угол в главной секущей плоскости между передней поверхностью лезвия и основной плоскостью. В принятых системах координат и указанных выше секущих плоскостях передний угол имеет следующие обозначения:γи, γс, γк, γн, γs.
Передний угол может быть равен нулю и иметь отрицательные значения, что видно по верхнему эскизу сечения Рτ - Рτ (см. рис. 1.13). Отрицательные значения передних углов (в отличие от положительных значений) создают на фаске лезвия сжимающие напряжения, что может быть использовано при затачивании твердосплавных режущих инструментов применяемых на получистовых и черновых операциях для материалов групп обрабатываемости Р, М, К и S, а также для чистовых операций группы обрабатываемости Н. Современные инструментальные сплавы, употребляемые для сменных многогранных пластин (СМП), позволяют обрабатывать с положительными значениями угла материалы групп Р, М, К и S на чистовых операциях, а материалы группы N - на всех операциях.
Задний угол а - угол в секущей плоскости между задней поверхностью лезвия и плоскостью резания.
Угол заострения β - угол в главной секущей плоскости между передней и задней поверхностями лезвия.
Угол наклона кромки λ - угол в плоскости резания между режущей кромкой и основной плоскостью (рис. 1.14).
Угол в плане φ - угол в основной плоскости между плоскостью резания и рабочей плоскостью, вспомогательный угол в плане— φ1.
Угол скорости резания η - угол в рабочей плоскости между направлениями скоростей результирующего движения резания и главного движения резания (рис. 1.15).
Угол подачи μ - угол в рабочей плоскости между направлениями скоростей движения подачи и главного движения резания.
Таким образом, углы, под которыми в рассматриваемой точке и в выбранном сечении расположены поверхности лезвия, вместе с кинематическими параметрами определяют геометрические параметры формообразования обработанной поверхности при резании.
7. Какими параметрами характеризуется сечение срезаемого слоя, каково содержание и связь между технологическими и физическими параметрами (на примере обтачивания прямым проходным резцом), каковы элементы режима резания?
На примере токарной операции обтачивания круглой заготовки диаметра D на диаметр d рассмотрим срезаемый слой и его параметры (рис. 1.21), где t-глубина резания, это размер срезаемого слоя материала, измеренный по нормали к направлению подачи S0.
Глубина резания выбирается исходя из различных соображений, в том числе требований к размерам обработанной поверхности, величины припуска под обработку и др. Для данного случая глубина резания t=(D-d)/2.
Рассмотрим сечение срезаемого слоя в основной плоскости за один оборот заготовки, когда резец проходит путь равный величине подачи (рис. 1.22).
Глубину t и подачу s принято называть технологическими параметрами срезаемого слоя, а совокупность толщины а и ширины b - физическими параметрами срезаемого слоя.
Между технологическими и физическими параметрами, исходя из геометрических соображений, можно установить следующую связь: а=ssinφ, b=t/sinφ.
Широко применяется такое понятие, как сечение срезаемого слоя f, величина которого f=a·b=s·sinφ·t/sinφ=s·t.
Срезание припуска может происходить при различных соотношениях а и b или t и s (см. рис. 1.22). Если b=a, то идет резание со срезанием разнобокого слоя, если b > а, то резание со срезанием прямого слоя, если b < a, то резание со срезанием обратного слоя.
Для осуществления обработки резанием со снятием стружки в определенной системе «заготовка—инструмент-приспособление—станок» (ЗИПС) необходимо задать взаимное положение заготовки и инструмента, которое оценивается величиной глубины резания t, величинами их кинематических параметров, которыми являются подача s и скорость главного движения резания V; определенностью ресурса работы инструмента, который задается его периодом стойкости Т.

Перечисленные выше величины: t, s, V, Т - принято называть элементами резания, а их совокупность - режимом резания.
Технико-экономические показатели обработки являются одними и я важнейших критериев. При изготовлении единицы продукции время изготовления или, как его принято называть, штучное время, определяется по формуле
Тшт=Т0+ТВ+Тоб+Тотд
где Т0 - основное (технологическое) время; Тв - время, необходимое им выполнения вспомогательных операций (установ, закрепление и г. п.); Тоб - время, необходимое для обслуживания рабочего места; Тотд - время необходимое для отдыха и естественных надобностей.
Таким образом параметры срезаемого слоя определяются взаимным положением и кинематикой заготовки и лезвия инструмента, а геометрические параметры и элементы режима резания являются важнейшими величинами для назначения и оценки технико-экономических показателей обработки.
8. Выполнить на эскизе: геометрические параметры резания и лезвия при токарной обработке (на примере схемы обтачивания прямым проходным резцом).
Определение углов наклона поверхностей, оформляющих лезвия относительно принятых координатных плоскостей, рассмотрим на примере прямого проходного резца (рис. 1.13).
Определение углов производится в задних точках главной или вспомогательной кромки лезвия.
Передний угол γ - угол в главной секущей плоскости между передней поверхностью лезвия и основной плоскостью. В принятых системах координат и указанных выше секущих плоскостях передний угол имеет следующие обозначения:γи, γс, γк, γн, γs.
Передний угол может быть равен нулю и иметь отрицательные значения, что видно по верхнему эскизу сечения Рτ - Рτ (см. рис. 1.13). Отрицательные значения передних углов (в отличие от положительных значений) создают на фаске лезвия сжимающие напряжения, что может быть использовано при затачивании твердосплавных режущих инструментов применяемых на получистовых и черновых операциях для материалов групп обрабатываемости Р, М, К и S, а также для чистовых операций группы обрабатываемости Н. Современные инструментальные сплавы, употребляемые для сменных многогранных пластин (СМП), позволяют обрабатывать с положительными значениями угла материалы групп Р, М, К и S на чистовых операциях, а материалы группы N - на всех операциях.
Задний угол а - угол в секущей плоскости между задней поверхностью лезвия и плоскостью резания.
Угол заострения β - угол в главной секущей плоскости между передней и задней поверхностями лезвия.
Угол наклона кромки λ - угол в плоскости резания между режущей кромкой и основной плоскостью (рис. 1.14).
Угол в плане φ - угол в основной плоскости между плоскостью резания и рабочей плоскостью, вспомогательный угол в плане— φ1.
Угол скорости резания η - угол в рабочей плоскости между направлениями скоростей результирующего движения резания и главного движения резания (рис. 1.15).
Угол подачи μ - угол в рабочей плоскости между направлениями скоростей движения подачи и главного движения резания.
Таким образом, углы, под которыми в рассматриваемой точке и в выбранном сечении расположены поверхности лезвия, вместе с кинематическими параметрами определяют геометрические параметры формообразования обработанной поверхности при резании.
На практике иногда требуется знание углов инструмента в сечениях, параллельных осям принятых систем координат (ИСК и ССК), а также их связи с углами в главной секущей плоскости.
Возьмем резец в плане (рис. 1.20). Выполним сечения Рτ Рτ , Ру Ру и Рх Р х (через точки 1 и 3) Необходимо определить значения углов γу, γх, αу, αх и их связь с главными углами γ и α (углами в главной секущей плоскости).
Отметим, что превышение точки 1 относительно точки 2 равно с, превышение точки 3 относительно точки 2 равно а, превышение точки / относительно точки 3 равно b. Превышение с = а + b, тогда
| tgγy=c/C, или tgγy=(a=b)/C (1.1)
|

По соответствующим сечениям определим а, b, с:
a=A·tgγ, b=Btgλ, c=Ctgγy

9. Как могут измениться углы лезвия в системе резания (рабочие углы), например, для прямого проходного и отрезного резцов?
Геометрические параметры лезвия, определенные в инструментальной системе координат, могут измениться при установке инструмента на станок и рассмотрении системы обработки в других координатах.
Если резец установить таким образом (рис. 1.16), что вершина лезвия (или рассматриваемая точка) будет ниже (или выше) оси заготовки, то это изменит геометрию резания по следующим причинам (рассмотрение проведем в статической системе координат):
— изменится положение общей для заготовки и лезвия точки М на поверхности резания;
— изменится направление вектора скорости главного движения;
— изменится положение основной плоскости Ру, а следовательно и положение плоскости резания.
Угол μ, который определяет изменения указанных выше параметров, может быть вычислен по формуле
μ=arcsin h/D
Тогда значения переднего и заднего углов лезвия в рабочем состоянии инструмента в системе обработки могут быть определены как γp=γ-μ, αp=α+μ.
При работе отрезного резца осуществляется его поперечная подача 5 (рис. 1.17). Вследствие этого изменяется форма поверхности резания: движение общей точки М происходит не по круговой траектории R, а по спирали R'.
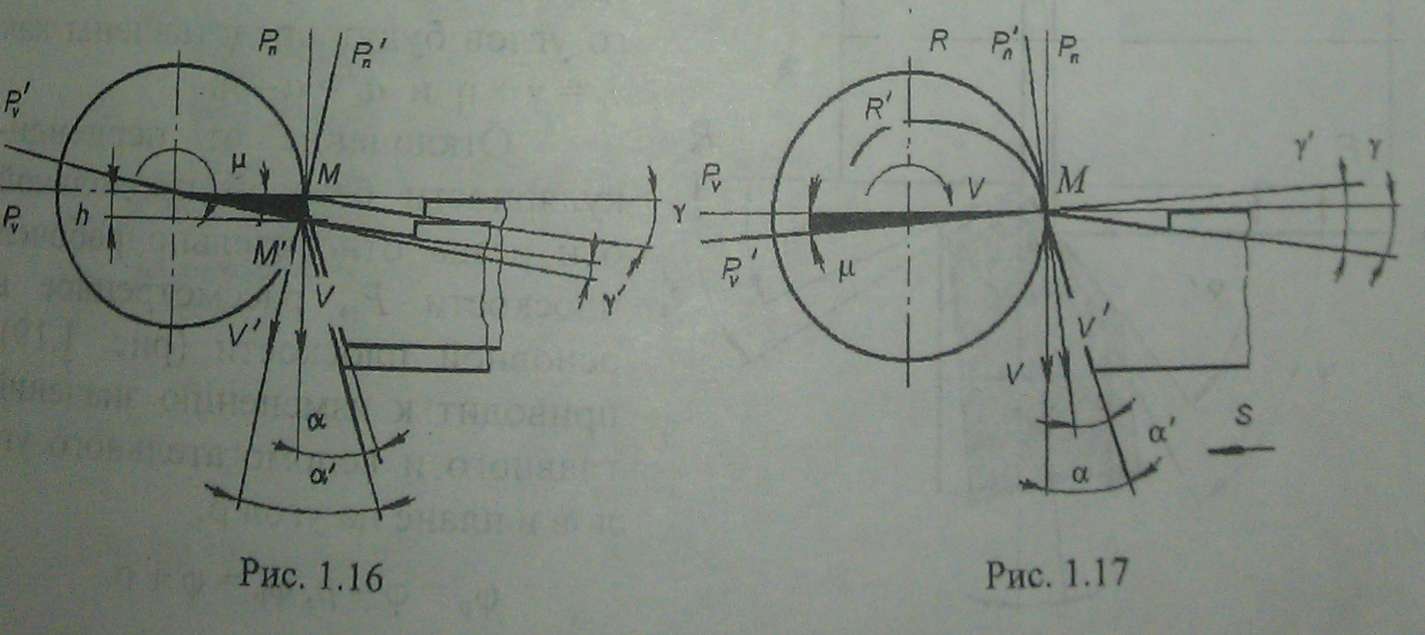
Векторскорости изменит свою величину и направление навеличину угла μ. Соответственно изменит свое положение и система координатных плоскостей РV и Рп, а следовательно, и углы лезвия9 измеряемые в ней.

Еслирассмотреть работу лезвия (сечение проходит в рабочей плоскости Ps одновременно участвующего не только в главном движении, но и движении продольной подачи, то вновь можно констатировать изменение геометрических параметров (рис. 1.18).
Точка М за один оборот заготовки пройдет путь, равный геометрической сумме πВ и S.
Вектор суммарной скорости Ve по отношению к вектору главного движения получит соответствующее отклонение на угол η.
Система координатных плоскостей PV и Pn также изменит свою ориентацию на угол η. Тогда изменения переднего и заднего углов будут представлены как γе=γ+η и ае =α-η.
Отклонение от перпендикулярности базовой продольной оси резца относительно рабочей плоскости Ps рассмотренное в основной плоскости (рис. 1.19), приводит к изменению значений главного и вспомогательного углов в плане на угол ρ;
φρ=φ-ρ, φρ=φ+ρ

Таким образом, реальные условия эксплуатации лезвия инструмента необходимо рассматривать и при необходимости вносить поправки с точки зрения изменения геометрических параметров резания, зависящих от кинематики движения, формы заготовки, относительного положения заготовки и инструмента, а также от элементов режима резания.
10. Выполните эскизы типов стружек, каковы их существенные признаки, какие факторы и как влияют на тип стружки?
При резании различных материалов все многообразие образующейся стружки можно свести к четырем видам: сливной, суставчатой, элементной и стружке надлома. Рассмотрим их существенные признаки.
Сливная стружка отделяется в виде сплошной ленты, свободная сторона которой имеет бархатистый рельеф (рис. 2.1). Стружка имеет достаточную прочность и разрушается при приложении значительных усилий. Стружка на свободной стороне может приобретать различные цвета побежалости, которые зависят от температуры, развивающейся вследствие процесса резания и состава внешней среды. Контактная сторона стружки, как правило, сохраняет исходный цвет материала заготовки.
Суставчатая стружка на свободной стороне имеет мелкий пилообразный рельеф, трещины толщину стружки не пронизывают и разрушаются фрагментами большой длины естественным образом или при приложении незначительных усилий (рис. 2.2).
Элементная стружка на свободной поверхности имеет пилообразный рельеф, трещины пронизывают всю толщину, а разрушение в процессе резания происходит малыми фрагментами (рис 2.3).
Стружка надлома образуется с одновременным разрушением сличаемого слоя на фрагменты различной дисперсности вплоть до пылеобразных частиц. Опережающая трещина может заходить в зону, лежащую ниже ллос- кости резания, оставлять следы разрушения на обработанной поверхности.
Тип стружки зависит от различных факторов, которые можно разделить на четыре группы.
Первая группа факторов - это влияние обрабатываемого материала и его механических свойств. При резании мягких и пластичных материалов образуется сливная стружка. С повышением твердости и прочности обрабатываемого материала более вероятным становится образование суставчатой и элементной стружек. При обработке хрупких материалов, как правило, образуется стружка надлома.
Вторая группа факторов - влияние геометрических параметры лезвия. Наиболее сильное влияние на тип стружки оказывают угол наклона главной режущей кромки λ и передний угол γ. Так, если увеличивать передний угол, то наиболее вероятен сдвиг от сливной стружки к суставчатой и элементной.
Третья группа факторов - влияние элементов режима резания: подачи S и скорости резания V. Увеличение подачи при резании приводит к последовательному переходу типа стружки от сливной к суставчатой и элементной.
Влияние скорости резания на тип стружки зависит и от обрабатываемого материала. При резании большинства углеродистых и легированных конструкционных сталей (исключая зону существования нароста) с увеличением скорости резания стружка имеет тенденцию превращения из элементной в суставчатую и сливную. Однако у некоторых жаропрочных сталей и сплавов, а также титановых сплавов стружка от сливной переходит в суставчатую. При обработке хрупких материалов увеличение скорости резания приводит к переходу от стружки надлома к элементной стружке.
Четвертая группа факторов - влияние окружающей среды и применение смазочно-охлаждающей жидкости (СОЖ) - будет подробно рассмотрена далее.
Таким образом, вид стружки определяется влиянием многих факторов, которые условно могут быть объединены в четыре группы: свойства обрабатываемого материала, геометрические параметры лезвия, режим резания и свойства технологической среды.
11. Как представить физическую модель сливного стружкообразования, зоны деформации, плоскость и угол сдвига, каковы причины образования наклепа в обработанной поверхности и какова идеальная модель сливного стружкообразования?
Стружкообразование при обработке резанием является весьма сложным физическим процессом, на который влияет множество различных факторов. Однако управление получаемым видом стружки и условиями ее образования имеет практическое значение для ее направленного отвода из рабочей зоны и последующей утилизации.
Режущий клин инструмента при сливном стружкообразовании воздействует на срезаемый слой толщиной а (рис. 2.5). Впереди клина материал заготовки испытывает упругие напряжения, а в зоне 1, которая называется первичной зоной деф








